Download to read offline






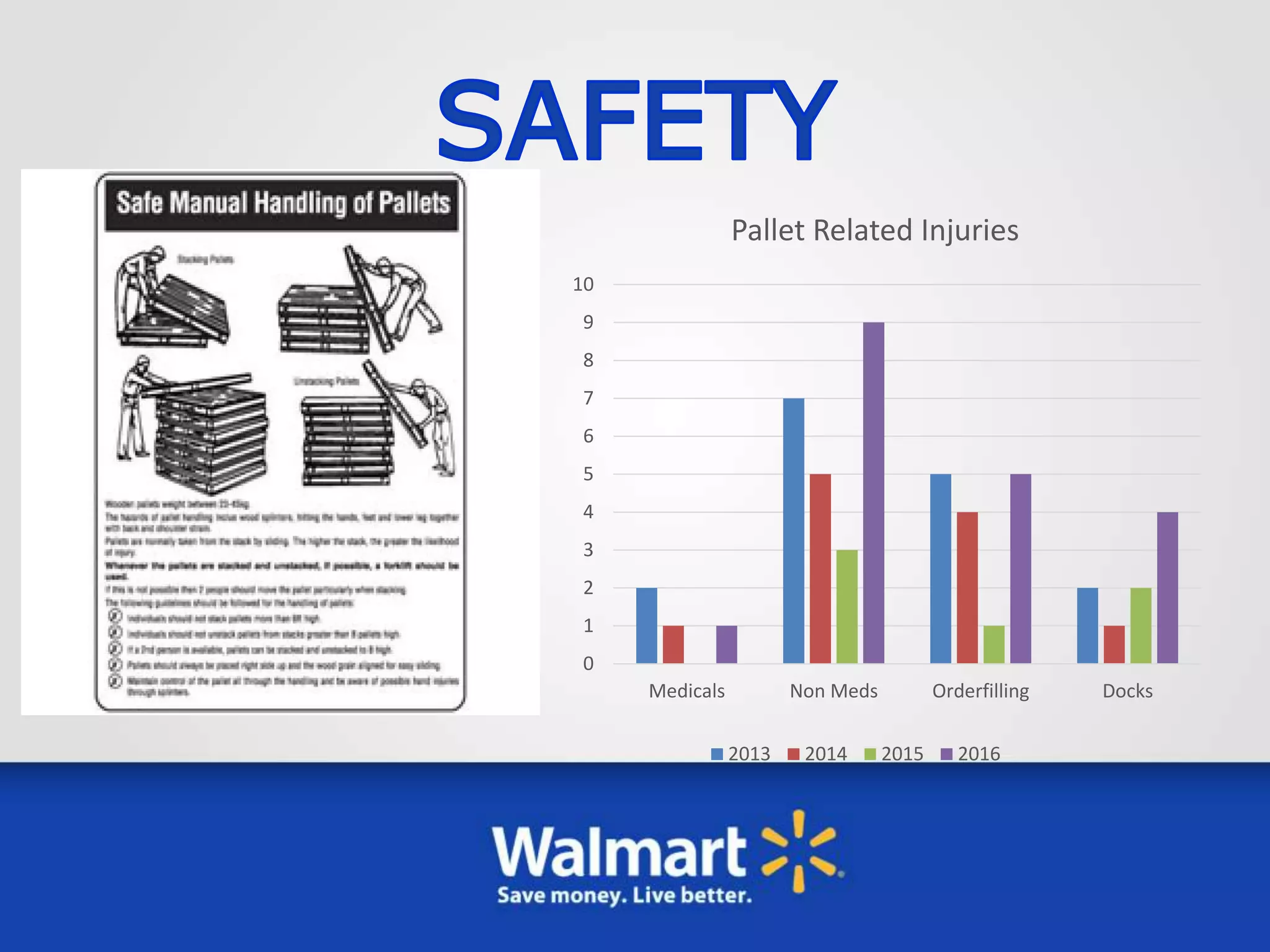









The document proposes changes to pallet processing and storage to increase warehouse capacity and safety. Empty pallets will be stored in designated drop zones rather than prime aisles, creating over 500 new storage slots. Orderfillers will stack pallets 6 high and RSR drivers will stack 12 high to transfer pallets. This is expected to increase safety by reducing pallet handling, boost storage capacity, and improve productivity and communication between departments. The proposal recommends meetings and training to implement the new pallet processing system.



























