Download as PDF, PPTX
![4
Arrangements for maintenance whether routine or planned preventative;
Welfare arrangements such as the provision of washing facilities; procedures for dealing with
emergencies such as fire, flooding and bomb threats; the provision of safety training;
Arrangements for consultation with the workforce through safety representatives or safety
committees; and
Environmental control including noise monitoring and the disposal of waste.
05-IA1-05
RRC – IA 1
– LAQ3
A financial review within your organisation has resulted in a proposal to the Board of Directors to cut its
health and safety budget and to cancel a capital project that was designed to lead to significant
improvements in the working environment.
WRITE a report to the Board giving reasons why the proposal should be rejected.
[20 – June 2000 National, Jul 2008]
There are legal, moral and economic benefits for maintaining good standard by investing in health and safety
by the organisation.
Such investments would also result in compliance with legal requirements and avoidance of legal action
particularly in view of the possible liability of directors and /or managers
The investment in improving the working environment would also indicate the organisation’s commitment to
health and safety and would have a beneficial effect on the morale of the workforce which could lead to an
improvement in productivity, efficiency, quality and employment relations.
On the other hand, the potential costs to the organisation of a decision to reduce the health and safety budget
would include those normally associated with an accident involving
Injury and / or plant failure or fire such as
The interruption to normal production and product damage
The cost of replacement labour and equipments
The cost associated with a criminal prosecution
Potential increase in insurance premium
Damage of organisation reputation
Lose of public confidence which in turn could affect the demand of its product
Therefore the budget should not be reduced.
Or…RRC.
This report has been prepared following the proposal to the board to cut the health and safety budget and
cancel the health and safety capital project.
The report will argue for the rejection of this proposal based on three basic principles –
- The sound economic argument – that underpins good health and safety management within this
Q10. Jul 2008
[20 – June
2000
National, Jul
2008]](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-4-2048.jpg)
![6
- Such enforcement always carries with its costs associated with
o Carrying out the improvement to the enforcement officer’s timescale or
o Stopping an activity that we find to be financially beneficial.
- In other instances, failure to achieve legal compliances may results in prosecutions
- Payment of huge prosecution legal fees in mounting a defence in event of the case being lost
- In addition, injure a worker or cause ill health and we may well sued by injured party. THESE cases may
results in
o Payment of compensation to injured victims
- Increased premium costs - Though this compensation money may paid by insurers in first instance, it
invariably leads to higher insurance premium in the short and long term as the insurance company
attempts to claw back their losses from us
The Moral Arguments:
We have a clear policy obligation to our staff to ensure their on-going health, safety and welfare. That has
been made clear in the statement of intent signed by our managing director as head line of our health and
safety policy. Aside from above two kind of arguments, we must also consider the huge personal impact of
accidents and ill-health that can do occur as result of our H&S standards.
One worker may be injured or made ill but tha one person has a family and love ones, they have friends
and colleagues. The impacts of serious accident or case of ill health have very wide ranging implications.
We must reflect on our own personal values and decide whether we would wish to see the unpleasant and
sometime tragic consequences of poor H&S standards occurring in our organisation.
In conclusion I would state that cutbacks cannot be made to the H&S budget, nor to capital project, on the basis
of three arguments described above. We owe it to ourselves, to our workforce and to our shareholders to retain
our H&S budgets so that we are the best able to avoid the losses that workplace accidents and ill-health might
cause.
06-IA1-06
RRC – IA 1
– SAQ3
OUTLINE the way in which a health and safety practitioner could evaluate and develop their own competence
whilst working in an advisory role
[10 – Jan 2009]
H&S practitioners might evaluate their own practice in a number of ways including
Measuring the effect of changes and developments they have introduced and implemented in their
organisation.
By setting personal objectives and targets and assessing their performance against them
By reviewing failure or unsuccessful attempts to produce change
By benchmarking their practice against that of other practitioners (who are in similar role) and
