Normal practiced process
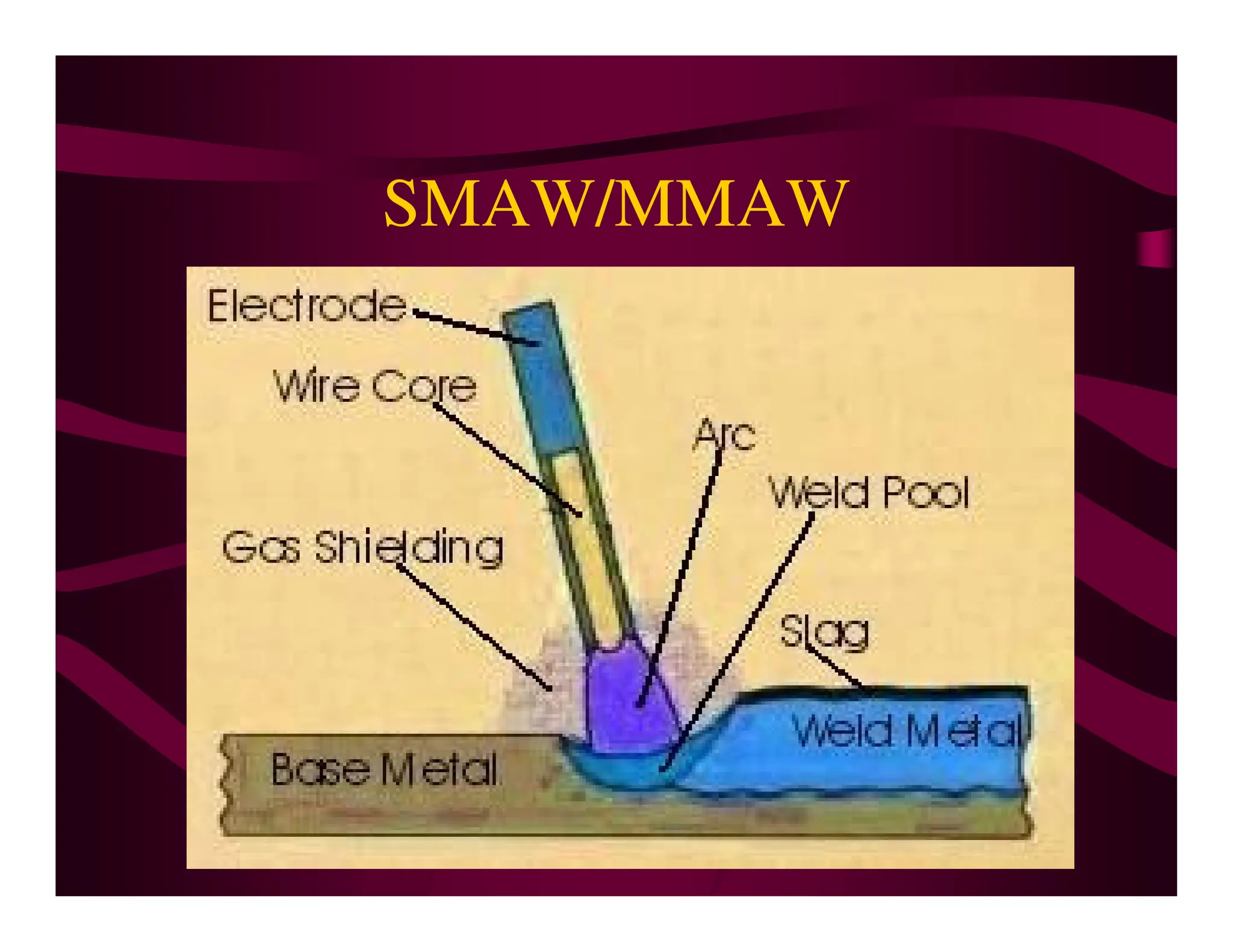
ManualMetal Arc Welding MMAW
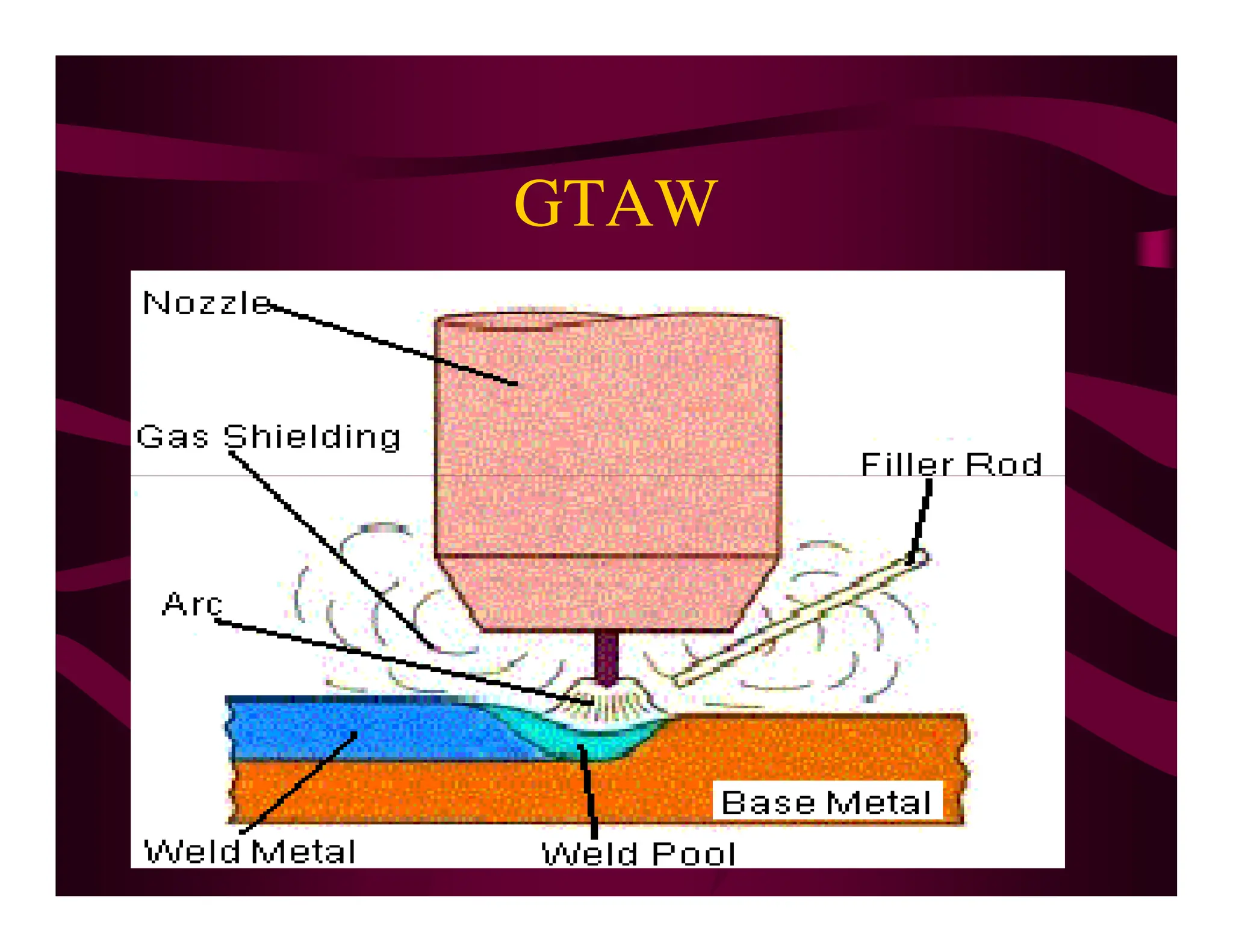
Gas Tungsten Arc Welding GTAW
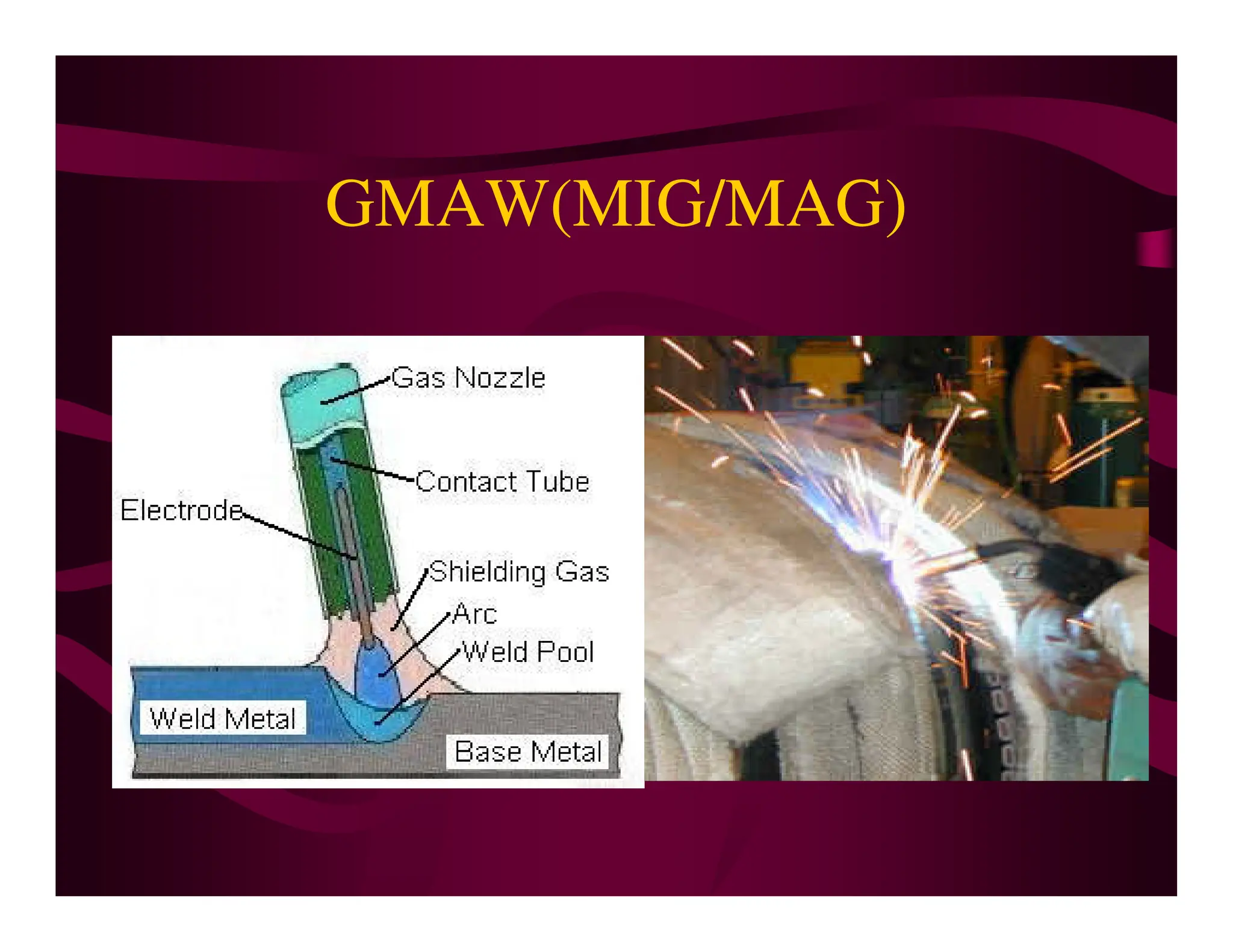
