Download as PDF, PPTX





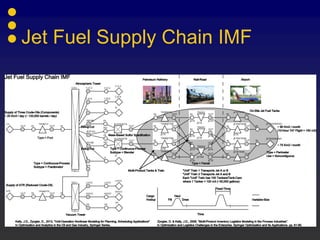
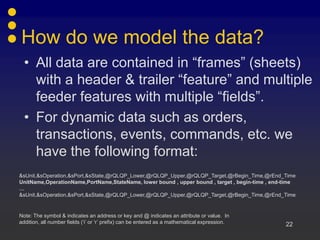
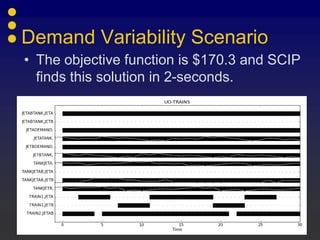
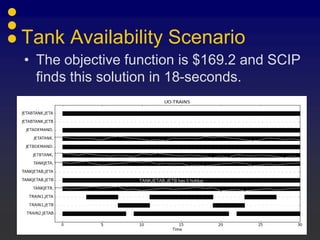
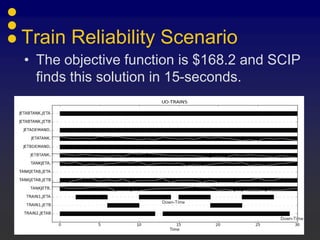

The document describes a jet fuel supply chain optimization problem modeled using IMPRESS, an industrial modeling and presolving system developed by Industrial Algorithms LLC. Key aspects include: - The supply chain involves an oil refinery, rail transport, and an airport with complex logistical constraints around product blending, cargo loading, and demand variability. - IMPRESS uses a "phenomenological decomposition" approach to decompose the mixed-integer nonlinear problem into separate logistics and quality subproblems. - Several scenarios are explored including demand variability, tank availability changes, and train reliability issues. - The base case involves over 2,000 variables, 3,000 constraints, and takes 27 seconds to solve. Scenario





















































