By benchmarking against good practice and case studies or information
By seeking advice from other competent professionals.
By seeking feedback from others such as clients, their bosses, colleagues as a part of the annual
Q2 Jan 2011
Q1. Jan 2009](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-6-2048.jpg)
![8
than an individual discipline
Applying the benefits from good initiatives in one area to other areas
Encouraging closer working and equal influence amongst specialists
Encouraging the spread of a positive culture across all three disciplines
Providing scope for the integration of other risk areas such as security or product safety
b. Benefits of retaining separate systems or Formal management systems includes
Providing a more flexible approach tailored to business needs in term of system complexity and
operating philosophy – for example safety standards must meet minimum legal requirements
whereas quality standards can be set internally.
Separate system might be clearer for external stakeholders or regulators to understand and work
with.
It promotes clear management structure delegating authorities and responsibilities.
It promotes continues identification of legal and other requirements
It encourages more detailed and focused approach for auditing the standards.
It has clear set of objectives for improvement, with measurable results
A structured approach to risk assessment within the organisation
It allows close monitoring of all the systems, auditing of performance and review of policies and objectives.
08-IA1-08 DESCRIBE using appropriate example, the possible functions of health and safety practitioner within a medium
sized organisation.
[20 – Jan 2008]
The functions of a health and safety practitioner in medium sized organisation are as below:
Helping to develop, implement and revise health and safety policies
Giving advice on risk in work place and appropriate control measures to be adopted
Drawing up procedures for vetting the design and commissioning of new plant and machinery
Assisting management in setting performance standards Carry out proactive and reactive monitoring
Advising management on the requirements of health and safety legislation
Organising and reviewing emergency procedures
Promoting positive health and safety culture within the organisation
Investigating accidents and case of ill health
Accident analysis and maintaining safety statistics
Carry out or assisting safety audit of the health and safety management system
Liaising with enforcement authority and maintaining health and safety information system
Preparation of training requirements and organising training sessions to employees
Q6 July 2011
Q7 July 2010
Q10. Jan 2008
09-IA1-09 (a) Outline the concept of the organisation as a system. (4)
(b) Identify suitable risk controls at EACH point within the system AND give an example in EACH case. (6)
(a)
Just as a system is comprised of a number of interlinked components so might an organization,
Q1 Jul 2010](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-8-2048.jpg)
![12
worker fatigue. Tired workers who are changing their shift patter frequently and working long hours have
more accidents.
- Cultural Issues such as the attitude, motivation and behavior of individuals and the effect that peer
pressure might have on health and safety culture within the organization.
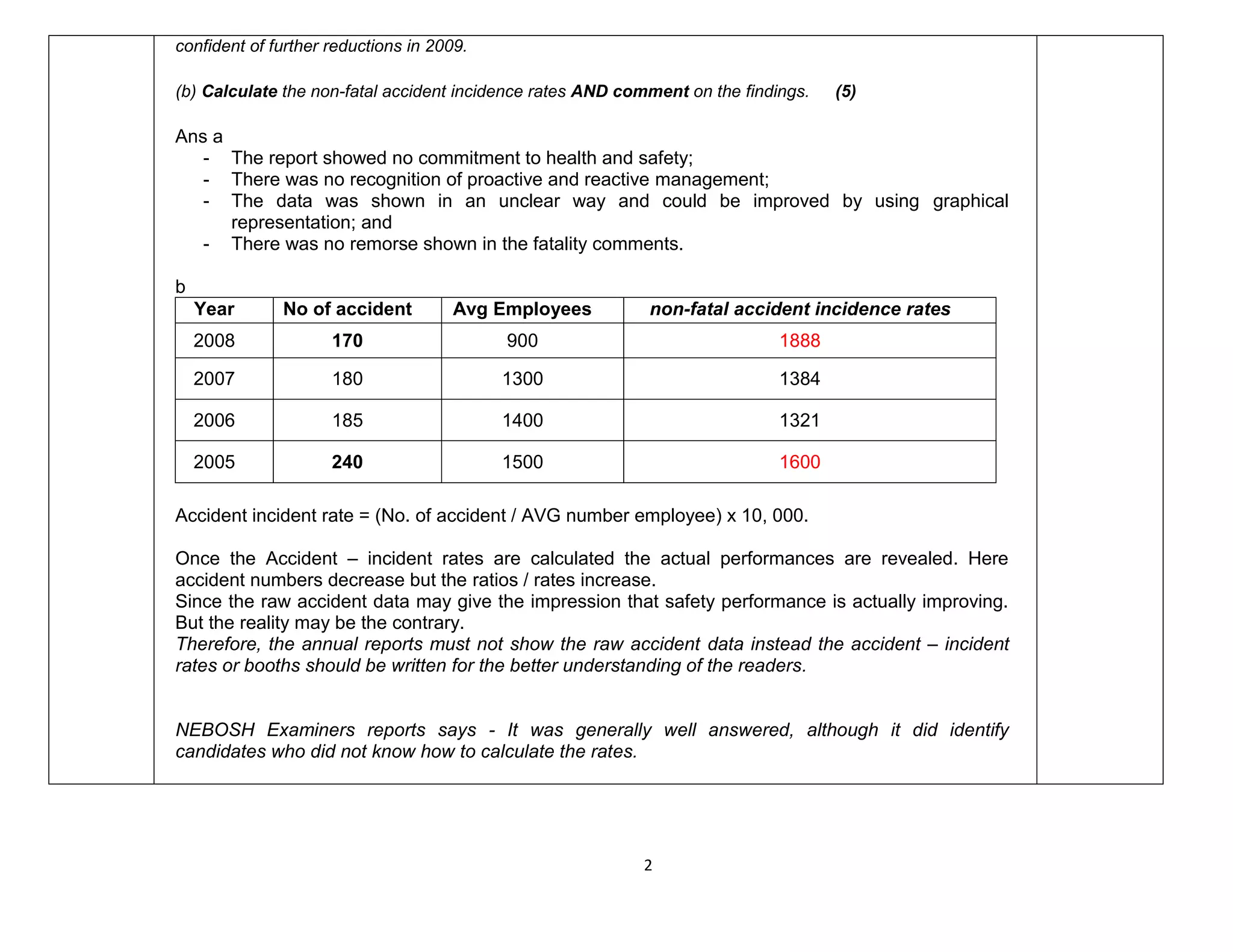
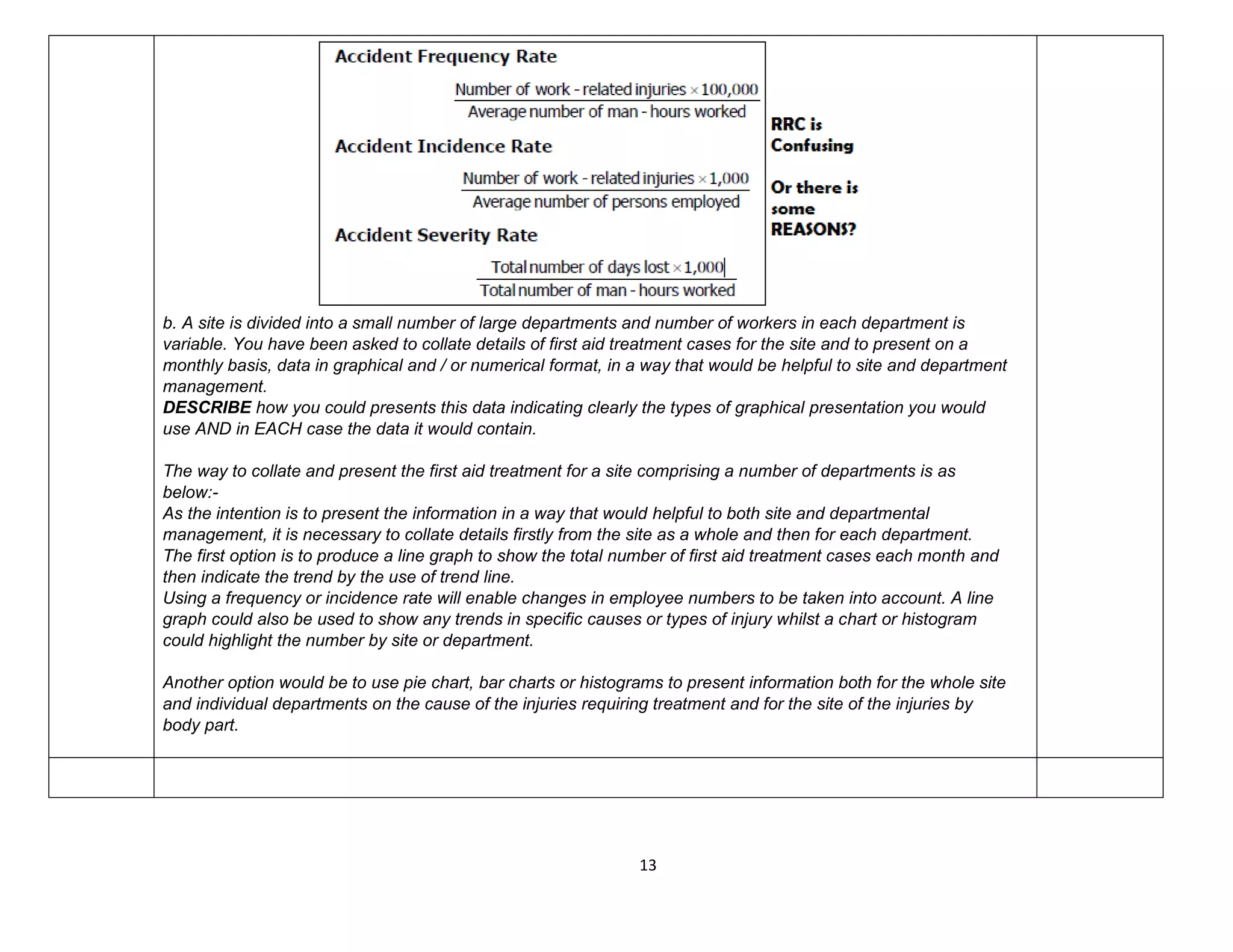
11-IA2-02 a. EXPLAIN the difference between accident incident rate and accident frequency rate. [2]
An accident incident rate is calculated by dividing the number of accidents occurring over a period of time by
the average number of person employed during the period with the result being multiplied by 10, 000.
Accident incident rate = (No. of accident / AVG number employee) x 10, 000.
An accident frequency rate is calculated by dividing the number of accident occurring during a period by total
hours worked during the period and multiplying the result by 1000,000.
Accident frequency rate = (No. of accident / Total man Hrs worked) x 1000,000
Important Info (only)
number of accidents in the period
____________________________________________ X 10,000
Average number employed during the period
SHEillds emma’s opinion
There are many different multiplier that can be used - the HSE use different ones than the ILO, the USA uses different
ones from both these - small companies uses lower numbers to keep the figures in line with the size of the company to
make it easier to do the calculations and make them more relevant.
As long as you use the same multiplier in your company each time then the results will be comparable.
Accident Severity Rate = (total Man Day Lost / Total man hrs worked)1000,000
Q6. Jan 2013
Q2. Jul 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-12-2048.jpg)
![17
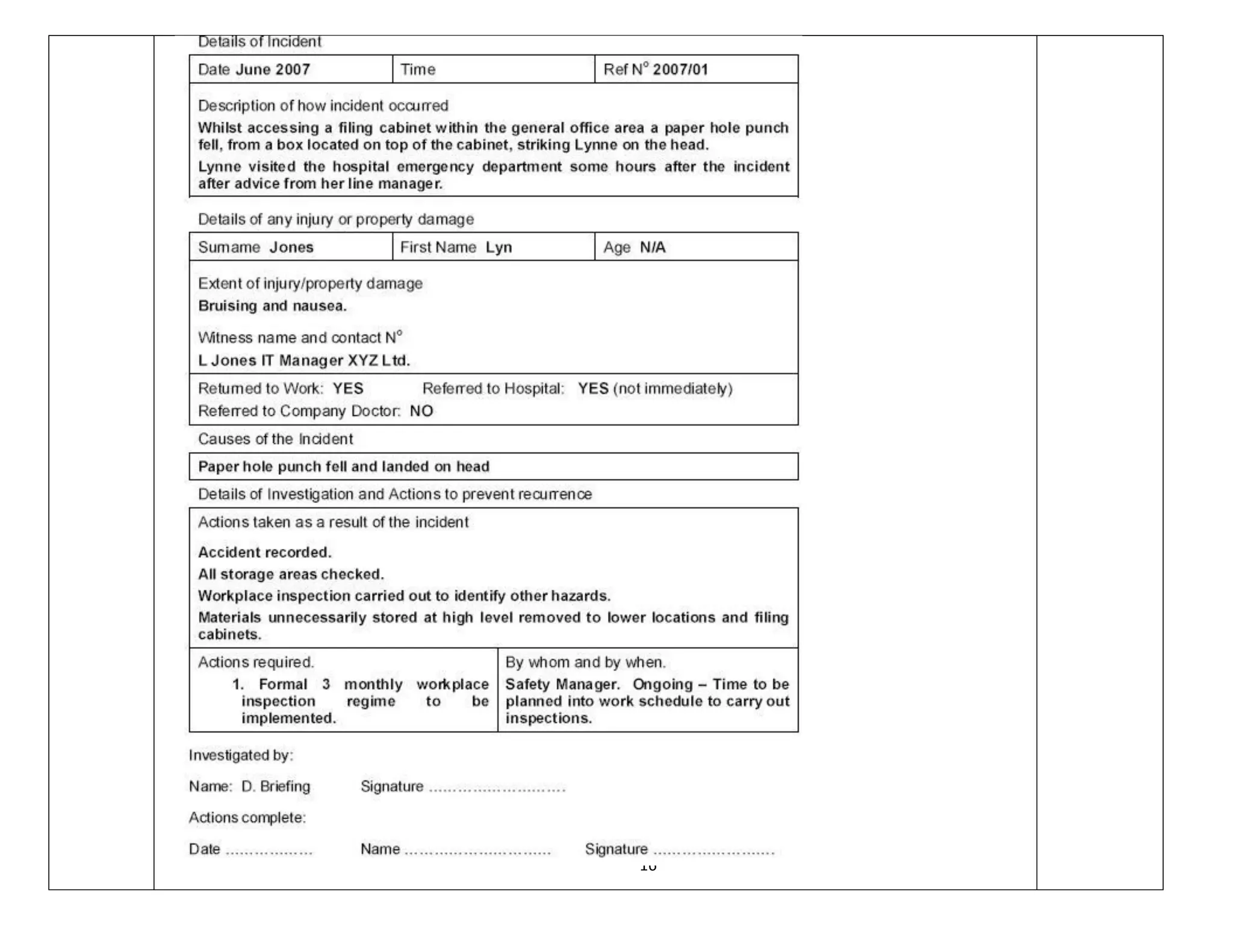
A) EVALUATE the report in the term of its suitability to provide adequate information for record keeping
purposes and for subsequent statistical analysis.