Gas Metal Arc Welding GMAW
Gas Metal Arc Welding GMAW
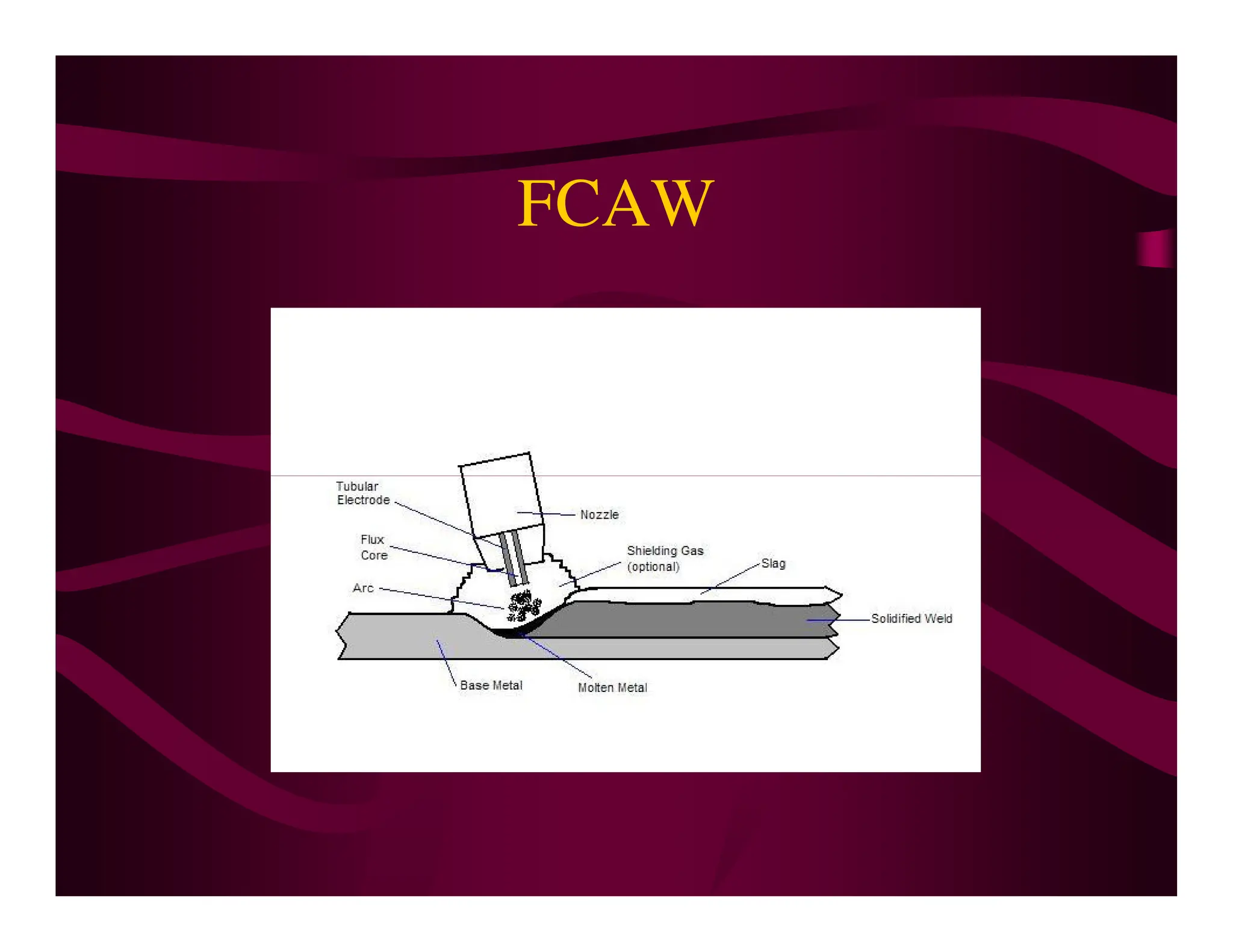
Flux Cored Arc Welding FCAW
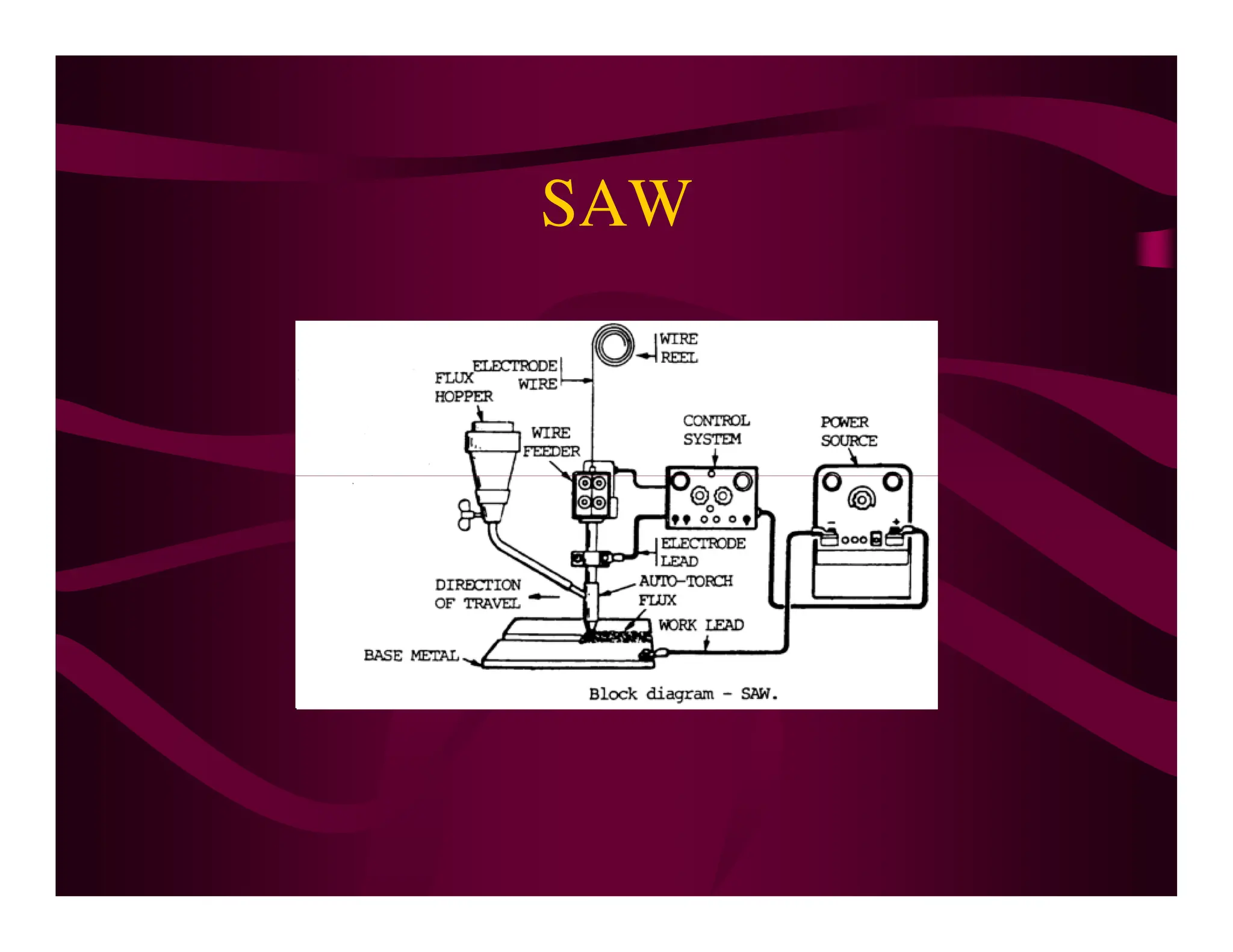
Sub Merged Arc Welding SAW
6.
WELDING PROCESS
• Thepresent process of welding used to
manufacture various components generally are as
follows
• MMAW- Manual Metal Arc Welding Process
• MMAW- Manual Metal Arc Welding Process
• GMAW- Gas Metal Arc Welding process
• GTAW - Gas Tungsten Arc Welding
• FCAW- Flux Cored Arc Welding
• SAW- Submerged Arc Welding
Advanced process
• NarrowGap Welding
• Laser Beam Welding
• Electron Beam Welding
• Friction Stir Welding
• Friction Stir Welding
• Plasma Welding
• Plasma Transfer Arc Technique (PTA)
• Robotic Welding
• Orbital Welding
13.
