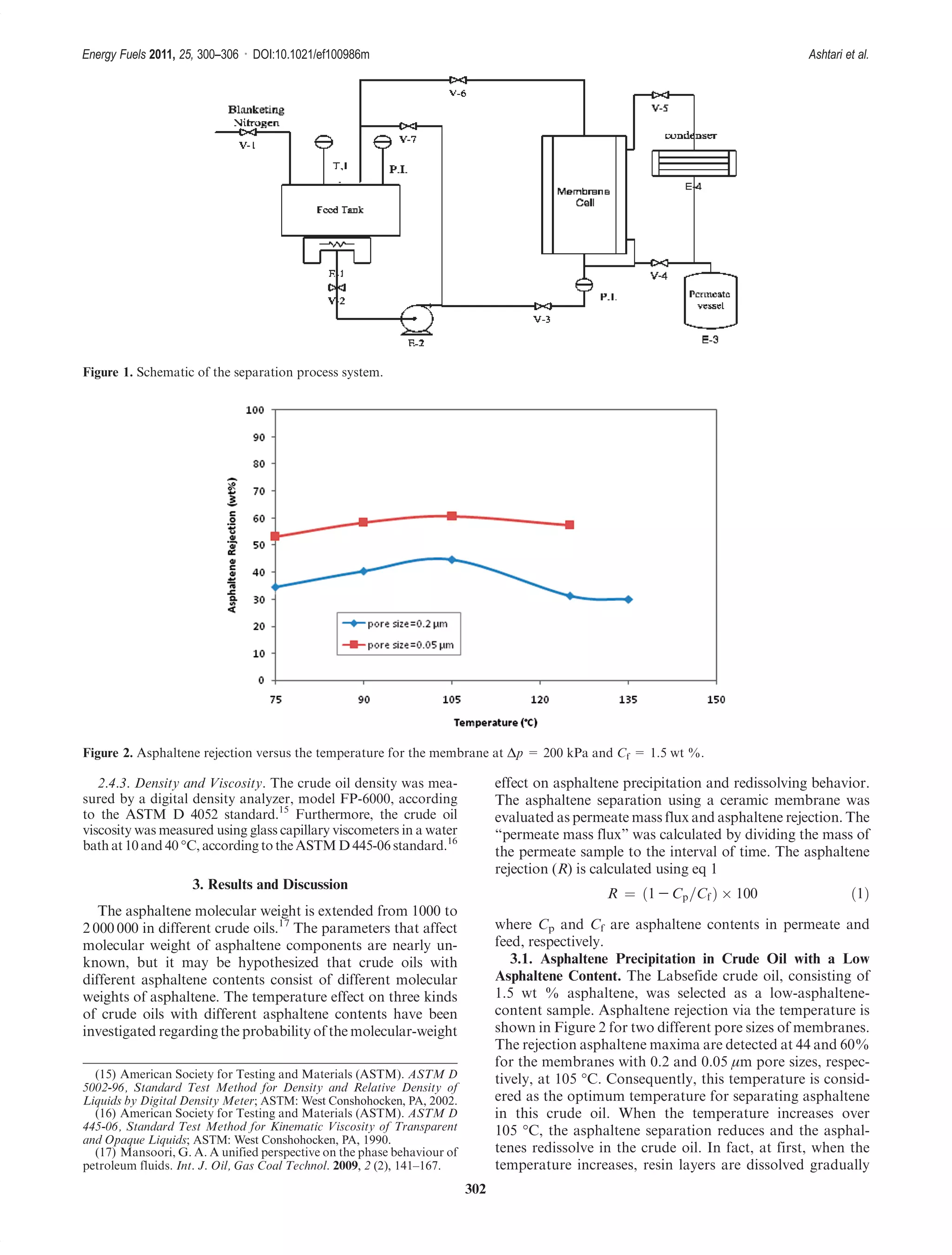
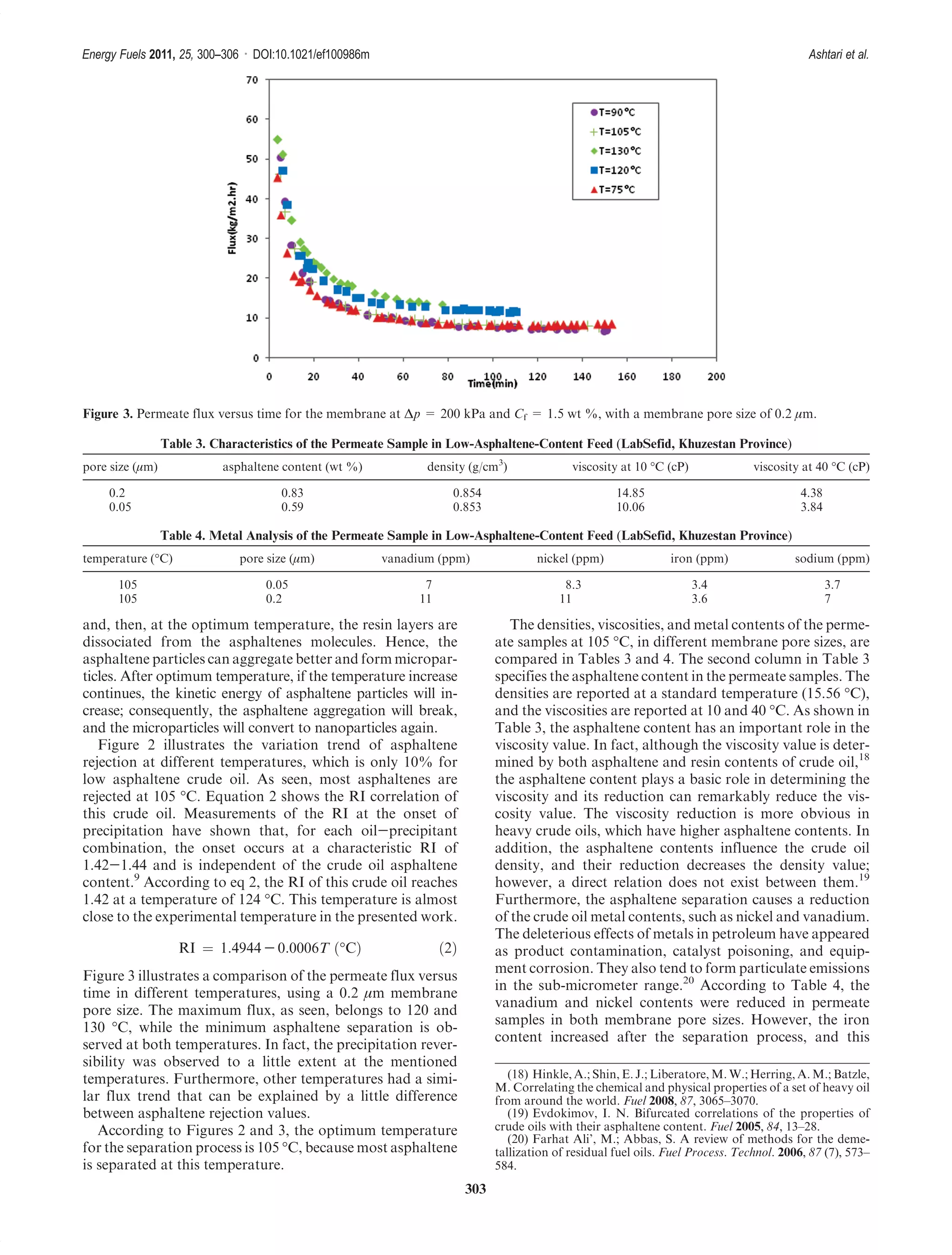
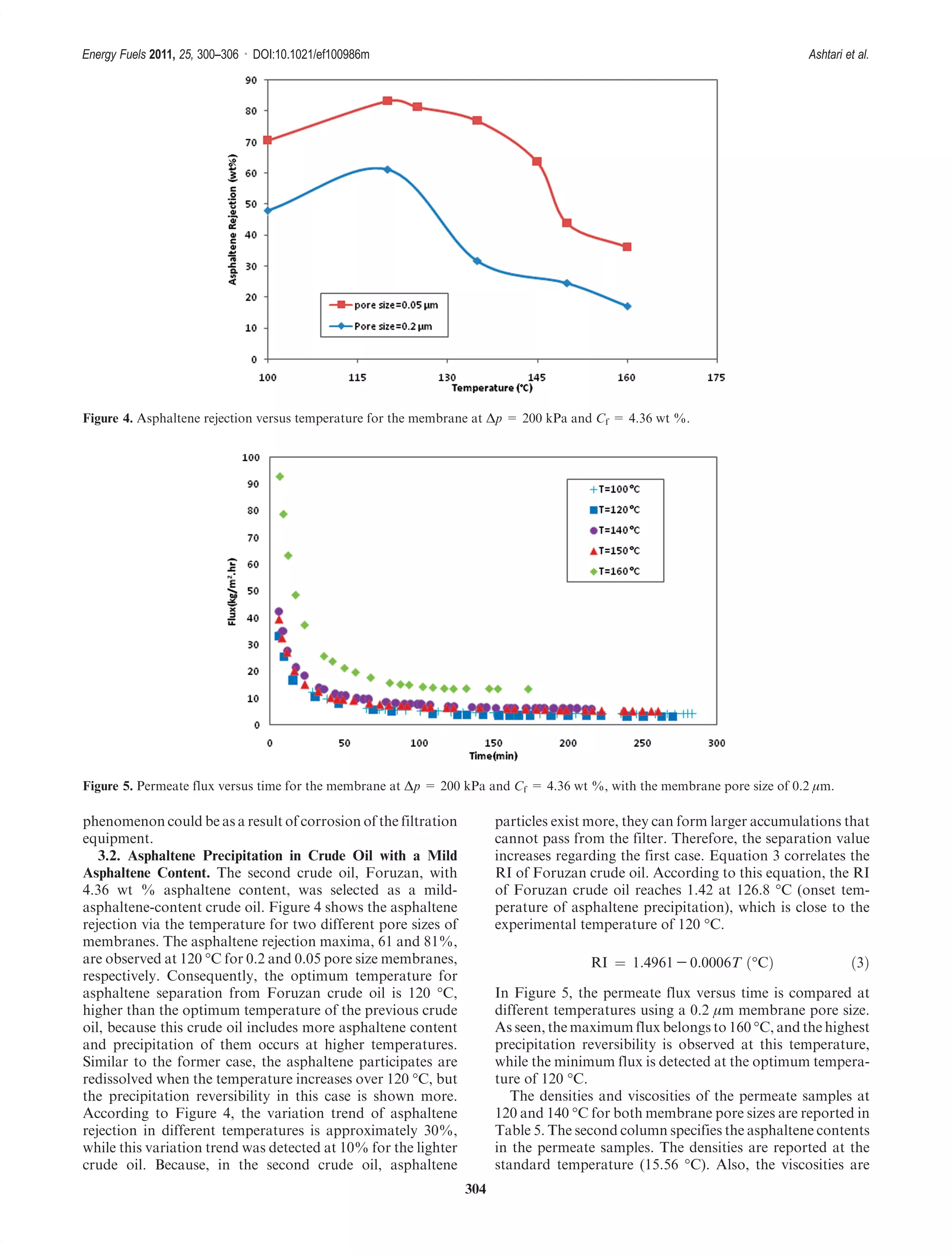
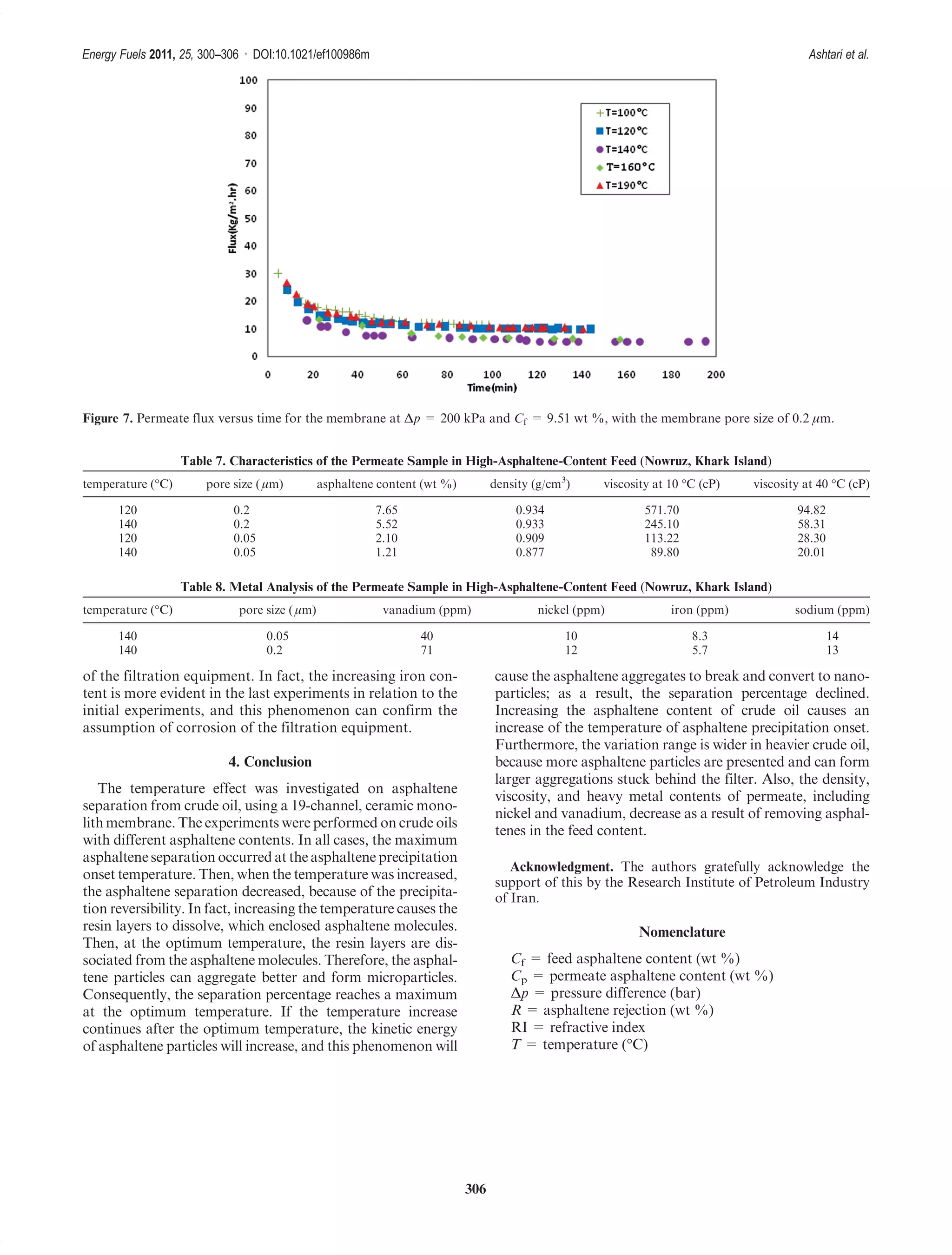
The document investigates asphaltene and heavy metal removal from three Iranian crude oils using ceramic monolith membranes at temperatures ranging from 75-190°C. The experiments showed that asphaltene separation reached 60-87% depending on the crude oil's initial asphaltene content. Smaller pore size membranes more effectively separated asphaltenes and heavy metals like nickel and vanadium. Crude oil densities and viscosities decreased after filtration, indicating asphaltene and metal removal. The results demonstrate that thermal treatment can effectively aggregate and remove asphaltenes using membrane filtration without solvents.