[10– July 2008]
To evaluate the suitability it is required to know the deficiencies in the incident investigation report.
The report is incomplete as it provided no information on
The time of the incident
The type of first aid that was given
The precise action taken to prevent a recurrence
It is vague in its description of the injury actually received, of the treatment given at the hospital, of the actual
circumstances which caused the punch to fall and thus immediate and underlying causes of the incidents.
The report is inconsistent as
It failed to provide information on the details and findings of the investigation
Inappropriate nature of recommendation given
Identification of the injured person with different names being used
Additionally, it was perhaps unnecessary to name the injured person as a witness of the incident in the
absence of any other witnesses.
B) With reference to a suitable model (HSG 245, investigating accidents and incidents) OUTLINE the key
stages in health and safety incident investigations.
[10– July 2008]
The key stages of incident investigations
Gathering all relevant information to establish exactly what had happened including the location and
time of the incident and the persons who might have been affected.
Visual inspection of the location
Interviewing witnesses
Reviewing relevant documentations
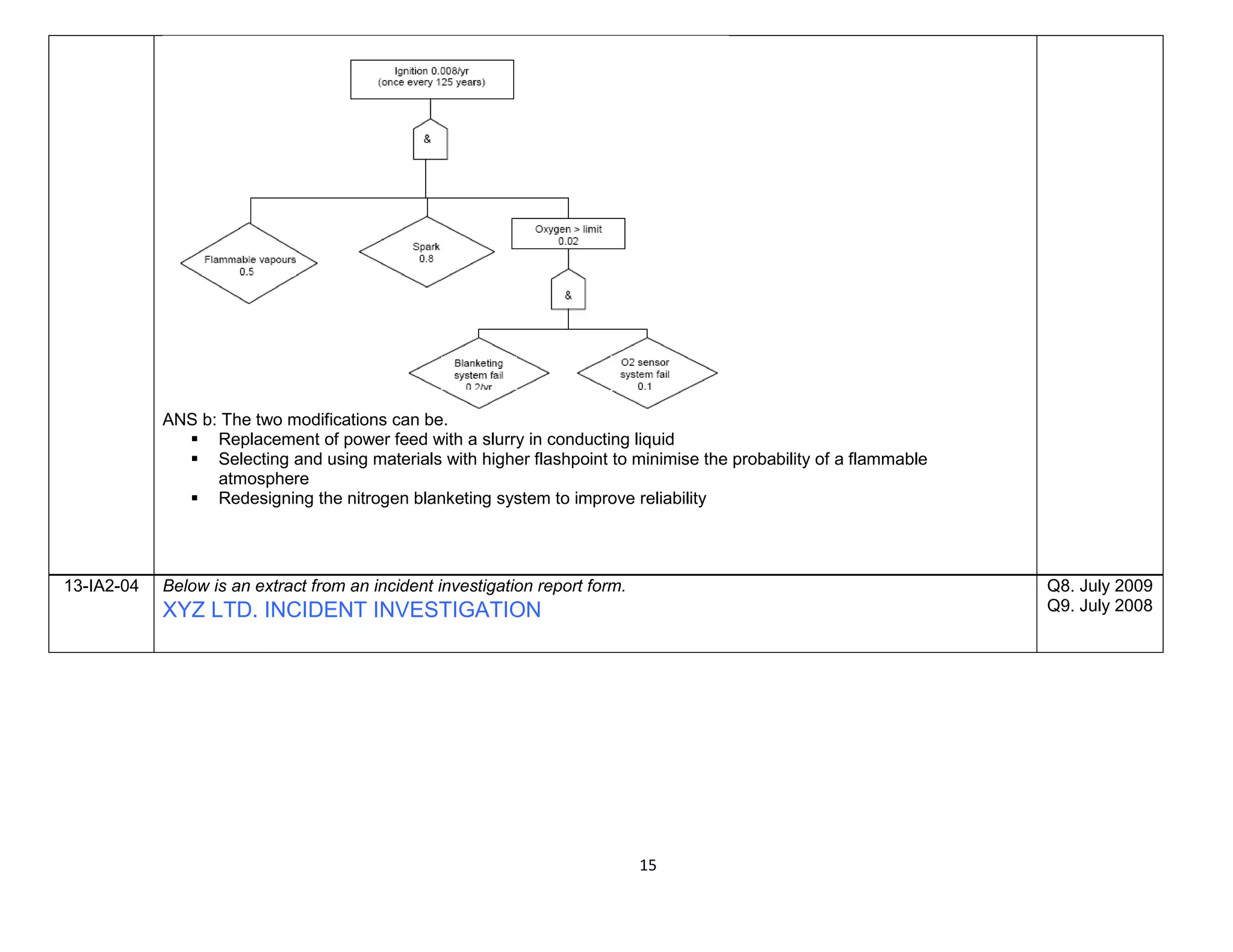
Once all the information had been gathered, it would be necessary to analyse it by making use of FTA or a
similar tool, to establish the immediate and underlying cause of incident.
This would then enable the investigators to identify the appropriate risk control measures to prevent a
recurrence of similar incident.
The final stage would be to produce an action plan, setting out objective to be achieved, clearly identifying
responsibilities for their completion and maintaining record of the progress being made.
14-IA2-05 A large warehousing and distribution facility uses contractors for many of its maintenance activities.
Contractors make up approximately 5% of the total workforce but an analysis of the accident statistics for the
previous two years has shown that accidents to contractor personnel, or arising from work undertaken by
Q9. Jul 2009](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-17-2048.jpg)
![19
15-IA2-06
RRC–IA02–
SAQ-1
DESCRIBE the requirements of an interview process that would help to obtain from witnesses the best
quality of information relating to a workplace accident.
[10 – Jan 2009]
The interview must be conducted as soon as possible after the event though it may be necessary to postpone
the interview if the witness is injured or in shock;
To obtain the best quality of information from witness by
Interview as soon as possible after the event – injury / shock make this difficult
Providing a suitable environment for the interview, where the witness can be put at ease.
Putting the witness at ease – witness may be reluctant to discuss the accident particularly if they think
that someone will get in trouble
Interviewing only one witness at a time, with the interviewer – taking time to establish good relation.
Explaining the purpose of interview (that it is fact finding process only) and the need to record it.
Using an appropriate questioning technique to establish key facts and avoiding leading questions (such
as Why was the forklift operator driving recklessly) rather asking open-ended questions like what did you
see? What happened?
Not making suggestion – if the witness is stumble over a word or concept, do not help them out.
Taking care to stress the preventive purpose of the investigation rather than the apportioning of blame
Using appropriate sketches or photographs to help with the interview
Listening to the witness without interruptions and allowing sufficient time to give their answers
Adjusting language to suit the witness
Summarising and checking agreement at the end of the interview
Establishing a good report by getting written signed statement from the witness
Asking the witness for recommendations to prevent recurrence
Q2. Jan 2009
16-IA2-07
(a)Giving reasons in EACH case, identify FIVE persons` who could be interviewed to provide information for an
investigation into a workplace accident. (5)
(b)Outline the issues to consider when preparing the accident investigation interviews for workers from within
the organisation. (5)
(a) Five persons who could be interviewed and would be able to provide information for the investigation of a
Workplace accident. They were also expected to give reasons for their choice. They could have chosen from
potential interviewees such as
- The injured person who would be able to relate what happened;
- An eye witness or the first person on the scene who might have observed what happened;
- The first aid person who attended to the injured party at the scene of the accident with respect to the
injuries received;
- The injured person’s manager and/or supervisor who would have knowledge of the process
Q1 Jan 2011](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-19-2048.jpg)
![20
involved, the existing safe systems of work, the procedures that should have been followed and the
training and instruction that had been given to the victim;
- A technical expert with specialist knowledge of the process or machine involved;
- A Trade Union representative who would have knowledge of any previous complaints or incidents
associated with the machine or process; and
- The safety advisor who would be fully briefed on the systems of work that should have been followed
and any possible breaches of the legislation.
(b), One of the important issues to be considered would be the need to
- Carry out the investigation interviews as soon as possible after the event though it may be
necessary to postpone the process if the witness is injured or in shock.
- A suitable date would have to be provided taking into account the availability of the people to be
called since shift patterns might have a part to play.
- That done, the next step would be to identify the interviewers, to consider where the interviews
would be held and how they would be recorded whether by tape recorder, by dictaphone or hand
written and to gather together any relevant documentation such as risk assessments or training
records.
- It would also be important to bear in mind the requirements of employment law and trade union issues
such as employee rights, the right to be accompanied or to have legal representation.
- Finally consideration would have to be given to the format and distribution of the final accident report
and how the information gathered might be used to introduce measures to prevent a recurrence or as
a possible defence in any possible prosecution or civil law suit.
17-IA2-08
RRC –IA2–
LAQ - 02
A forklift truck is used to move loaded pallets in a large distribution warehouse. On one particular occasion the
truck skidded on a patch of oil. As a consequence the truck collided with an unaccompanied visitor and
crushed the visitor's leg.
