The document outlines FHWA's Superpave asphalt specifications, detailing aggregate classifications, grading systems, and performance grading methods for asphalt binders. It emphasizes the importance of aggregate size and the impact of various factors on pavement performance, including high and low-temperature behaviors, and testing methods for determining properties of asphalt mixes. Key topics include mix design history, Superpave requirements for durability, stability, and workability, alongside guidelines for asphalt cement selection and testing to ensure quality in asphalt concrete pavements.
























![Summary
Fatigue
Cracking
Rutting
RTFO
Short Term Aging
No aging
Construction
[RV]
[DSR]
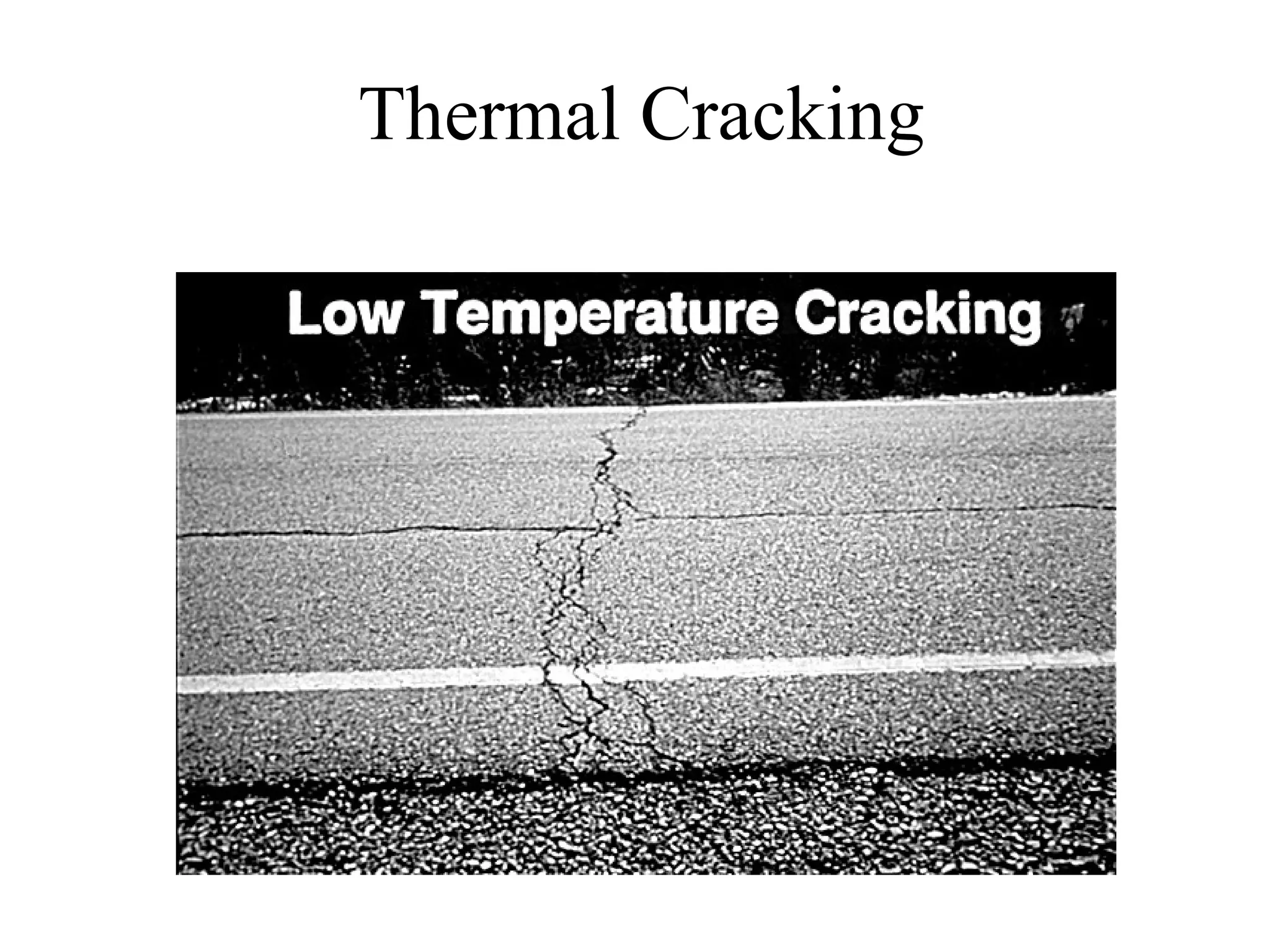
Low Temp
Cracking
[BBR]
[DTT]
[DTT]
PAV
Long Term Aging](https://image.slidesharecdn.com/3806583-240912125607-2164b4a2/75/Super-pave-tested-and-Design-for-road-ppt-37-2048.jpg)