4
CONTENTS
Introduction
Principleof Membrane Separation
Membrane Separation Process
Types of Membrane Filtration
Modes of Membrane Filtration
Membrane Modules
Membrane Fouling
Advantages
Applications in Dairy Industry
Conclusion
5.
5
INTRODUCTION
Membrane technology isa separation process that uses semi-
permeable membranes to selectively separate components in a fluid.
It allows physical separation based on properties like particle size,
molecular weight, or charge, without the use of chemicals.
Membrane technology is a separation process that uses semi-
permeable membranes to selectively separate components in a fluid.
It allows physical separation based on properties like particle size,
molecular weight, or charge, without the use of chemicals.
6.
6
PRINCIPLE OF MEMBRANESEPARATION
Membrane separation involves a semi-permeable membrane
that selectively permits certain molecules or ions to pass
through while blocking others.
Membrane separation is carried out by a pressure difference
between the feed and permeate sides of the membrane.
The pressure difference causes the mixture to flow through
the membrane.
The permeate, which is the liquid or gas that passes through
the membrane, is collected on the other side.
The selectivity of the membrane is determined by its pore
size, surface charge, and hydrophilicity.
7.
7
MEMBRANE SEPARATION PROCESS
1.Feed Preparation: Raw milk or whey
is pre-treated
(e.g., filtration, temperature adjustment)
to remove large particles or reduce
viscosity.
2. Pressurization: Feed is pumped
through the system under controlled
pressure, depending on membrane
type.
(e.g., UF:-1–10 bar, RO:-30–60 bar).
3. Membrane Filtration: Feed flows
across or into the membrane surface.
8.
8
4. Separation occurs:
Permeate:liquid/substances which passes
through the membrane.
Retentate: liquid/substances which held
back by the membrane.
5. Product Collection: Permeate and
retentate streams are collected
separately for further processing or use.
6. Cleaning & Maintenance (CIP):
Regular Cleaning-In-Place (CIP) is done
to remove fouling, scale, or microbial
buildup, maintaining efficiency.
10
REVERSE OSMOSIS:
Itis a high-pressure membrane filtration process that removes
dissolved salts, ions, organic compounds, and virtually all
impurities from water using a semi-permeable membrane.
Pore Size: <0.001 µm
Pressure Range: 10 – 100 bar
Membrane Type: Thin-film composite (TFC) membranes
Driving Force: Applied pressure > Natural osmotic pressure
What It Removes: Monovalent ions (e.g., Na , Cl ), Dissolved
⁺ ⁻
salts and minerals, Heavy metals (e.g., lead, arsenic),
Microorganisms (bacteria, viruses), Organic molecules (e.g.,
pesticides, pharmaceuticals)
Removes up to 99% of total dissolved solids (TDS)
11.
11
It isa semi-permeable membrane filtration process that
removes divalent and larger monovalent ions, organic
compounds, and microorganisms, using membranes.
Pore Size: >0.001 µm
Pressure Range: 5 – 30 bar
Flow Direction: Cross-flow
Membrane Materials: Polyamide thin-film composites
What It Removes: Divalent & trivalent ions (e.g., Ca² , Mg² ,
⁺ ⁺
SO ² ), Organic molecules (e.g., pesticides, dyes, sugars).
₄ ⁻
NANO-FILTRATION
12.
12
ULTRA-FILTRATION
It isa pressure-driven membrane filtration process that
separates macromolecules, viruses, and suspended
solids from liquids using membranes.
Pore Size: 0.01 – 0.1 µm
Pressure Range: 2 – 10 bar
Membrane Materials: Polysulfone (PS), Polyethersulfone
(PES).
Flow Type: Cross-flow or dead-end flow
What It Removes: Viruses, Bacteria, Colloids, Proteins,
Suspended solids, Some large organic molecules.
13.
13
It is aseparation process that removes suspended solids,
bacteria, and large microorganisms from liquids using
membranes.
Pore Size: 0.1 – 10 µm
Pressure Range: 1 – 3 bar
Materials: Polymer-based (e.g., PVDF, PES), Ceramics
Flow Direction: Typically cross-flow
What It Removes: Suspended particles, Bacteria, Algae,
Protozoa.
MICRO-FILTRATION:
14.
14
MODES OF MEMBRANE
FILTRATION
1.DEAD END FLOW
FEED FLOW IS PERPENDICULAR TO
THE MEMBRANE SURFACE.