(A) STATE reasons why the accident should be investigated. (4)
[4+8+8 – Jan 2008]
A- There are many reasons to investigate accidents such as
a. To identify the causes of the accident ( immediate & root causes ) in order to prevent recurrence,
b. For Identifications of corrective actions necessary to prevent recurrence
c. To determine compliance with relevant legislation
d. To demonstrate management commitment to H&S and to restore employee morale
e. To collect information and evidence that may be needed in the event of a civil claim,
f. To provide useful information for the costing of accidents and for identifying trends
g. To identify the need to review risk assessments and safe system of work.
(B) Assume that the initial responses of reporting and securing the scene of the accident have been carried
out. OUTLINE the steps which should be followed in order to collect evidence for an investigation of the
accident. (8)
Q11. Jan 2013
Q8. Jan 2010
Q11. Jan 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-20-2048.jpg)
![29
Formulae
0.00243 IN A 1 YEAR
1 IN A = 1/0.00243 = 411 YEARS
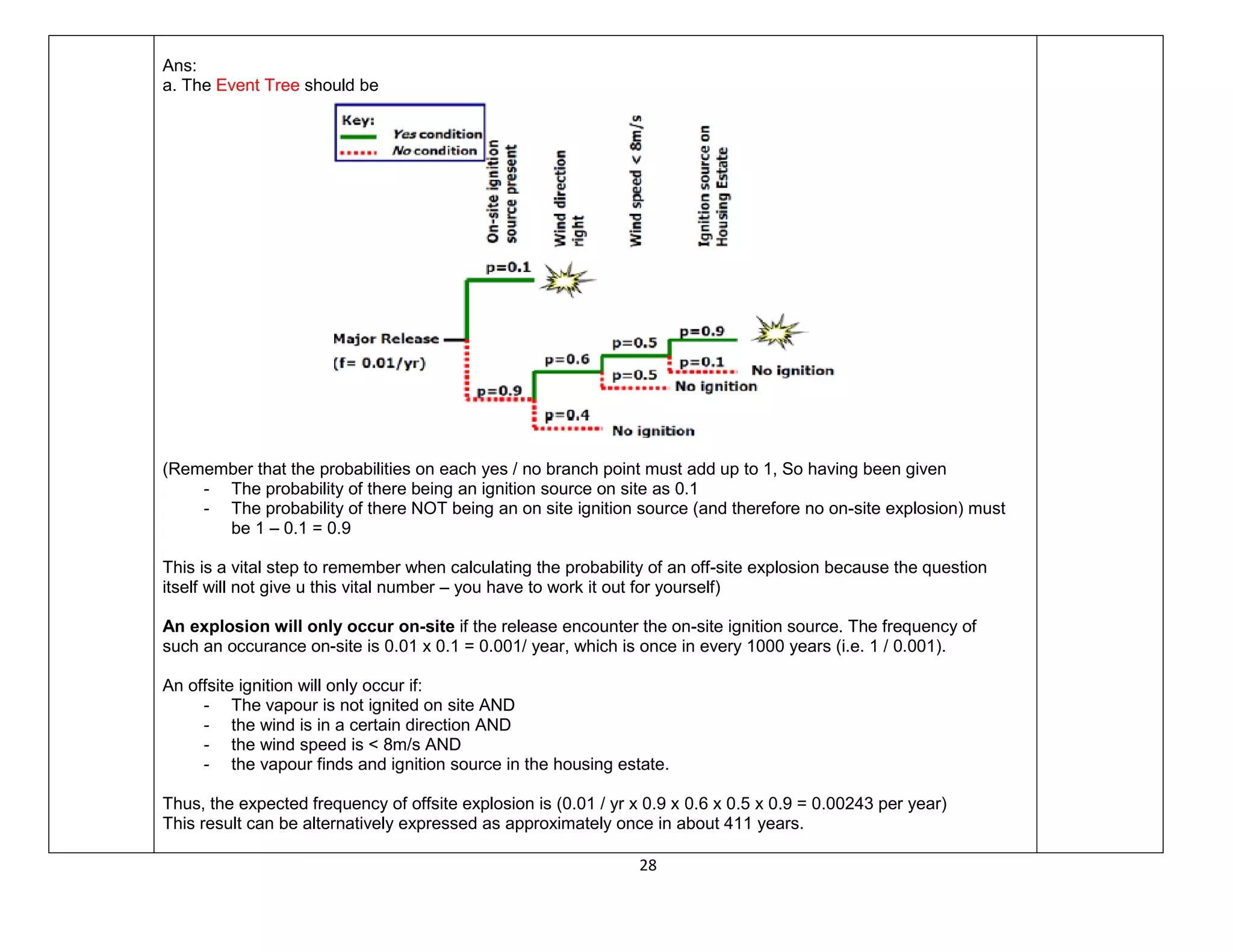
b.Comment on the significance of the results obtained
- Risks to members of public greater than risk to employees. Figures allow comparision with benchmark
data; e.g. UK HSE proposes individual risk of death from workplace activities as on in a million per
annum.
- The greater risk to members of the public is clearly unacceptable and given the fact that an explosion is
likely to cause multiple fatalities, both of these expected frequencies would appear unacceptable.
c.A standard hierarchical approach – elimination, substitution or minimization of quantity / use of LPG, reduce
probability of release (protective systems, maintenance, operations, ignition sources, emergency procedures,
siting of tanks )
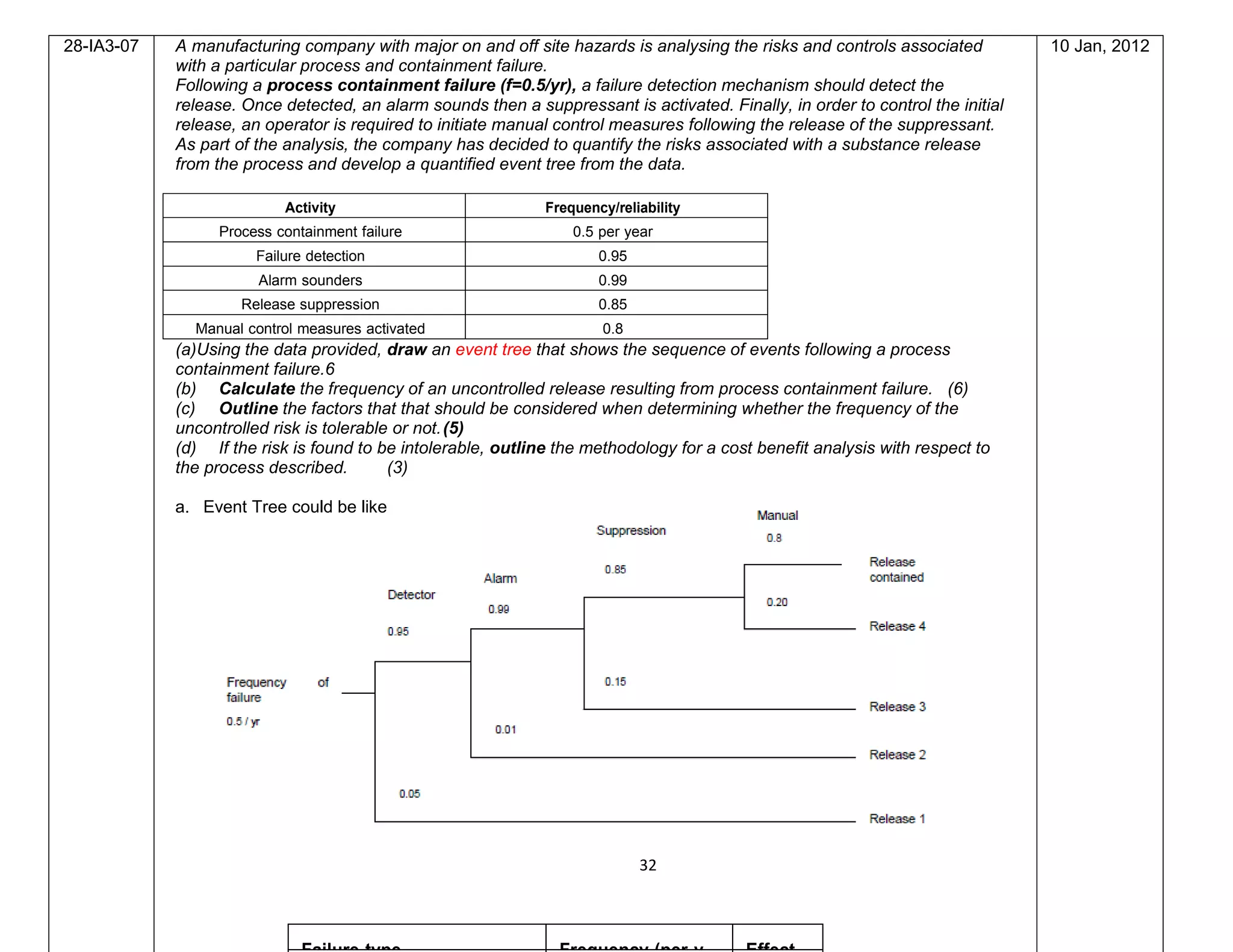
27-IA3-06 a. OUTLINE the principles, application and limitations of EVENT TREE ANALYSIS as risk assessment
techniques. [6]
[6+10+4 – Jan 2008]
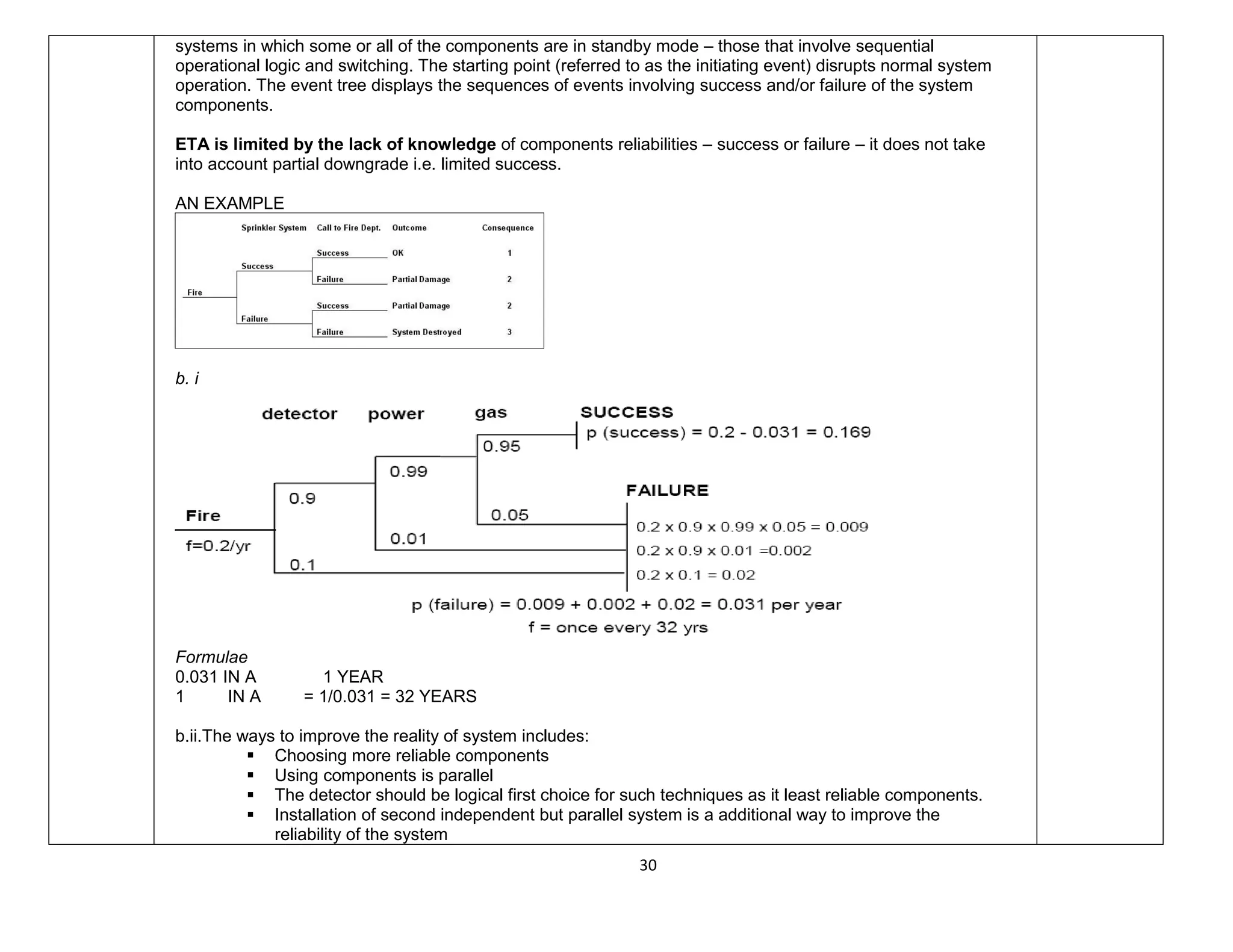
b. A mainframe computer suits has a protective system to limit the effects of fire. The system comprises a
smoke detector connected by power supply to a mechanism for releasing extinguishing gas. It has been
estimated that a fire will occur once in a five years (f=0.2 / year).
Reliability data for the system components are as follows
i)Construct an event tree for the above scenario to calculate the frequency of an uncontrolled fire in the
computer suit. [10]
ii)Suggest ways in which the reality of the system could be improved. [4]
ANS
A. the principles, application and limitations of EVENT TREE ANALYSIS as risk assessment techniques
Event Tree Analysis is based upon binary logic and is often used to estimate the likelihood of success or
failure of safety systems.
In other words, An event tree is a visual representation of all the events which can occur in a system. As the
number of events increases, the picture fans out like the branches of a tree.
Event trees can be used to analyze systems in which all components are continuously operating, or for
Q7 Jan 2011
Q7. Jan 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-29-2048.jpg)
![36
31-IA3-10 An employer wishes to build a new gas compression installation to provide energy for its manufacturing
processes. An explosion in the installation could affect the public and a nearby railway line. In view of this the
employer has been told that a qualitative risk assessment for the new installation may not be adequate and
some aspects of the risk require a quantitative risk assessment.
a. EXPLAIN the terms ‘Qualitative Risk Assessment’ AND ‘’Quantitative risk assessment’ [5]
[10 – Jan 2009]
a. Qualitative risk assessment involves the use of broad categories to arrive at broad measures of risk.
Following a comprehensive identification of hazards, broad categories are used to classify the likelihood
of hazards being realised and the severity of their consequences. The categories may be descriptors or
numbers. Most everyday risk assessments are quantitative and such assessments tend to be
subjective.
Quantitative risk assessment on the other hand is a numerical representation of actual frequency and
/or probability of an event and its consequences. It often involves comparison with specific criteria and is
objectives.
b. IDENTIFY the external sources of information and advice that the employer could refer to when deciding
whether the risk from the new installation is acceptable. [5]
