Downloaded 15 times

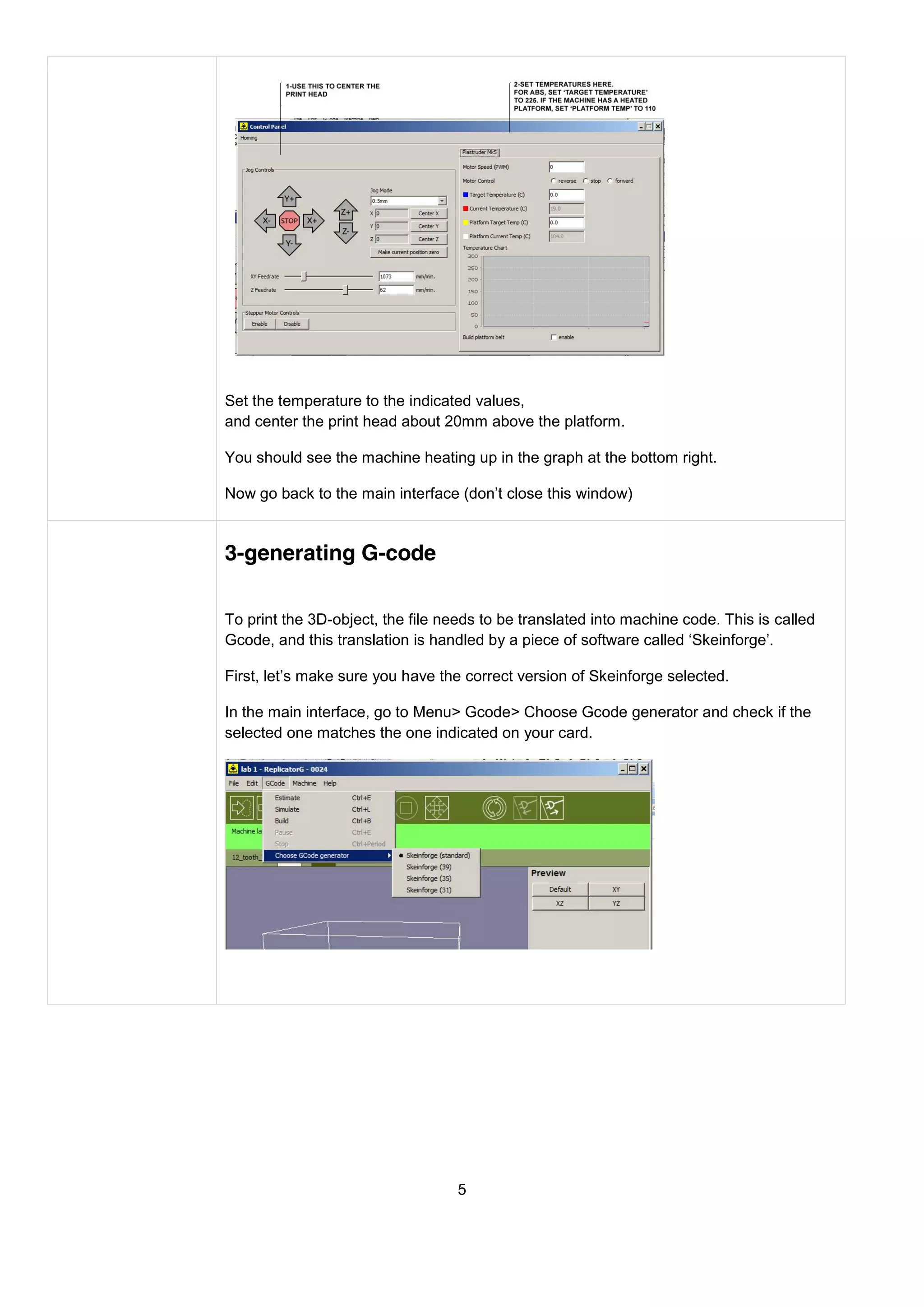
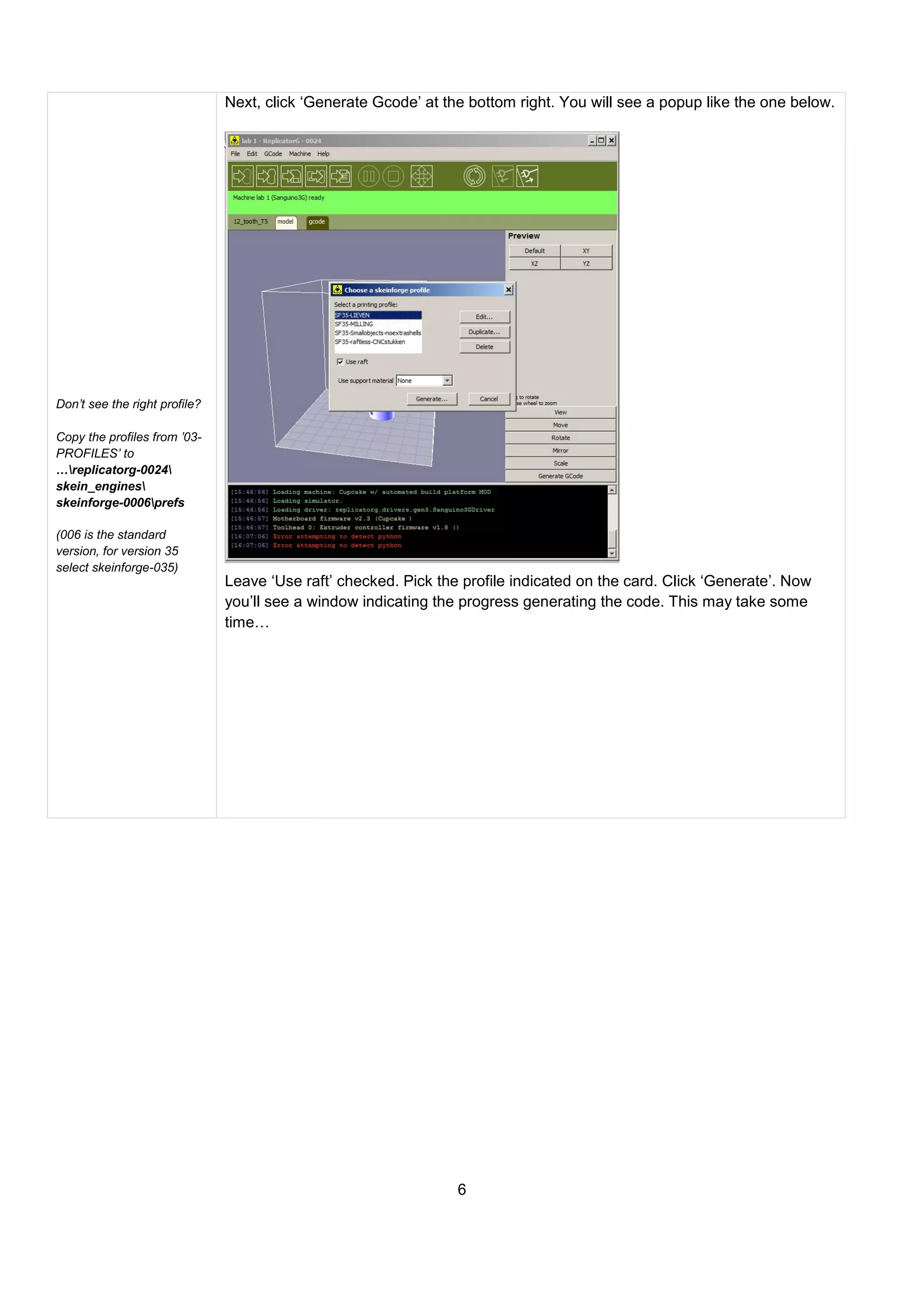
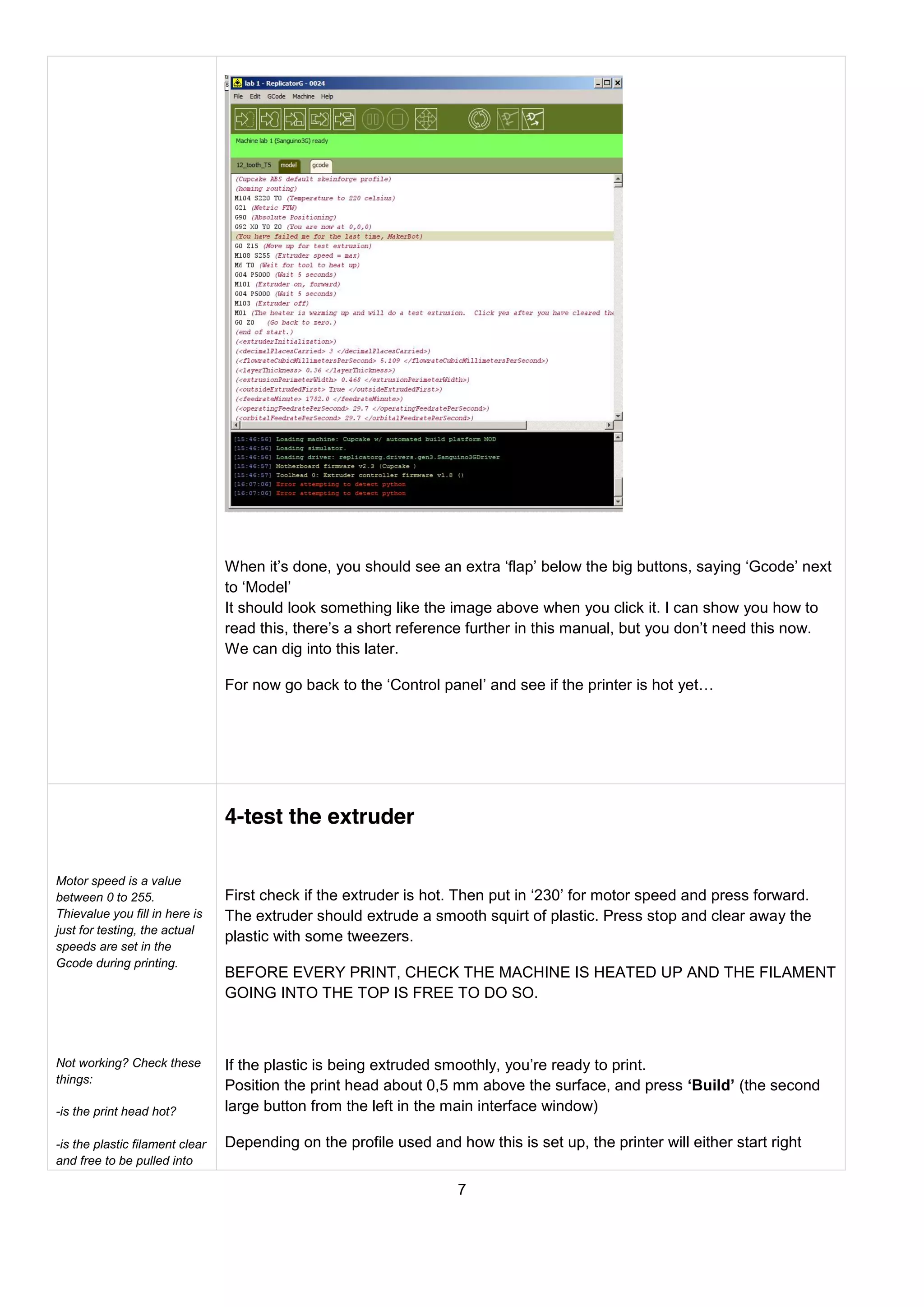
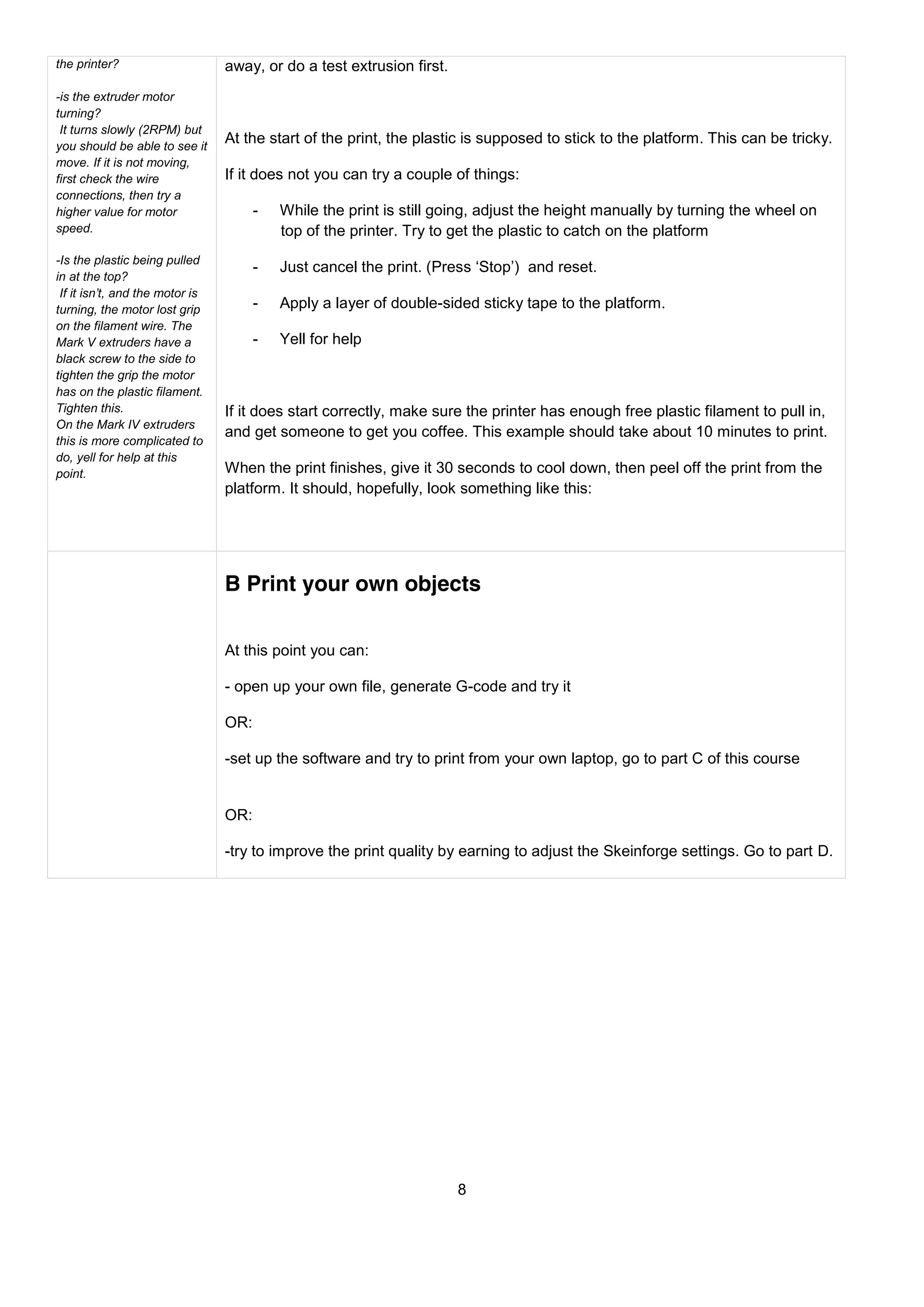

