The document details the FAA P-401 mix design standards for hot mix asphalt used in airport construction, focusing on methodologies for aggregate testing, volumetric mix design, and job mix formulas. It outlines procedures for evaluating aggregate properties, preparing samples for testing, and determining the optimum asphalt content through extensive laboratory analyses. Additionally, it includes specific ASTM test methods used to assess various properties of materials involved in the mix design process.



























































![FAA P 401 MIX DESIGN
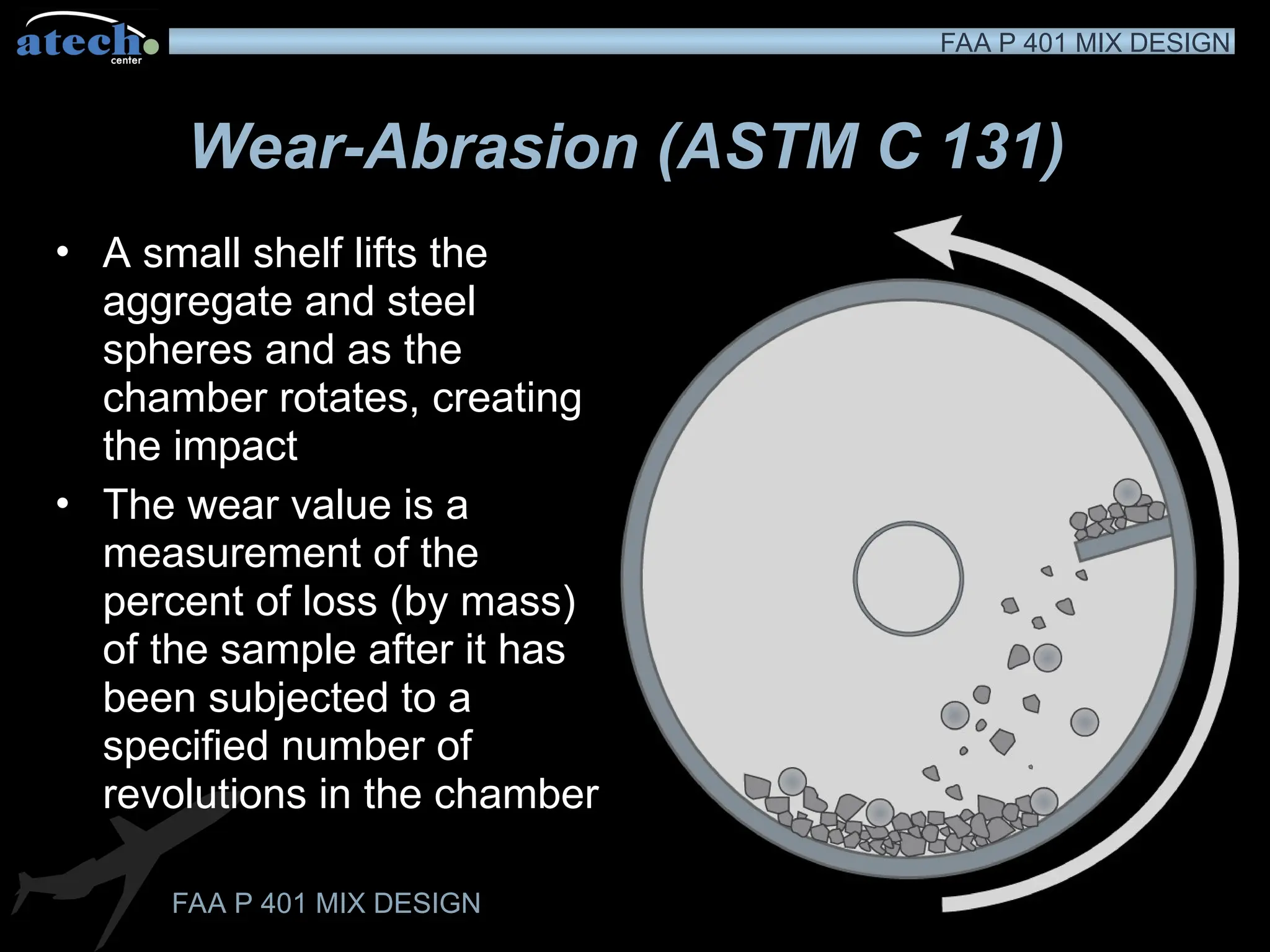
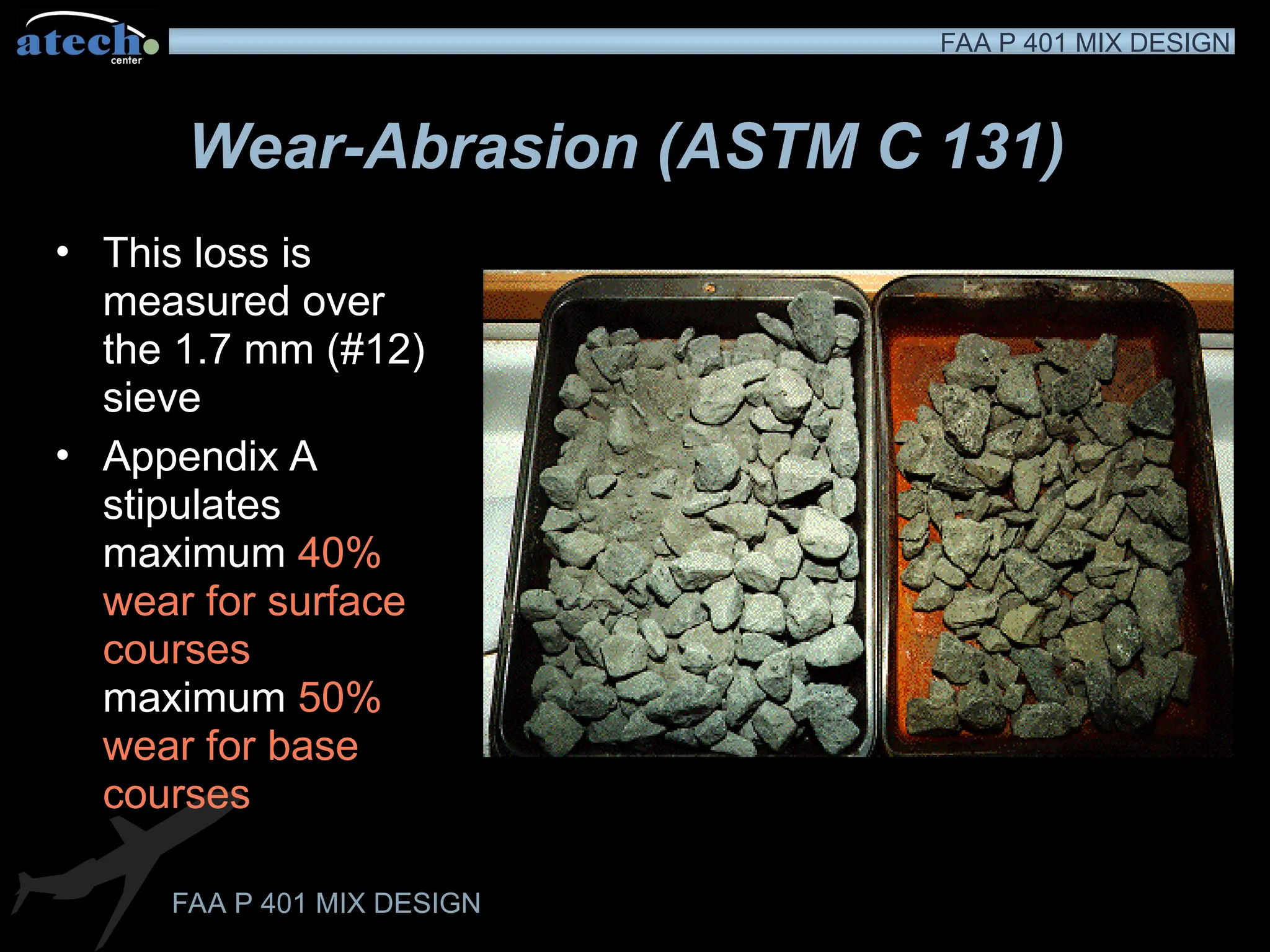