In identifying external sources of information and advice the company could referred to
i. the acceptability or tolerability criteria for risk for example a set down in the prevention of
major industrial hazards;
ii. Guidance from enforcing authorities which identify hazards and sets risk control
standards to meet legal and good practice requirements.
iii. Statistics and guidance from other authoritative sources such as professional bodies,
trade associations and insurer.
iv. Instructions from plant manufactures and guidance from similar companies.
b. A preliminary part of risk assessment process is to be a hazard and operability study. Describe the
principles and methodology of a hazard and operability (HAZOP) Study.
Hazard and Operability Studies (HAZOPS) is designed for dealing with complicated systems, such as large
chemical plants or a nuclear power station, where a small error or fault can have drastic consequences.
The purpose of a HAZOP study is to identify deviations from intended normal operation and is the best used
at the design stage or when modifications are proposed for an existing installation.
Studies are carried out by a multidisciplinary team who make a critical examination of a process to discover
any potential hazards and operability problems.
The process is first fully described and then every part is questioned to discover all possible deviations from
the intended design which might occur, and what their causes and consequences might be.
The methodology of HAZOP Study
Q7. Jan 2009](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-36-2048.jpg)
![37
The HAZOP study process involves applying in a systematic way all relevant keyword combinations to the
plant in question in an effort to uncover potential problems. The results are recorded in columnar format under
the following headings:
DEVIATIO
N
CAUS
E
CONSEQUENCE SAFEGUARDS ACTION
A number of 'guide words' are applied to the statement of intention, so that every possible deviation from the
required intention is considered. The main guide words are:
NO or NOT
MORE
LESS
AS WELL AS
OTHER THAN
PART OF
REVERSE
There are slight differences between the method for a continuous process and a batch process.
For a continuous process, the working document is normally the flow diagram. Each pipe is examined in turn,
checking flow, pressure, temperature and concentration, using a checklist of guide words. The study should
also consider the situation during commissioning, start-up and shut-down.
32-IA3-11
RRC –
SAQ - 01
OUTLINE a range of external individuals and bodies to whom, for legal or good practice reasons, an
organisation may need to provide health and safety information
In EACH case, indicate the broad type of information to be provided. [10 – Jan 2008]
Body / Individual Type of information
Enforcing authorities
Information required by law or in accordance with ILO code of practice or as
a part of inspection or investigation activities
Emergency services
Inventories of potentially hazardous and flammable materials used or store
on the site and on the means of access and egress to the site
Customers
Health and Safety Information on articles and substances they might use for
work activities
Members of public Information on emergency action plan for major hazards
Visiting contractors Information on safe working arrangements and procedures.
Waste disposal contractors Information on controlled or hazardous waste produced by the organisation
Transport companies
Information on precautions to be taken in transporting hazardous
substances from the organisation’s site
Legal representative or courts To be informed regarding Civil claims
Q3. JAN 2012
Q4. Jan 2008
END OF UNIT 3](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-37-2048.jpg)
![39
- when a risk has not been recognised (and therefore goes uninsured) or
- when a risk is recognised and insurance is put in place, but insurance fails to cover the loss. This
might occur if the loss is greater that the amount of insurance cover purchased, if there is a large
excess, or if there are policy exclusions that mean the insurer avoids payment.
34-IA4-02
RRC – IA4-
SAQ-02
Production line workers in a textile plant are required to use knives routinely as part of their work.
OUTLINE the factors to be considered when developing a system of work designed to minimize the risk to
these employees. 10 m
- The first factor to consider is the identification of the tasks requiring the use of knives (by tasks
analysis for example)
- The people at risk, the hazards and various risk factors must be identified and recorded in this risk
assessment.
