Downloaded 260 times











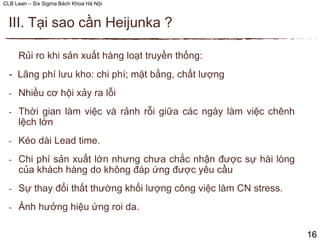























Heijunka là một phương pháp sản xuất nhằm cân bằng sản phẩm và lượng sản xuất theo yêu cầu khách hàng, giúp ổn định quy trình sản xuất. Tài liệu trình bày về các khái niệm, lợi ích và cách thực hiện heijunka, cùng các so sánh với phương pháp sản xuất truyền thống và JIT. Cuối cùng, tác giả nhấn mạnh tầm quan trọng của heijunka trong việc giảm lãng phí và nâng cao hiệu quả sản xuất.
![[Lean Sigma] SMED /Chuyển đổi nhanh V2 (Khóa 1)](https://cdn.slidesharecdn.com/ss_thumbnails/20150123-l-smed-k1-n1-150205060919-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)
![[TÀI LIỆU CHUYÊN NGÀNH MAY] Quản Lý Chất Lượng Ngành May - Gv Ngọc Quyên](https://cdn.slidesharecdn.com/ss_thumbnails/sndt8510-200227062323-thumbnail.jpg?width=640&height=640&fit=bounds)
![[GIÁO TRÌNH] Thiết Kế Chuyền May | Quản Lý Chuyền May](https://cdn.slidesharecdn.com/ss_thumbnails/giaotrinhtkchuyenqlchuyen-200227080135-thumbnail.jpg?width=640&height=640&fit=bounds)





![[ĐỒ ÁN NGÀNH MAY] Công Nghệ Lean Manufacturing – Lâm Thị Kim Loan](https://cdn.slidesharecdn.com/ss_thumbnails/al-140817120549-phpapp02-200227064551-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Công nghệ may] giới thiệu về lean manufacturing](https://cdn.slidesharecdn.com/ss_thumbnails/cngnghmaygiithiuvleanmanufacturing-161226155922-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Công nghệ may] tìm hiểu quá trình công nghệ sản xuất trong may công nghiệp](https://cdn.slidesharecdn.com/ss_thumbnails/cngnghmaytmhiuqutrnhcngnghsnxuttrongmaycngnghip-161226155909-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Lean sigma] Kaizen](https://cdn.slidesharecdn.com/ss_thumbnails/20141112-l-kaizen-f102-01-150118104533-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)


![[Lean sigma] JIDOKA](https://cdn.slidesharecdn.com/ss_thumbnails/jidokanhmk1-02-150205060220-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)










![[Kho tài liệu ngành may] xuất khẩu áo sơ mi nam công ty cổ phần may việt tiến](https://cdn.slidesharecdn.com/ss_thumbnails/khotiliungnhmayxutkhuosminamcngtycphnmayvittin-161125085255-thumbnail.jpg?width=640&height=640&fit=bounds)



![[Lean sigma] 7 loại lãng phí](https://cdn.slidesharecdn.com/ss_thumbnails/01-150118102840-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)








![[Lean sigma] SMED&VSM](https://cdn.slidesharecdn.com/ss_thumbnails/20141106-l-smedvsm-pmqtta-1-150118105120-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Lean sigma] 5S](https://cdn.slidesharecdn.com/ss_thumbnails/5s-150118104908-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)
















![[Công nghệ may] báo cáo chuyên đề sản xuất tinh gọn và việc ứng dụng vào cá...](https://cdn.slidesharecdn.com/ss_thumbnails/cngnghmaybocochuyn-snxuttinhgnvvicngdngvocccngtytivitnam-161226155844-thumbnail.jpg?width=640&height=640&fit=bounds)
























