Fermentation process
• Themodern definition of industrial fermentation is any microbial
process controlled by humans that produces useful products.
• Microorganisms, which include bacteria, yeasts, and molds feed
upon organic materials. It is this feeding that interests the
manufacturer, for if they are supplied with the necessary energy
foods, together with other needed nutrients, these microvegetative
organisms will not only grow multiply but will change the food in
to other chemical substances.
• Yeasts multiply by budding, and bacteria by binary fission. Molds
are multicellular filaments and increase by vegetative growth of
the filament.
• The vegetative reproduction cycle of these bacteria and of yeast is
short – measured in minutes. Because of this they multiply
exceedingly fast.
3.
Fermentation products
Alcohol
Acetone
Butyl alcohol
Acetic acid
Almost all the major antibiotic
Dextron
The microbiological production of vitamins
Fermentation under controlled condition involves chemical conversion
efficiently than by chemical synthesis . Same of the more important
process are;
Oxidation, e.g. alcohol to acetic acid, sucrose to citric acid and dextrose
to gluconic acid.
Reduction, e.g. aldehydes to alcohol, acetaldehydes to ethyl alcohol,
and sulfur to hydrogen sulfide
Hydrolysis, e.g. starch to glucose, and sucrose to glucose and fructose
and on to alcohol.
Esterification, e.g. hexose phosphate from hexose and phosphoric acid
4.
Cont…
The five basicprerequisites of a good fermentation process are:
1. A microorganism that form a desired end product. This
organism must be readily propagated and be capable of
monitoring biological uniformity there by giving predictable
yields.
2. Economical raw materials for the substrate. e.g. starch or
one of several sugars
3. Acceptable yields
4. Rapid fermentation
5. A product that is readily recovered and purified
5.
The factorsthat should be stressed in relation to the fermentation
are:
• PH
• Temperature (5 - 40 C)
ᵒ
• Aeration – agitation
• Pure – culture fermentation and uniformity of yields
• The concentration of the sugar or other food
• Same microorganism require air aerobic, and others go through
their life processes with out air anaerobic.
• The bacteriologist has developed acid – loving yeasts, so that
wild yeasts not liking acidic condition, do not flourish
6.
Industrial Alcohol
• Inindustrial nomenclature alcohol means ethyl alcohol, or
ethanol (C2H5OH), it is sold by the gallon, which weighs
4.082 kg and contains 95% C2H5OH, and 5% H2O both by
volume at 15-56 C. The source can be from fermentation or
ᵒ
from synthesis process
Alcohol is the raw material for making hundreds of chemical
such as;
Acetaldehyde
Ethyl acetate
Acetic acid
Ethylene dibromide
Glycols, ethyl chloride, and all ethyl esters
7.
Basic raw materialsfor the production of alcohol
• Alcohol can be produced from cellulosic materials, wood, wood
wastes, and sulfite liquors principally under wood hydrolysis. But this
procedure is not competitive except under special condition, largely
because of the cost of converting cellulosic materials to fermentable
sugars.
• Molasses and corn is considered to be the most promising raw material
for fermentation to alcohol, specially corn for gasohol. The yield of
25kg of corn will be 9 to 11L of alcohol.
• Ethyl alcohol with 95% alcohol can be produced from the following
raw materials.
Ethyl sulfate
Ethylene gas
Grain and grain products
Redistillation
Molasses
Sulfite liquors and whey
8.
Ethanol or ethylalcohol production
• Alcohol spirit, grain alcohol, absolute alcohol, and ethyl
hydrate
• oxygen-containing organic chemicals
Physical properties
• volatile, flammable, colorless liquid that has a slight odor
(pleasant) ,it burns with a smokeless blue flame
• versatile solvent, miscible with water and with many organic
solvents
• Ethanol-water mixtures have less volume than the sum of their
individual components at the given fractions
• They form azeotrope mixture…
Chemical properties
• Dehydration, oxidation, Esterification and combustion
reactions
9.
Industrial sources ofEthanol
• Synthetically from ethylene
- Indirect hydration
- Direct hydration
• Fermentation of sugar, starch or cellulose
Types of Ethanol
- Anhydrous ( absolute) alcohol—99.5%
- Hydrous alcohol----95% alcohol
Uses of Ethanol
- As alcoholic beverage
- solvent
- Manufacturing of dyes, varnishes
- Pharmacology---medicine
- As a fuel for vehicles
10.