- The correct methods needed to control the risk must be designed and implemented.
- During the risk assessment process the potential for risk elimination by automation or process change
should be considered ( though it must be expected that use of knives will remain)
- Consideration must be given to the types of knives, its safety features, safe storage of knives, safe
carrying of knives, and safe sharpening arrangements.
- The environment must be considered (factors such as space constraints and lighting), as must
- Individual factors relevant to staff using knives (age, attitude, skill).
- Suitable PPE must be selected and supplied.
- Staff training in much of above will be necessary.
35-IA4-03
RRC – IA4-
SAQ-03
a. A production process has a safety critical control system that depends on a single component to remain
effective.
OUTLINE ways of reducing the likelihood of the failure of this component AND describe additional ways to
increase the reliability of the system. 10 marks (RRC)
b. Describe the meaning of common mode failure AND Outline equipments design features which could help
to minimise the probability of such failure.
[4 – July 2008]
ANS A.
Ways to reduce likelihood of the failure of the component:
Burning in the component before placing it correctly in the system
Planned replacement of the component before wear out
Increasing its useful life by a planned programme of maintenance
Initial design of and material specification for the component together with the use of quality
assurance
Ways to increase the reliability of the system:
Q4 July 2011
Q3. Jan 2010
Q8. JUL 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-39-2048.jpg)
![41
function.
Common mode failure is type or cause of failure that could affects more than one component at a time, even
when the components are supposed to be arranged to operate independently of each other. It is particularly
relevant for components in parallel designed to improve reliability of a system by redundancy.
Measures that could help to minimise the probability of such failure include:
Functional diversity where reliance is placed on safety components designed to act by different
mechanism. For example one detector for pressure and another for temperature, and one hydraulic
interlock and one electrical interlock;
Equipments Diversity where components are sourced from different manufacturers or from different
manufacturing processes to avoid common manufacturing defects and vulnerabilities
Isolating components from each other and from the environment so that they do not fail from common
causes such as high temperature or vibration
Routing cables by multiple routes so that local physical damage does not affect all components
Using well known and established equipment designs where most of the failure modes will have been
understood.
36-IA4-04 a. A mixing vessel that contains solvent and product ingredients must be thoroughly cleaned every two days
for process reasons. Cleaning requires an operator to enter the vessels, for which a permit to work is
required. During a recent audit of permit records it has been discovered that many permits have not been
completed correctly or have not been signed back.
OUTLINE possible reason why the permit system is not being followed correctly.
[5+5 – Jan 2008]
b. A sister company operating the same process has demonstrated that the vessel can be cleaned by
installing fixed, high pressure spray equipment inside the vessels which would eliminate the need for vessel
entry. You are keen to adopt this system for safety reasons but the board has requested a cost-benefits
analysis for the proposal.
OUTLINE the principle of cost-benefits analysis in such circumstances. (Detailed discussion of individual cost
elements is not required)
Ans a.
There are many reasons to account for the failure to adhere to a permit to work system. They includes
The lack of competence of both permit issuer and permit receiver
The level of training and information that has been given to both
A poor health and safety culture within the organisation
Routine violation
Pressure to complete the task and
The complexity and impracticability of the system which makes it difficult to understand
Inadequate level of supervision
Q3. JAN 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-41-2048.jpg)
![53
Involvement of employees in incident investigation, inspections, audits and other monitoring
processes
Employees should be encouraged to report hazards and nearmiss and incidents.
Provision of safety training.
c. Organisation change can, if not properly managed, promote a negative health and safety culture. Outline
the reason for this.
c. Organisation change can, if not properly managed, promote a negative health and safety culture for a
number of reason such as:
The profile of safety may not be maintained during the change and new job responsibilities may not
have fully covered safety issues.
Normal consultation mechanism and routes may be disrupted.
Training in safety issue for new job holders or for new responsibilities may not have been completed.
The lack of adequate means of communication during the change may compromise trust and poor
consultation on change issues may negative effect on cooperation and other safety issues.
There may be concern about job security which could encourage risk taking.
Redundancy process or cost reduction measures may produce a perception that the organisation is
not concerned with personal well-being.
Experience and knowledge of risk control may be lost with changes of personnel
Extensive movement of personnel makes it harder to establish shared perceptions and values.
A greater use of outsourcing without good control may result in lower safety standards by
contractors which may affect the perception of priorities.
The effect of natural resistance of change.
49-IA5-05
RRC – IA
05-SAQ -
02
A, OUTLINE the reasons for establishing effective consultation arrangements with employees concerning
health and safety matters in the work place.
[4+6 - JAN 2008]
B, OUTLINE the range of formal and informal arrangements that may contribute to effective consultation on
health and safety matter in the workplace.
a. The reasons for establishing effective consultation arrangements includes:
It is a legal requirement
The Demonstration of Management Commitment
The development of ownership of safety measures among the employees and promoting their
commitment and motivation
Improving perceptions about the value and importance of health and safety so that they might
play an active part in developing the culture of the organisation
Gaining the input of the knowledge of employees to ensure more workable improvements and
solutions
Encouraging the submission of improvement ideas by the employees.
Q6. July 2010
Q4. Jul 2009
Q5. Jan 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-53-2048.jpg)
![59
The absence of refresher training. And poor training needs analysis.
A lack of awareness on the part of experienced workers for the safety of new starters.
Peer group pressure coming to play on new starters; forcing them to disregard instruction so as
to fit in their newly acquired peer group.
Poor level of supervision – such that inappropriate behavior detected or challenged early
Poor safety culture – including lack of management commitment within the organization, which
will be perceived by new starter early on.
The behavioral factors: the behavioral factors are those that relate specifically to the character of the
employee themselves, rather than relating to the organization in which they find themselves working. The
behavioral factors might lead to employees disregarding instruction given during induction training might
include:
A lack of familiarity with working environment
Poor risk perception as a result of young age or a lack of workplace experience.
Cultural issues associated with the cultural background (Bangladeshi workers) of the individual
and consequently the beliefs and values that they bring into the workplace.
Language issues that might arise as a result of the nationality or cultural background of the
workers, their reading ability and any learning difficulties they may suffer from.
Sensory impairment such as deafness, impaired hearing, impaired sight.
LOW IQ or poor mental capabilities leading to difficulties in understanding instruction,
understanding the true nature of hazards and risk.
56-IA6-03
RRC – IA
06 –
SAQ03
a. OUTLINE the meaning and relevance of the following terms in the context of controlling human error
i) Ergonomics
ii) Anthropometry
iii) Task Analysis
[6+14 – Jan 2008]
i. Ergonomics: the human error at the workplace can be controlled by
The design of equipments
Task and environment to take account of human limitations and capabilities
ii. Anthropometry – the collection of data on human physical dimensions and its application to
equipment design
iii. Task analysis – the breaking down of tasks into successively more detailed actions and the
analysis of the scope for human error with each station.
b. Excluding ergonomic issue, OUTLINE ways in which human reliability in the work place may be improved.
In your answer, consider individual, job and organisational issues.
(improving safety related behaviour / human reliability means reducing the risk of human error , violation etc)
b. Human reliability plays a vital role in health and safety in work place. The ways to improve the human
reliability is as below
Q8. Jan 2013
Q8. Jan 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-59-2048.jpg)
![65
63-IA6-10 An employee has been seriously injured after being struck by material transported using an overhead crane
Using the categorisation of human failure in HSE’s `Reducing error and influencing behaviour` (HSG48),
PROVIDE EXAMPLES of the possible role that human failure may have played in the accident.
[10 – Jan 2008 & National Dip Dec 2004]
OR
A worker has been seriously injured after being struck by material transported using an overhead crane.
Outline the types of human failure which may have contributed to the accident AND, in EACH case, give
examples relevant to the scenario to illustrate your answer. (10) – July 2012
The categorisation of human failure contained in HSG48 can stated as below which played a role in this
accident.
Skill Based Behaviour involves a low level, pre-programmed sequence of actions where employees carry
out routine operations.
Errors (Human failure) may arise if similar routine is incorrectly selected, if there is interruption or inattention
causing a stage in the operation to be omitted or repeated or if checks are not carried out to verify that the
correct routine has been selected.
In the scenario described in the question, errors that may have contributed to the accident include
The operation by the crane driver of the wrong switch or
Control or commencing the lifting operation out of sequence when worker were not prepared
Rule Based Behaviour involves action based on recognised patterns or situations and then selecting and
applying the appropriate rule set.
Errors (Human failure) would involve the application of the wrong rule for example the driver lifting instead of
lowering or the worker crossing the path of the lifting operation.
Knowledge Based Behaviour involves a higher problem solving level, when there are not set rules and is
based on having knowledge of the system.
Errors (Human failure) will consequently occur if there is a lack of knowledge or inadequate understanding
of the system. In this case described, the driver may have had little experience of the type of lifting operation
being carried out and was carrying the load at the wrong height while the injured person may have been
unaware that a lifting operation was taking place.
Finally the accident may have been caused by a deliberate failure to follow rules – a violation – where for
example, the driver had failed to operate the siren before commencing the lifting operation or the injured
person had intentionally walked too closed to the load being lifted.
