Downloaded 21 times




























![Laporan Tugas Akhir
BAB IV PENGUJIAN TAPPING LOWER BRACKET JIG
37
Gambar 4.3 Proses chamfering
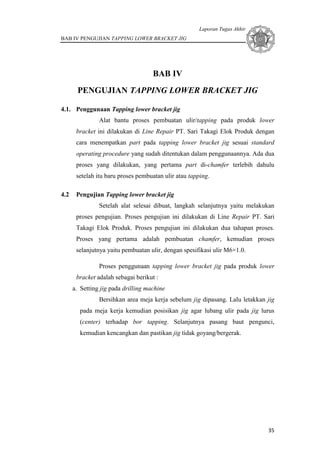
c. Proses pembuatan ulir (tapping)
Posisi.1:
Pasang part pada jig (posisi.1). Pastikan part masuk pada pin [1]
dan [2] pada jig. Kemudian lakukan proses tapping: hidupkan mesin pada
putaran 80 rpm , lalu tarik handle mesin bor ke bawah secara perlahan.
Pegang part dengan tangan kiri selama proses tapping dilakukan.
Gambar 4.4 Proses tapping posisi.1](https://image.slidesharecdn.com/diploma-2014-302755-chapter5-150611195312-lva1-app6892/85/Diploma-2014-302755-chapter5-33-320.jpg)
![Laporan Tugas Akhir
BAB IV PENGUJIAN TAPPING LOWER BRACKET JIG
38
Posisi.2:
Pada posisi yang ke-2 ini prosesnya sama seperti pada posisi ke-1,
Pasang part pada jig (posisi.2) tetapi part dibalik. Pastikan part masuk pin
[3] dan [4] pada jig. Kemudian lakukan seperti proses pada posisi.1
dengan putaran mesin yang sama.
Gambar 4.5 Proses tapping posisi.2
d. Pengecekan ulir
Setelah proses chamfering dan tapping selesai maka selanjutnya
adalah melakukan pengecekan pada hasil tapping, untuk memastikan
apakah hasil dari proses tapping ini sudah memenuhi standar yang
diinginkan atau tidak (Standar : Thread pin masuk normal/tidak macet).
Pengecekan dilakukan setiap proses produksi 1 pcs/box.
Gambar 4.6 Pengecekan ulir](https://image.slidesharecdn.com/diploma-2014-302755-chapter5-150611195312-lva1-app6892/85/Diploma-2014-302755-chapter5-34-320.jpg)



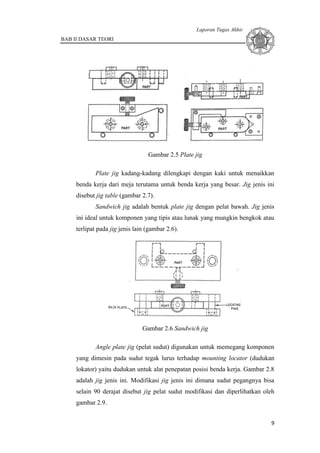
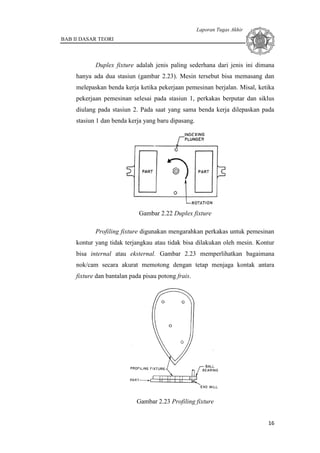
Bab ini membahas teori dasar tentang jig dan fixture yang digunakan sebagai alat bantu produksi untuk mempermudah proses produksi massal. Jig digunakan untuk mengarahkan alat potong sedangkan fixture untuk menahan benda kerja. Keduanya membantu meningkatkan akurasi dan efisiensi produksi.









