Production process
Raw materialpreparation
Molasses - mother liquor from the last stage of
crystallization, from which sugar cannot be economically
recovered
Physical characteristic of molasses:
• Thick liquid of dark brown color
• Contains--- 80-85% solids( brix)
• Sucrose---30-35%(purity)
• Reducing sugar----10-15%
• Ash-----10-12%
Molasses storage
•Must be done in protective environment to minimize the
problem of contamination
• Molasses having 40% sugar, microbes or bacteria cannot
survive or grow
• Fresh molasses normally is difficult to ferment due to:
- sulphur gasses can inhibit yeast
- has high foaming tendency
- contain high level of suspended sludge
• Normal practice is to store molasses for at least a month
• Storage should be done with frequent mixing by
recirculation and cooling
13.
Pre-treatment of molasses
•Pre-diluter- decreasing brix to appropriate value---- 50 brix by
heating(60-65o
c) and by adding water
• Add H2SO4 up to 4.7-4.9 PH
• Operation time: 1-2hr
• Heated to a temperature of 95-1000
c
• Dilute until ---20o
brix
14.
Fermentation
is abiochemical reaction, yeast cells participate In biological
activity and sugar as chemical
Basic reactions of hydrolysis and fermentation
Using enzyme invertase
C12H22O11+H2O ---- 2C6H12O6
C6H12O6 ----- 2C2H5OH + 2CO2
Stochiometric yield of ethanol from sucrose--538kg/tone of
sucrose
Type of yeast used…… Saccharomyces cerevisiae and
Saccharomyces carlsbergensis
urea and DAP added for nitrogen and phosphate
15.
Process parameters
• Yeastcell concentration --- high cell mass
• Sugar concentration --- optimum
• Temperature----32-35o
c
• PH
---- 4.2- 4.8
• Alcohol concentration----7-9%
• Fermentation time----- 32- 36hr
• O
brix 10-11
Types of fermenter
• Can be operated in three way
- Continuous mode
- Batch mode
- Semi continuous mode
Batch process: initial high sugar concentration inhibits the
yeast activity
In this case, the residence time of fermentation needs to be
increased
Continuous fermentation
•Is the latest and proven technology
• Advantage : continuity of operation, higher efficiency, ease
of operation( decrease labor)
• Also called continuous mix bio fermentation
• It can be 4 to 2 connected in series
• Molasses with appropriate sugar concentration is pumped
to CMB
• Bioreactors then inoculated with culture
• After completion of reaction, the fermented wash is
delivered to yeast separator:
- Strainer and hydrocycle
• Wash pumped to decanter for solid separation and calcium
sulfate
• Sludge goes to sludge tank and solids are disposed
18.
Distillation
Ethanol concentration Inthe fermenter wash is about
9li/100lit and is recovered by distillation.
But water - ethanol phase relationships are such that
ethanol cannot be recovered as a pure product by
conventional distillation.
There are two major steps required in the distillation
process:
• Stripping and rectification to produce rectified
sprits(96.5% ethanol)
• Dehydration to produce anhydrous ethanol
19.
Rectified sprits production
primary/stripping column
• Fermented wash fed to the stripping column is first heated
by heat exchange with stillage from the stripping column
• The wash runs down from try to try, while vapor goes up in
the column
• Because of this ethanol and other impurities along with
some water are stripped in the form of vapors at the top
• Alcohol free stillage is produced at the bottom
20.
Dealdehyde column
•To remove aldehyde and other impurities more
volatile than ethanol
• Technical alochol produced (17-20%)
Rectification columns
• Vapor from stripping column passes to the bottom
of rectification column
• Rectified spirits is produced as the top product
• Produced as a constant boiling ethanol-water
azeotropic mixture----96%
21.