Q5. July 2012
Q2. Jan 2010
Q2. Jan 2008
64-IA6-11
RRC – IA06-
LAQ1
(a) Outline the meaning of ‘skill based’, ‘rule based’ AND ‘knowledge based’ behaviour. (6)
(b) With reference to practical examples or actual incidents, explain how EACH of these types of operating
behaviour can cause human error AND, in EACH case, explain how human error can be prevented. (14)
Q10 Jan 2011](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-65-2048.jpg)
![68
65-IA6-12
RRC – IA06-
LAQ2 (a)
A poor organisational safety culture is said to lead to higher level of violation by employees
a. EXPLAIN the meaning of the term violation and the classification of violation as routine, situational or
exceptional. [6]
b. OUTLINE the reasons why a poor safety culture might lead to higher levels of violations by employees. [4]
a)
Violation is a deliberate deviation from a rule, procedure, instruction or regulation.
Routine Violations – is a violation that has become the normal way of working within the work group – for
example speeding when driving a car; it has become custom and practice to break the rule in this way.
Situational Violations – occur because the pressures of the job encourage the rule to be broken; the
procedures cant be adhered to if the job is to be done, e.g.; no PPE available in store, so pressure to continue
work without PPE.
Situational violations are not the norm within the workplace and you would often expect workers to do the job
the right way, but then they will break the rule because of some form of pressure. If a deadline is approaching
the rule breaking starts (in order to meet the dead lines) once the dead line is passed, the pressure relived
and the proper application of the rule returns.
Exceptional Violations (such as ruled based behaviour) – occur when things have gone wrong (typically
emergencies) and a rule is broken in an attempt to rectify the situation. As the name suggests, exceptional
violations only occur in exceptional circumstances.
b.OUTLINE the reasons why a poor safety culture might lead to higher levels of violations by employees. [4]
A good or poor safety culture in an organisation is based on the common beliefs and perceptions of the staff
and then the lack of a shared perception about the importance of safety could lead to individual employees
violating a rule or procedure because
They are driven by their own perception of what is really important.
They may be influenced by peer group pressure.
A negative perception that rules are not important and that production is more important – both prime factors
of poor safety culture could lead to higher levels of violations
Q4. July 2008
RRC – IA06-
LAQ2 (b)
OUTLINE, with appropriate reference to workplace examples, the factors that might promote routine violations
at work 14 marks
Routine violations often occur due to cutting corners to save time / energy, which is encouraged by:](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-68-2048.jpg)
![69
Awkward / uncomfortable , painful working posture
Excessive awkward, tiring or slow controls or equipment
Difficulty in getting in and out of maintenance or operation position (posture)
Equipment or software which seems excessively slow to respond
High noise level which prevents clear communication
Frequent false alarm from instrumentation
Instrumentation perceived to be unreliable
Procedure which are hard to read and out of date
Difficult to use or uncomfortable personal protective equipment
Unpleasant working environment (dust, fumes, extreme heat or cold etc)
Inappropriate reward / incentive schemes;
Work load / lack of resources
In addition,
Wrong perception, that rules are too restrictive / impractical / unnecessary (practically true where
has been lack of consultation in drawing of the rules)
Belief that the rules no longer apply
Lack of enforcement of the rules (e.g.; through lack of supervision / monitoring / management
commitment – even sanction by management “turning a blind eye” in order to get the job done.
New workers starting a job where routine violations are the norm and not realizing this is not the
correct way of working (may be due to culture / peer pressure or lack of training)
66-IA6-13
RRC-IA06-
LAQ3
OUTLINE the desirable features of controls AND displays on a control panel for a complex industrial
process aimed at reducing the likelihood of human error [20 – July 2008]
Careful design of control – those parts of control panel that an operator has to interact with to make
changes to the operation of the equipment.
The suitable design of displays – those parts of the panel that deliver information to the operator about
the status of the equipment.
Desirable design features of control include
Minimising the number of control needed so as to avoid operator confusion.
Place controls in positions where they are easily operated
Ensure that controls are ordered logically – in such a way that the operation of controls follow the
logical order of the process being controlled
Design controls so that they require positive action in order to be operated and cannot operated
accidently or knocked, for example a hand brake of a car cannot be released simply by pushing down
on the lever
Ensure that feedback is available to the operator to indicate successful operation of control.
Obey any stereotyping / conventions that might already exist for that type of control. For example
Q9 July 2011
Q11. July 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-69-2048.jpg)
![71
IA 7 : REGULATING HEALTH AND SAFETY
67-IA7- 01
RRC- IA7 –
SAQ-03
(a) Outline what is meant by punitive damages in relation to a compensation award clearly stating their
purpose AND to whom the damages are paid. (5)
(b) In relation to a claim for compensation, outline the meaning of the terms:
(i) No fault liability; (2)
(ii) Breach of duty of care. (3)
a) Punitive Damage: Punitive damages are
Financial or monetary award which, though paid to plaintiff (claimant),
not awarded to compensate,
Awarded to reform or deter (discourage) the defendant and similar persons from pursuing a
course of action such as breach of health and safety procedure which damaged the plaintiff. As
such they are both a punishment and a deterrent.
The amount of the award is determined by a court and is not linked to the losses suffered by
plaintiff (claimant).
b.i) no fault liability: is a liability which is
Independent of any wrongful intent or negligence.
As such, an injury alone is sufficient to confer liability (without proving the fault)
Compensation being paid either by an insurance company or from a government fund.
The general principle of liability in tort under the English legal system is that of proving fault against
another who causes damage, harm or some other loss. If fault can be proved, the defendant,
assuming, that he or she has sufficient financial resources or is insured for the event that has
occurred, pays damages to the plaintiff. This is called fault liability.
b. ii) breach of duty of care: there are three standard conditions that must be satisfied in order to establish
a breach of duty of care. These are that a
- Duty of care was owed by an employer to his employees
- Employer acted in breach of that duty by not doing everything that was reasonable to prevent
foreseeable harm
- The breach led directly to the loss, damage or injury
4. July 2012
6. July 2009
5. July 2008
68-IA7- 02
RRC - IA7
SAQ-01
An organisation has decided to adopt a Self-Regulatory Model for its health and safety management system
Explain:
(b) The Benefits; and [6 – Jan 2009]
(c) The Limitation [4 – Jan 2009]
a. The benefits
One of the more important benefits of self-regulation is that it is developed by those directly involved in
the management of health and safety and this can generate a sense of ownership.
Q5 July 2011
Q6. Jan 2009](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-71-2048.jpg)
![72
It may be quicker to achieve than statutory regulation.
It can result in higher level of compliance.
It can easily be adapted and updated.
It often offer a cheaper and quicker means of addressing issues;
It may often result in a closer relationship between industry and its clients.
b. The limitation
The limitations of the model are that
All those involved may not operate within the self-regulatory rules
Danger of self-interest being put ahead of employee or public interest.
Lower level of compliance
There is no third party or independent auditing and it is not valued as highly stakeholders.
69-IA7- 03
RRC –
IA&– SAQ
- 02
In relation to the improvement of health and safety within the companies, DESCRIBE what is meant by;
A) Prescriptive legislation [5]
B) Goal setting legislation [5]
[5+5 – July 2008, National – June 1999]
A)
Benefits of prescriptive legislation:
Its requirements are clear and easy to both duty holders and enforcement officers.
It provides same standard for all
It is not difficult to enforce and
It does not require a high level of expertise.
Many aspects of legislation need to be prescriptive e.g. the requirement to carry out risk assessments or
to have a written safety policy.
Limitation of prescriptive legislation:
It is flexible, may be inappropriate in some circumstances by requiring too high or too low a standard
It does not take account of local risks and
It may need frequent revision to keep up with changes in technology and knowledge.
It may be necessary to amend it more frequently because it has become out-dated.
If new hazards are created it may require new legislation.
B)
Benefits of Goal setting legislation:
It has more flexibility in the way compliance may be achieved,
It is related to actual risk and
It can apply to a wide variety of workplace
Less likely to become out of date so Infrequency of amendment
The ability to keep pace more easily with technological change
Q5. Jan 2013
Q5. Jan 2011
Q1. July 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-72-2048.jpg)
![74
- Again, the main and often sole limitation that came to mind and was mentioned was the variety and
inconsistency in the interpretation of goal setting legislation.
71-IA7- 05
RRC – IA7
– LAQ - 01
a. In relation to the improvement of health and safety within the companies, DESCRIBE what is meant by;
corporate probation [2]
adverse publicity order [2]
punitive damage [2]
[6+10+4 – Jan 2008, Jan 2009]
I. Corporate Probation: a corporate probation is a supervision order imposed by a court on a company that
has committed a criminal offence, the order might require the company and its officers and directors to
alter their conduct in a particular way by
Reviewing its safety policy or its health and safety procedures,
Initiate a training program for its director and senior management to reduce the number its
accidents improve its safety standards.
Therefore, a corporate probation or remedial Order is the most effective means whose aim is to instigate a
change in the organisation’s culture under the supervision of the court.
II. Adverse Publicity Order: If company has been found guilty of gross negligence and been convicted of
corporate manslaughter, the court will want to impose penalties or corporate probation Order that would
be in the public domain and therefore, by default, act as Adverse Publicity Orders.
The intention of an adverse publicity orders would be to make a public statement and to change its
approach to the management of H&S.
