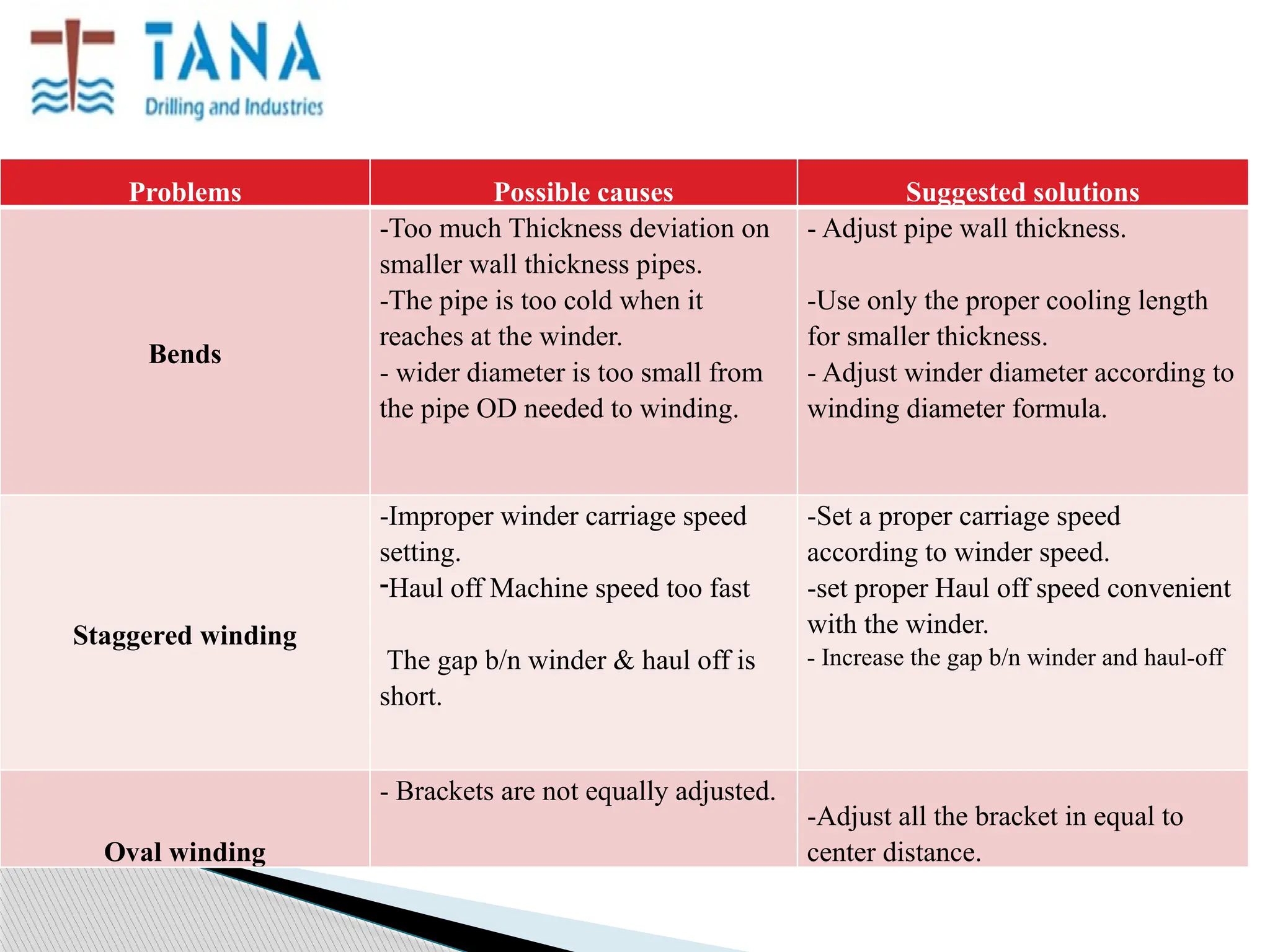
This document presents a training guide on troubleshooting issues related to the pipe extrusion process, specifically for polyethylene (PE) pipes. It covers common problems such as output variations, melt temperature issues, and product defects, alongside their potential causes and recommended solutions. The guide emphasizes the importance of understanding the extrusion process, maintaining good instrumentation, and following a structured problem-solving approach.