Dehydration
• Inorder to remove remaining water and to produce
anhydrous alcohol
• methods:
- azeotropic distillation
- molecular sieve
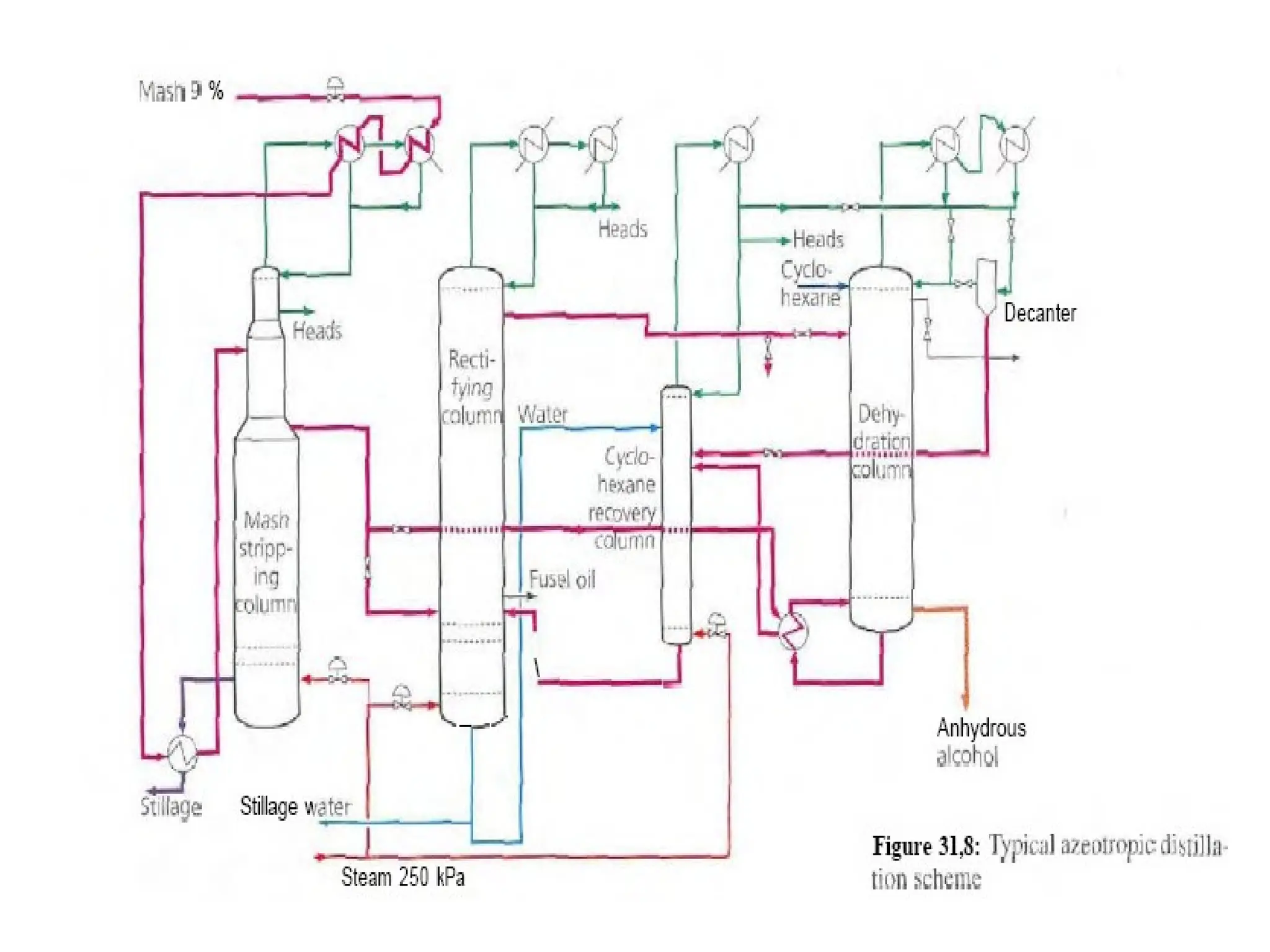
Azeotropic distillation
• By introducing a third phase in the system usually benzene,
or cyclohexane
• This forms an azeotrope with a low – boiling point than
rectified spirit, hence facilitates the final removal of water
• Using dehydration column –ethanol at the bottom
23.