III. Punitive Damage: are
Financial or monetary award which, though paid to plaintiff (claimant),
not awarded to compensate,
Awarded to reform or deter (discourage) the defendant and similar persons from pursuing a
course of action such as breach of health and safety procedure which damaged the plaintiff. As
such they are both a punishment and a deterrent.
The amount of the award is determined by a court and is not linked to the losses suffered by
plaintiff (claimant).
*Plaintiff - A person who brings an action in a court of law
b. OUTLINE the mechanism by which ILO can influence health and safety standards in different countries. [10]
The mechanism by which ILO can influence H&S standards in different countries includes
The development of international labour standards through conventions supplemented by
recommendations containing additional or more detailed provisions
The ratification of conventions by member states which commits them to apply the term of convention
in national law and practice
Q9 Jan 2011
Q10. Jan 2009
Q9. Jan 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-74-2048.jpg)
![75
The requirement for member states to submit reports to the ILO detailing their compliance with
obligations of the conventions they have ratified.
The initiation of representation and compliant procedures against countries for violation of a convention
they have ratified
The provision of technical assistance to member states where this is seen to be necessary and indirectly
through the pressure applied internationally on non-participating countries to adopt ILO standards
c. DESCRIBE what is meant by the term ‘Self-Regulation’ in relation to health and safety management within
the organisation. [4]
Self-Regulation in general term might refer to the health and safety legislation to set standards and
objectives and leave it to the duty holder to determine how best to achieve them.
More particularly it could refer to the means by which members of a profession, trade or commercial
activity are bound by a mutually agreed set of rules often set out in a code of practice or conduct.
It governs their inter relationship and the way they operate.
The rules may be accepted voluntarily or they may be compulsory.
There will normally be a procedure for resolving complaints and for the application of sanctions against
those who infringe the rules.
72-IA7- 06
RRC – IA 7
– LAQ2
(a) Identify influential bodies in regulating health and safety performance AND outline how they may exert
their influence. (10)
=>Non-governmental bodies have an important role in influencing H&S standards. Identify FIVE relevant parties
and OUTLINE their roles in regulating the H&S performance. 20 marks (LONG)
(b) Some organisations may decide to adopt standards such as OHSAS 18001. Describe how
demonstrating compliance with such a standard can be used to:
(i) Promote health and safety performance in a company; (5)
(ii) Regulate health and safety performance in a company. (5)
(a)
Employer bodies:
Represents the interest of employers,
CBI (Confederation of British Industry) which is main lobbying organization in UK business.
Works with government, legislators, policymakers to jelp UK businesses complete more
effectively.
Trade Association: are formed from a membership of companies who operate in a particular area of
commerce and exist for their benefits. It Promote common interest / improvements in Quality, health,
safety and environment and technical standards; through
Publication of guidelines, information notes, codes of practice and regular briefing notes on
technical issues and regulatory development.
Q7. Jan 2012](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-75-2048.jpg)
![77
There are number of ways in which compliance with the standard might help to regulate health and safety
performance in a company. For instance,
- In the case of a failure to maintain compliance, stakeholders might take retribution against the
management team, clients and business partners may cease to engage with the company, and
insurance companies may withdraw their cover.
Accordingly, the threat of loss of business and damage to the company image may help to improve standards
and management commitment.
Additionally, internal and third party audits will identify failing compliance and require solutions to be put in
place to maintain accreditation with the possibility of internal sanctions being imposed on offending
departments for non-compliance.
Finally, the organisation will always be conscious of the various actions that might be taken by the accrediting
body from informal notification of failure to comply with the standard, through formal notification if non-
conformance were to continue to the ultimate act of withdrawal of its accreditation.
73-IA7- 07 a) In relation to a binding contractual agreement state the meaning of: [5]
i) Express term 5
ii) Implied terms 5
b) In relation to a new grounds maintenance contract, GIVE examples of the information which should be
stated in the contract terms, in order for the work to be undertaken safely. [5]
a.i) Express term: those specifically mentioned and agreed by all parties at the time the contract is made.
They may take account of unusual circumstances but should not include unfair terms.
a. ii) Implied terms: are neither written in the contract nor specifically agreed. They include terms such as
matters of fact, matters of law, matter of custom and practice. In case of dispute the may ultimately have to be
determined by the court.
b.
The following information to be included in contract terms in order for the work to be undertaken safely:-
Responsibilities of contractor to provide safe working environment including safe means of access and
egress to the site
To provide safe plants and equipments tested and examined in accordance with any legal requirements
To provide adequate welfare facilities for the workforce
To ensure the employees were given relevant information, instructions and training and were properly
supervised
Procedures for dealing with any emergency that might occur.
Q5. Jan 2012
Q3. July 2010
Q6. July 2008](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-77-2048.jpg)
![82
is historical and reactive whereas a true indication of health and safety performance relies on both
proactive and reactive monitoring measures.
78-IA8- 03
RRC – IA8
– SAQ - 02
A publicity campaign was used to encourage improvement in compliance with safety standards within a
particular organisation. During the period of the campaign the rate of reported accidents significantly
increased and the campaign was considered to be a failure.
(a) Outline reasons why the rate of reported accidents may have been a poor measure of the
campaign’s effectiveness. (2)
(b) Outline FOUR proactive (active) monitoring techniques which might be used to assess the
organisation’s health and safety performance. (8)
a. Accident rates may have been a poor measures to use to indicate the success of the campaign because
There have been un-reporting of accident prior to the launch of campaign, This un-reporting
would lead to an artificial low accident rate.
The campaign would then raised the awareness of safety issues within the industry. This
draws people’s attention to safety and accident reporting, as a result accident reporting
improves despite the fact that underlying accident rate might not change at all.
Consequently, the apparent accident rate increases during and after the campaign. This is a
common occurrence as safety awareness improves within industries and organisation.
b. Proactive Monitoring Techniques includes
Physical inspection of work place to identify hazards and unsafe conditions
Safety audits where the systematic critical examination of all aspects of an organisation’s H&S
performance against stated objectives is carried out.
Safety tours involving unscheduled inspections to observe the workplace in operation without prior
warning and to check on issues such as housekeeping, use of PPE, gangways and maintenance of
fire exits
Safety sampling of a specific area or particular items of plant with repeated sampling to observe the
trends.
Safety surveys involving in depth examinations of specific issues or procedures such as changes in
work procedures
Environment monitoring and / or health surveillance
Safety climate measures such as use of employee questionnaire
Behavioural observation and measuring health and safety performance in certain areas is compared
with other organisations with similar processes and risks.
Q6. Jan 2008
79-IA8- 04 As a part of its health and safety management system an organisation monitors its health and safety
performance.
a. Excluding safety tours, outline FOUR active monitoring techniques. [4]
b. Outline four Reactive monitoring techniques [4]
c. Explain the benefits of active monitoring and reactive monitoring [6+6]
Q9. Jan 2009](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-82-2048.jpg)
![83
b. Active monitoring techniques includes
Physical inspection of work place to identify hazards and unsafe conditions
Safety audits where the systematic critical examination of all aspects of an organisation’s H&S
performance against stated objectives is carried out.
Safety sampling of a specific area or particular items of plant with repeated sampling to observe the
trends.
Safety surveys involving in depth examinations of specific issues or procedures such as changes in
work procedures
Environment monitoring and / or health surveillance
Safety climate measures such as use of employee questionnaire
Behavioural observation and measuring health and safety performance in certain areas is compared
with other organisations with similar processes and risks.
c. Four Reactive monitoring techniques includes
Accident investigation to determine root causes and reasons for substandard performances
Ill health report which provides information about work related conditions and issue that affects
health.
Nearmiss and dangerous occurrence report which provide details of events that point to root
causes common to accidents and point failures in control measures.
Enforcement action which relate to specific breaches of the law and the need for the improvements
in health and safety
The number of civil claims again pointing to areas where improvement is necessary.
The analysis and comparison of costs associated with accidents and employee complaints which
provide an indication of workplace health and safety shortcomings that given concern.
d. Explain the benefits of active monitoring and reactive monitoring [6+6]
Active monitoring gives an organisation feedback on its performance before an accident, incident or ill
health. It is not reliant on the reporting of hazards and gives a picture of current performance. The benefits of
active monitoring includes
It includes monitoring the achievement of specific plans and objectives, the operation of the health
and safety management system, and compliance with performance standards.
It defines hazards before the events and allow corrective measures to be implemented thus reducing
loss
It allows measurement of compliance and non compliance
It identifies the reasons for non adherence to procedures
It enables more effective decision making and finally enables employees involvement and
communications
Active monitoring measures success and reinforces positive achievement by rewarding good work,
rather than penalising failure after the event. Such reinforcement can increase motivation to achieve
continued improvement.](https://image.slidesharecdn.com/neboshunit-iaquestionsmatrix-ans-150920084608-lva1-app6891/75/Nebosh-unit-ia-questions-matrix-ans-83-2048.jpg)

The document discusses the benefits and disadvantages of moving from an ILO OHS 2001 health and safety management system to a BS OHSAS 18001 system. Some potential advantages of switching to the BS OHSAS 18001 system include easier integration with other ISO standards, improved publicity and customer perception, and the availability of external registration and assessment. Potential disadvantages include the regulator being more familiar with the previous ILO OHS 2001 standard and increased costs associated with changing systems and external registration. The document also provides examples of health and safety practitioner roles in a medium-sized organization such as developing policies, advising on risk assessments, delivering training, and investigating accidents.