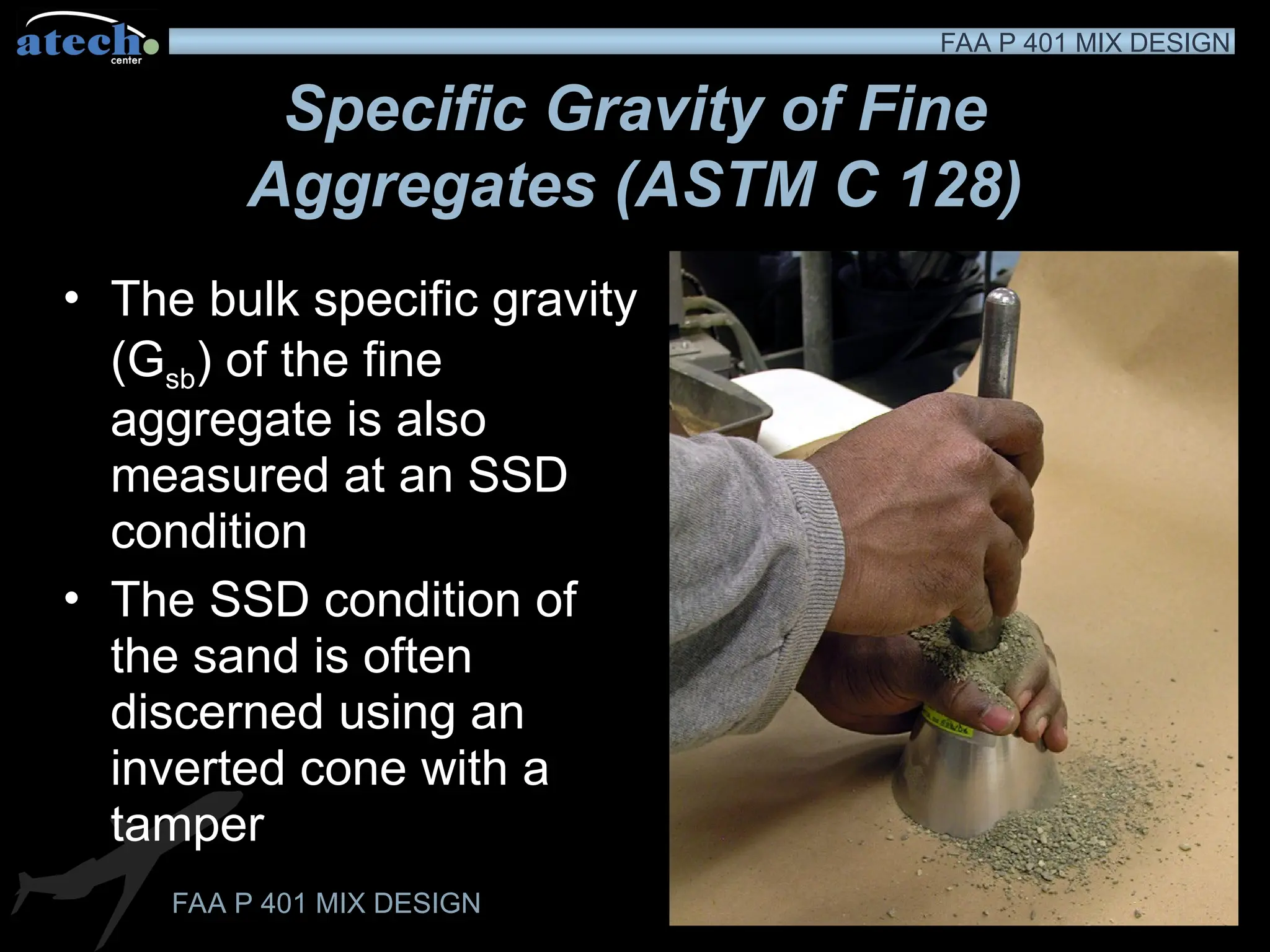
FAA P 401 MIX DESIGN
Air Void (Pa) Calculation
• Air Voids (Pa) are determined
using the following formula:
• Pa = 100– [100(Gmb/Gmm)]](https://image.slidesharecdn.com/faapres2008-241115194537-c387efb8/75/federal-aviation-administration-presentation-2008-ppt-88-2048.jpg)
![FAA P 401 MIX DESIGN
FAA P 401 MIX DESIGN
Air Void (Pa) Calculation
• Gmb = 2.334
• Gmm = 2.416
• Pa = 100 - [100(2.334/2.416)]
• Pa = 100 - (100 x 0.9661)
• Pa = 100 - 96.61
• Pa = 3.39](https://image.slidesharecdn.com/faapres2008-241115194537-c387efb8/75/federal-aviation-administration-presentation-2008-ppt-89-2048.jpg)
![FAA P 401 MIX DESIGN
FAA P 401 MIX DESIGN
VMA (Voids in Mineral Aggregate)
Calculation
• VMA is determined using the
following formula:
VMA= 100 – [(GmbxPs)/Gsb]](https://image.slidesharecdn.com/faapres2008-241115194537-c387efb8/75/federal-aviation-administration-presentation-2008-ppt-90-2048.jpg)
![FAA P 401 MIX DESIGN
FAA P 401 MIX DESIGN
VMA (Voids in Mineral Aggregate)
Calculation
• Gmb = 2.344
• Ps = 93.04
• Gsb = 2.651
• VMA = 100 - [(2.344 x 93.04)/2.651]
• VMA = 100 - (218.1/2.651)
• VMA = 100 - 82.26
• VMA = 17.74](https://image.slidesharecdn.com/faapres2008-241115194537-c387efb8/75/federal-aviation-administration-presentation-2008-ppt-91-2048.jpg)