Selection of Weldingprocess
• Type of Base Material
• The Joint Design
• The place of welding
• The place of welding
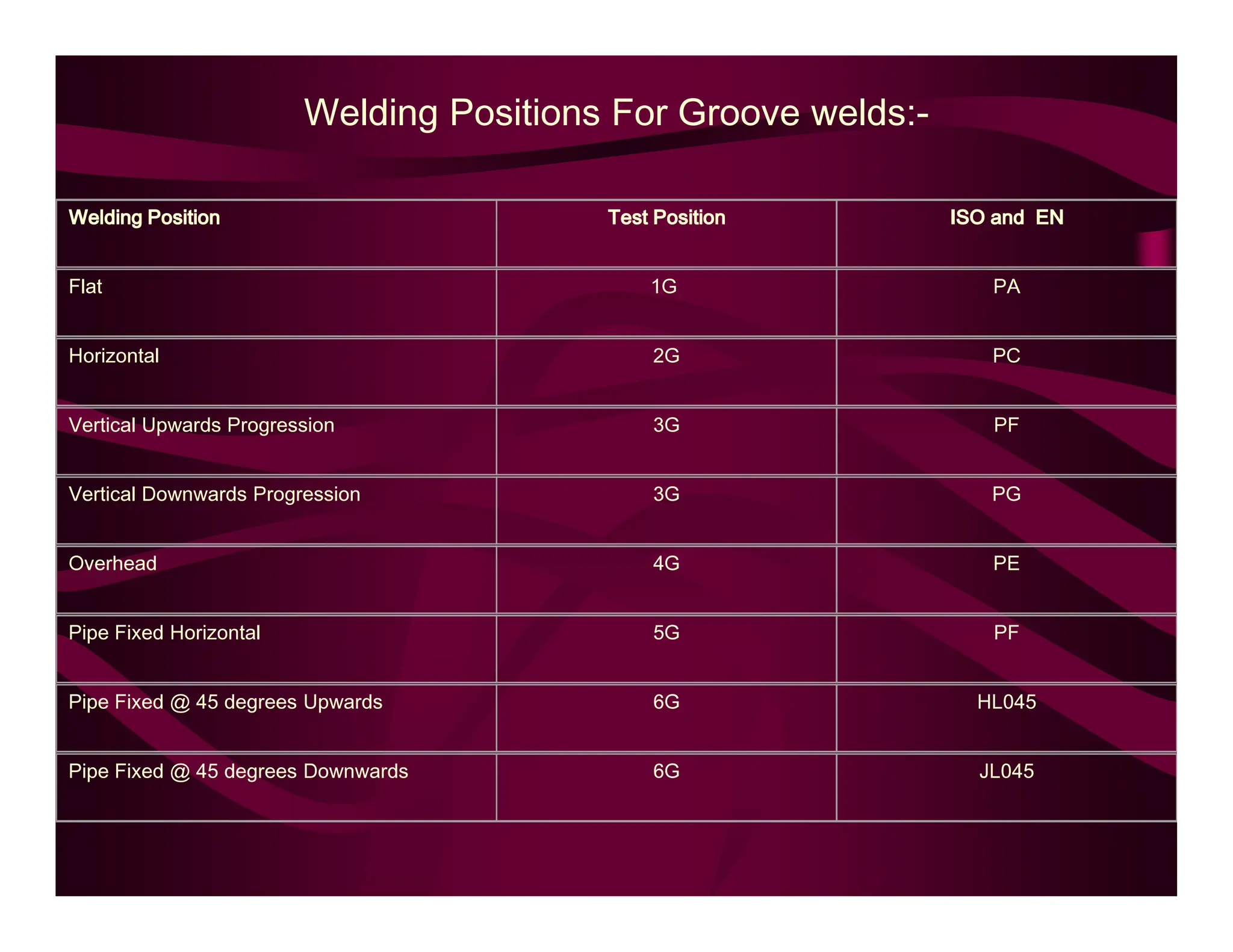
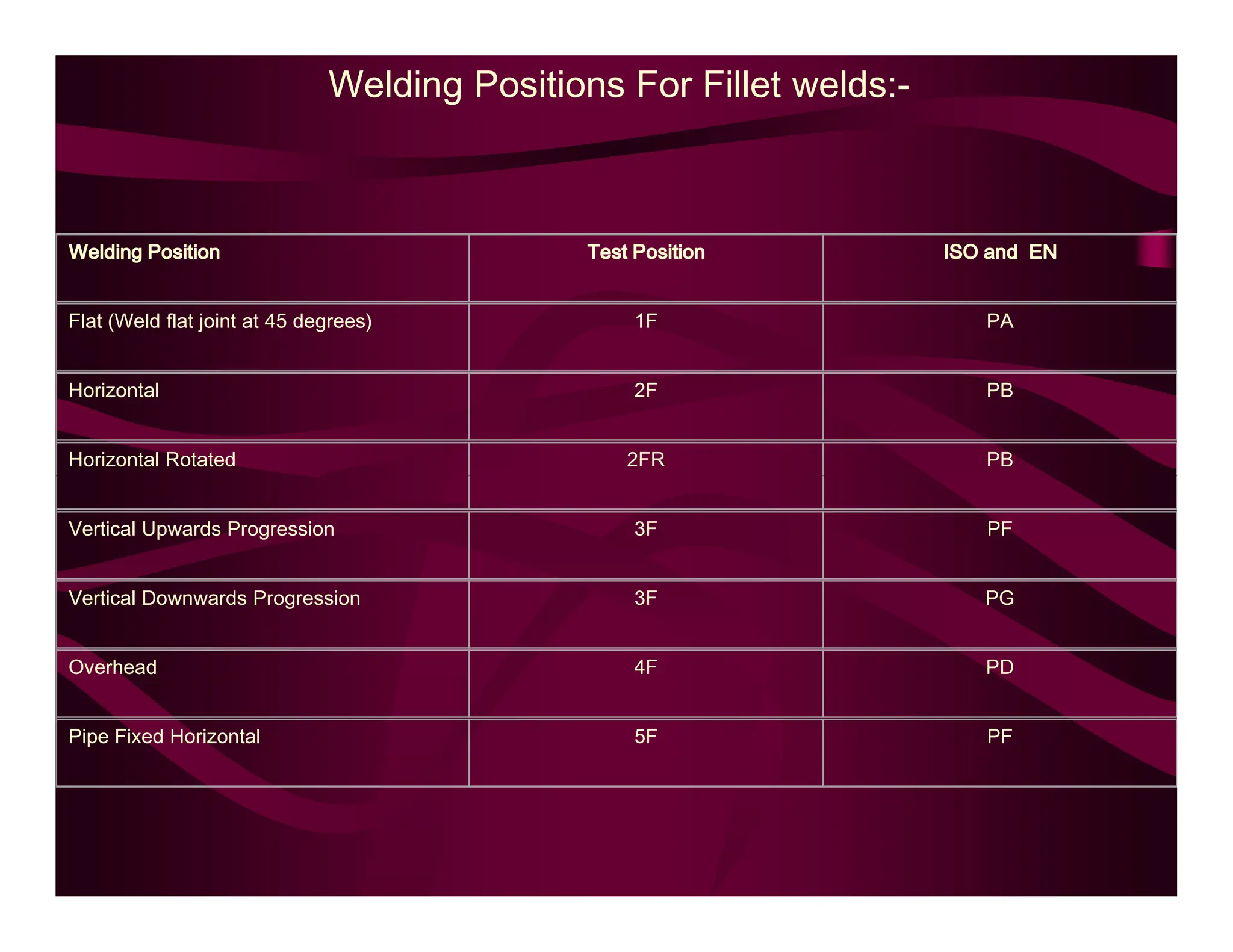
• Welding Position
• Type of consumables availability
• The skill availability of personnel
• The types of equipment availability
RECOMMEDATIONS
The selection ofthe correct welding consumables
depends on the following parameters
• Base materials composition
• The weld ability of the steel
• The weld ability of the steel
• Selection of the welding consumables as per
ASME section-II- C
• Acceptance of AWS or any other standards
depends on the clients requirements.
16.
WELDING CONSUMABLES
• TheWelding consumables like the welding electrodes and
filler wires that are required and are recommended are as
follows
• E-6013 Welding Electrodes for Welding in MMAW
process for Carbon steel, Mild steel, For the general
purpose welding applications up to thickness 18 mm or
3/4th inch.
• For thickness over the above mentioned must be welded
with Low Hydrogen electrodes as per AWS E 7018 or
E7018-1 Type of welding consumables.
