Introduction to MES System Introduction to MES System
Welcome to the world of MES systems! Discover how these powerful tools are transforming the way manufacturers optimize their operations and achieve greater efficiency.
Introduction to MES System Introduction to MES System
1.
Introduction to MES
System
Welcometo the world of MES systems! Discover how these powerful tools
are transforming the way manufacturers optimize their operations and
achieve greater efficiency.
2.
What is aManufacturing Execution System (MES)?
1 Real-time Control
MES systems provide a centralized hub
for monitoring and managing
production processes, enabling real-
time insights into operational
performance.
2 Data Collection
They gather data from various sources
within the factory floor, including
machines, sensors, and operators,
providing a comprehensive view of
production activities.
3 Process Optimization
MES systems empower manufacturers
to identify bottlenecks, improve
resource allocation, and optimize
production flows, leading to greater
efficiency and productivity.
3.
Key Components ofan MES
Data Acquisition
Collecting data from various sources on
the factory floor, such as machines,
sensors, and operators.
Data Processing
Analyzing and interpreting data
collected from the production floor to
provide valuable insights and actionable
intelligence.
Data Visualization
Presenting processed data in a user-
friendly format through dashboards and
reports to support informed decision-
making.
4.
Benefits of Implementingan
MES
Increased Productivity
MES systems help optimize
production processes, minimizing
downtime and maximizing output.
Reduced Waste
By monitoring and controlling
production processes, MES
systems help minimize material
waste and improve resource
utilization.
Improved Quality
MES systems enable
manufacturers to track and control
product quality, ensuring
consistency and minimizing
defects.
Enhanced Traceability
MES systems provide detailed
tracking of products throughout
the manufacturing process,
enabling seamless traceability and
recall management.
5.
Common MES Functionalities
1
ProductionScheduling
Optimizing production plans and schedules based on real-
time data and demand forecasts.
2 Quality Management
Monitoring and controlling product quality throughout the
manufacturing process to ensure consistency and meet
standards.
3
Inventory Control
Managing and tracking inventory levels, minimizing
stockouts and optimizing material flows.
4 Workforce Management
Tracking and managing employee activities, including
tasks, performance, and training.
5
Reporting and Analytics
Generating reports and dashboards to provide valuable
insights into production performance and identify areas
for improvement.
6.
Challenges in MESImplementation
Legacy System Integration
Integrating MES systems with existing legacy systems can be complex and time-
consuming.
Data Integration
Ensuring data consistency and accuracy across various systems and sources.
Change Management
Overcoming resistance to change from employees and management.
Implementation Costs
MES implementation can involve significant upfront costs, requiring careful planning
and budgeting.
7.
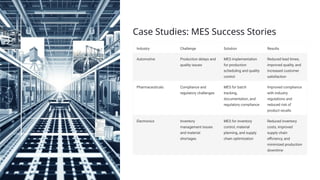
Case Studies: MESSuccess Stories
Industry Challenge Solution Results
Automotive Production delays and
quality issues
MES implementation
for production
scheduling and quality
control
Reduced lead times,
improved quality, and
increased customer
satisfaction
Pharmaceuticals Compliance and
regulatory challenges
MES for batch
tracking,
documentation, and
regulatory compliance
Improved compliance
with industry
regulations and
reduced risk of
product recalls
Electronics Inventory
management issues
and material
shortages
MES for inventory
control, material
planning, and supply
chain optimization
Reduced inventory
costs, improved
supply chain
efficiency, and
minimized production
downtime
8.
The Future ofMES in
Manufacturing
Cloud-Based MES
Cloud-based MES solutions offer
scalability, flexibility, and cost-
effectiveness.
AI Integration
Artificial intelligence is enabling MES
systems to provide more intelligent
insights and predictive analytics.
IoT Integration
The Internet of Things is connecting
machines and devices, providing real-
time data for improved operational
efficiency.
Digital Twins
Digital twins are virtual representations
of physical assets, providing insights for
predictive maintenance and optimized
performance.