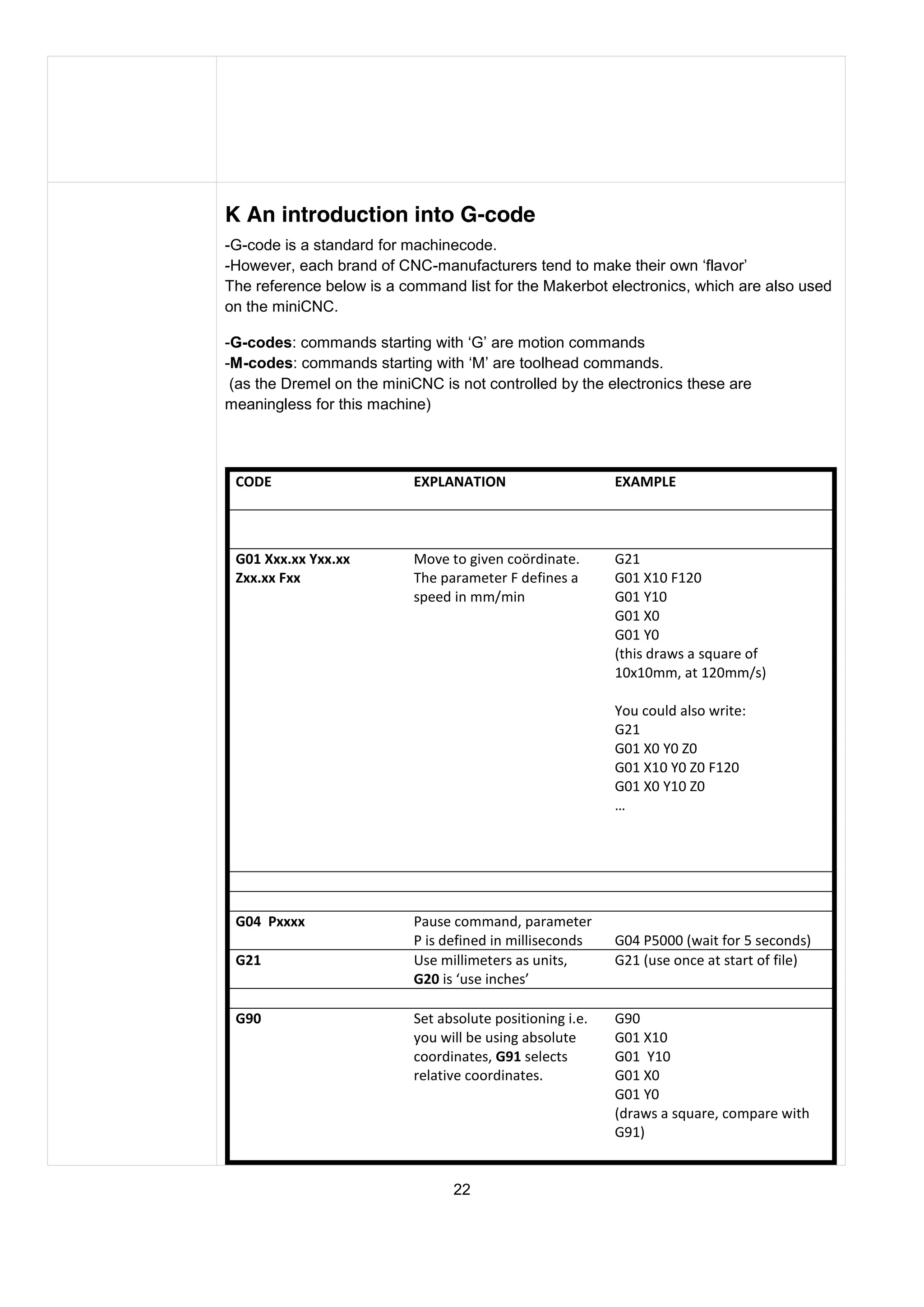
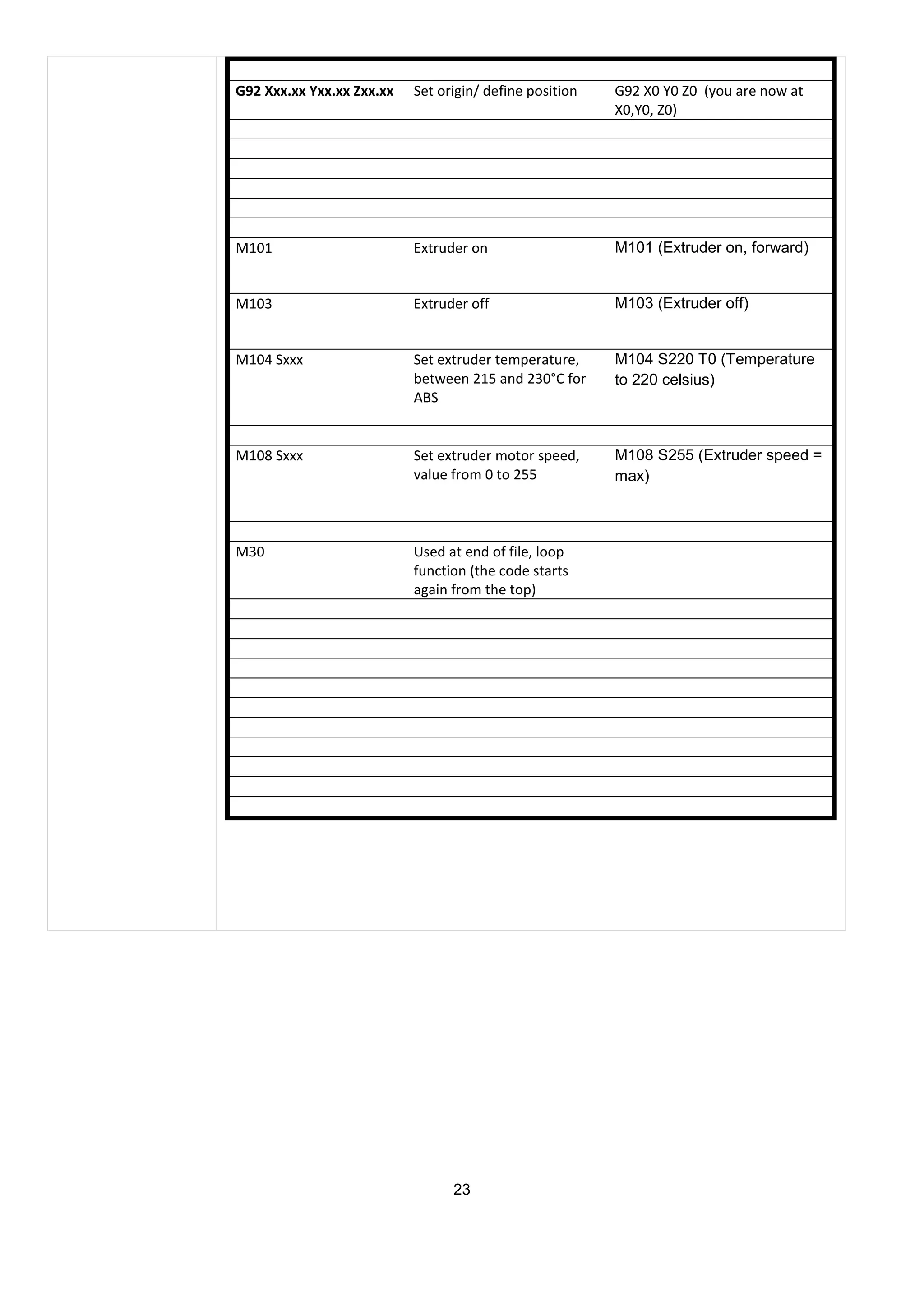
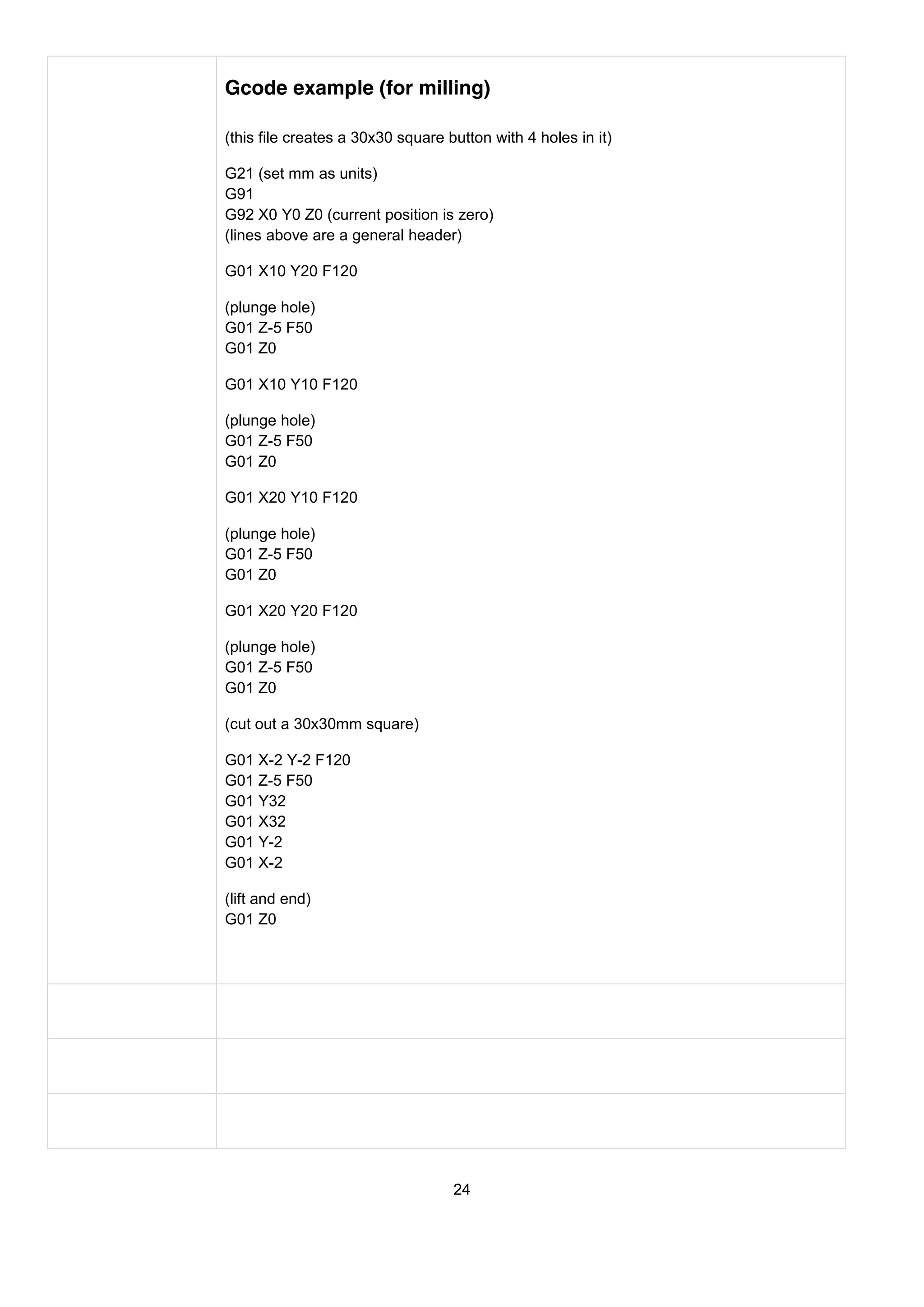

This document provides an overview and instructions for setting up and using a Makerbot 3D printer and CNC milling machine. It covers starting ReplicatorG software, heating up and calibrating the 3D printer extruder, generating G-code from a 3D model, and basic concepts of CNC milling software and G-code. The goal is to demonstrate the basic workflow and get users printing their first 3D object or milling a simple part.



















![english presentation.pptx [Réparé].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/englishpresentation-251208214905-5286d8ce-thumbnail.jpg?width=640&height=640&fit=bounds)











![TIII team: Presentation final event [CUO]](https://cdn.slidesharecdn.com/ss_thumbnails/slotpresentatietiiicuo-141013092519-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)
![TIII team: Presentation final event [KULeuven]](https://cdn.slidesharecdn.com/ss_thumbnails/tiiislotevent-groept-141013091242-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)