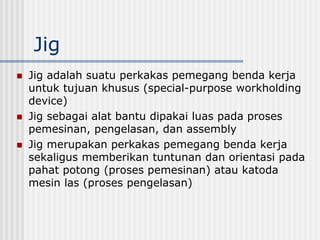
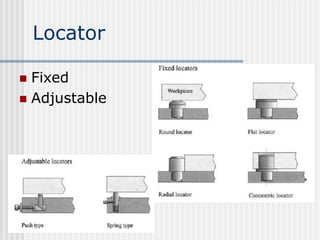
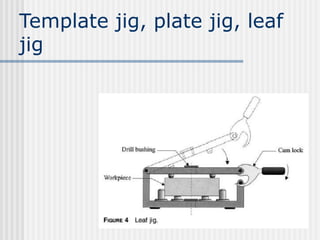
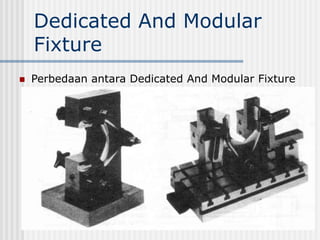
Workholding devices atau perkakas bantu berfungsi untuk memposisikan dan menahan benda kerja selama proses pemesinan. Terdiri dari jigs yang memberikan tuntunan ke pahat potong, dan fixtures yang hanya menahan benda kerja tanpa memberikan tuntunan. Jenis-jenis perkakas bantu umum meliputi vice, chuck, dan collet.