DEAD END FLO W CAUSE A LARGE
REDUCTION IN THE FLUX .
2. CROSS FLOW
FLOW OF SOLUTION IS PARALLEL TO
THE MEMBRANE SURFACE.
FLOW CAUSES TURBULENCE AND
PRO DUCES SHEAR.
15.
15
MAJOR MEMBRANE
MODULES
1. SpiralWound Module:
o Module consists of a large membrane
sheets loosely rolled like a jelly roll
around a centre collection pipe.
o Permeate spacer is sandwiched
between two membrane, the porous
support of the membrane being faced
to permeate spacer.
o Feed flows parallel to the central tube.
o Permeate flows perpendicular to feed
flow direction.
o Density of membrane module- 300 to
1000 m²/m³
o Diameter:- 4cm
16.
16
The earliestmodule designs were
based on simple filters and consisted
of flat sheets of membranes confined
in a filter press called “plate-and-
frame” modules.
Due to its simplicity, these plate and
frame modules have been widely used
in lab-scale and industrial
applications.
Sheets are very close to each other
thereby reducing concentration
polarization.
Surface to volume ratio (m2
/m3
) is
typically 350-500 for plate and frame
modules.
Easy to clean.
2. Plate and Frame Module
17.
17
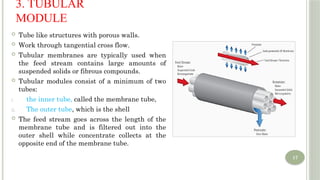
3. TUBULAR
MODULE
Tubelike structures with porous walls.
Work through tangential cross flow.
Tubular membranes are typically used when
the feed stream contains large amounts of
suspended solids or fibrous compounds.
Tubular modules consist of a minimum of two
tubes:
i. the inner tube, called the membrane tube,
ii. The outer tube, which is the shell
The feed stream goes across the length of the
membrane tube and is filtered out into the
outer shell while concentrate collects at the
opposite end of the membrane tube.
18.
18
Fibers canbe bundled together
longitudinally, potted in a resin on
both ends, and encased in a pressure
vessel.
Extremely high packing density.
High contact surface to volume
ratio(7000-13000 m2/m3).
Particularly suited for low solids liquid
streams.
Permeate passes through fiber walls,
retentate remains outside/inside.
Low energy consumption.
It is used for water treatment,
desalination, cell culture, medicine.
4. Hollow Fiber Tube
19.
19
Major foulantsare bacterial growth, organic materials, biological materials, colloidal and suspended matters.
Major factors influencing the rate of fouling are membrane properties, feed solution composition, and operating
conditions.
Additionally, process duration and mode of filtration (dead end or cross flow) affect the rate of local increase of
solids over the membrane surface.
MEMBRANE FOULING
21
METHODS TO REDUCEFOULING
• Pre-treatment of feed solution.
• Backwashing
• Periodic membrane cleaning with acid-alkali
treatment.
• Increasing shear by rotating or vibrating
membrane.
• Appropriate membrane material selection.
• Adjustment of pH prevents scaling.
22.
22
o Cost-effective andenergy-efficient method for separating.
o Environmentally friendly and reduces operational costs.
o Produces high-quality and pure products, ideal for the processing.
o Easily automated and scalable.
o Can recover valuable substances from waste streams.
o Removes microorganisms, viruses, and bacteria, making it a popular
method for sterilization and disinfection.
o Ideal for heat-sensitive materials.
o Minimal chemicals used.
Advantages of Membrane Technology
23.
23
APPLICATION OF MEMBRANE
TECHNOLOGYIN DAIRY INDUSTRY
o Milk and whey processing: Ultrafiltration and Microfiltration
membranes are used to concentrate and fractionate milk and whey
proteins.
o Cheese production: Ultrafiltration and Nanofiltration membranes
are used for cheese production to concentrate and purify milk proteins
and remove lactose.
o Clarification: Microfiltration and Ultrafiltration membranes are used
to remove bacteria and other impurities from milk and whey.
o Concentration: Reverse Osmosis and Nanofiltration membranes are
used to concentrate milk and whey by removing water.
o Standardization: Membrane filtration can be used to standardize the
composition of milk, such as adjusting the fat content. Microfiltration
and Ultrafiltration membranes can also be used to remove bacteria
and spores from milk for longer shelf life.