17.
Welding consumables forvarious
steels.
• General Mild steel Up to 18mm
AWS 6013 class welding electrodes,
ER 70 SG Filler wires in case of GTAW &
ER 70 SG Filler wires in case of GTAW &
ER 70 S-6 in case of GMAW process.
• General Mild steel Above 18mm
AWS 7018class ER 70 S2 & ER 70 S-6
18.
Selection contd.
• ForRadiography joints
The following grades consumables are
mandatory.
mandatory.
• AWS E6013 & E7018 classified Electrodes
• ER 70 S2 TIG welding filler wires
• ER 70 S-6 MIG Welding continuous filler
wires.
19.
Consumables- gases
• ER–70 S-6 Solid wire for welding the
GMAW (MAG) welding process
• ER 70-S-2 TIG filler applications incase of
• ER 70-S-2 TIG filler applications incase of
carbon steel welding .
• The use of 100 % CO2 gas for MAG
welding and 100 % pure Argon gas for TIG
welding applications are the main criteria.
Consumables- LAS
• Inthe case of use of Low alloy steels where
C, Mo, Cr and other alloys are involved the
C, Mo, Cr and other alloys are involved the
creep properties are important and hence the
matching composition of the weld metals
are mandatory
22.
Consumables –S.S.
• Weldingof Stainless steels like commonly
used steels such as 304, 304L, 308L, 309,
316. and other categories such as 310, 321,
316. and other categories such as 310, 321,
347, Duplex, Super Duplex Steels, the
respective grade of Electrodes and the Filler
wires to be used with proper shielding
gases.
23.
Stainless steel
• 301,304,308Class
AWS E 308 & 308 L grades Electrodes
and ER 308 L TIG/ MIG welding wires.
and ER 308 L TIG/ MIG welding wires.
• 316 and 316 L
-AWS E- 316 & 316 L
-ER 316 L TIG and MIG fillers
24.
SS Contd.
• For309 Grade steels
AWS E 309 Electrodes
ER 309 L Wires
ER 309 L Wires
• Dissimilar metals of SS and SS-MS
AWS 309L and 309 MoL
ER 309L & ER 309 MoL
25.
SS Contd.
• Stabilizedsteels of 321, 347
Namely Niobium/Columbium, Ti and Ta stabilized
steels the use of
AWS E- 347 electrodes and wires of
AWS E- 347 electrodes and wires of
ER 347 grade is recommended.
• For other grades like 310,312, 317 the respective
grades of consumables be used.
26.
Other metals
• CastIron
• Non-Ferrous Alloy:
• Non-Ferrous Alloy:
Aluminium, Copper, Nickel, Magnesium
etc.
Proper Arc Length
•Long arc results in:
– Large globules melting
– Wavering arc
– Wide spatter and irregular bead
• Short arc results in:
• Short arc results in:
– Electrode sticks
– Poor penetration
– Convex bead
– Slag inclusions
– Irregular bead
• Use short length for vertical welds
31.
Speed of Travel
•Travel speed influences:
– Bead width
– Penetration
– General shape of the bead
– General shape of the bead
• Use a uniform speed
• Both hands on the electrode holder
– Operator comfort
• Bead should be about twice the diameter of the
electrode wire
Cont…
Under TIG Weldingcategory we can have
• DC Pulsed welding machines
• AC/ DC TIG welding machines
• AC/ DC TIG welding machines
• AC Square wave pulsing machines
38.
Advanced Welding Machines:
ElectronBeam Welding machines
Narrow Gap welding machines
Narrow Gap welding machines
Laser cutting and welding
Plasma Welding
39.
Selection of thecorrect equipment
• Selection of the right type of equipment is
important to get the desired welding properties.
• The selection decides the feasibility of the use of
the process.
the process.
• The selection should be based on the availability
of the equipment,
• The acceptance of the process
• The convenience of the operation.
ITS CAUSES ANDREMIDIES
• Re-drying of Consumables/ Proper Storage
• Base metal Cleaning.
• Flow rate of Shielding GAS
• Flow rate of Shielding GAS
• Welding Parameter.
• Use of correct welding consumables.