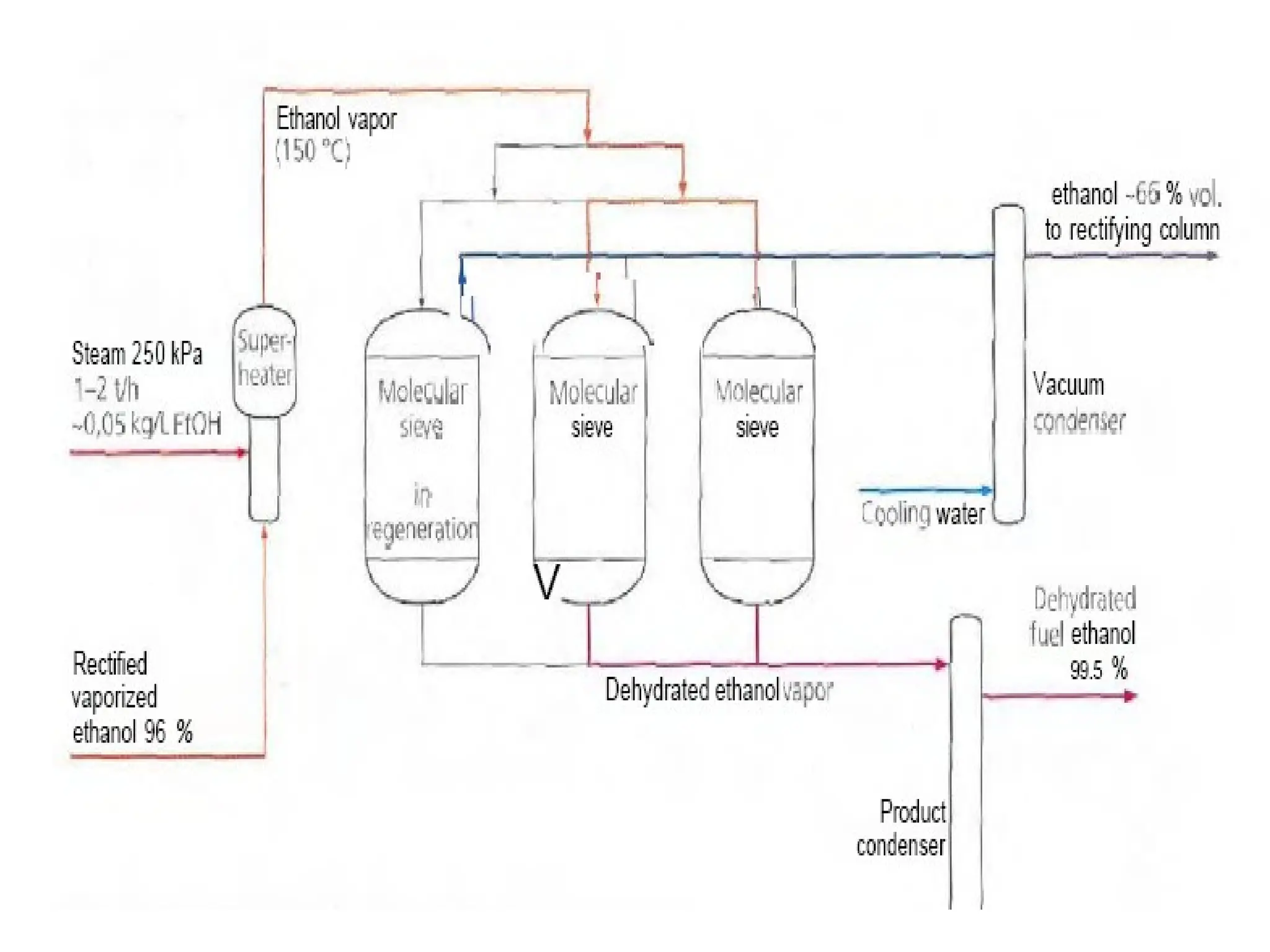
Molecular sieve dehydration
•Vapor further heated with steam, before water is adsorbed
from the vapor in zeolite packed beds
• Superheated in super heater to prevent condensation of
liquids on to the MSB which would decrease their adsorption
efficiency
• Super heated vapors to MSB
- Dehydrated ethanol at the bottom
- Water is adsorbed on the MSB
• MSB are cycled so that one is regenerated while the other is
adsorbing water from the vapor
• Regeneration – desorption of water from MSB and make ready
for next process
• Adv. ---steam consumption is minimum, process is simple, can
run automatically