Download to read offline

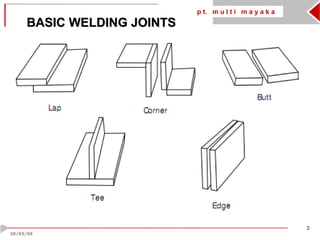
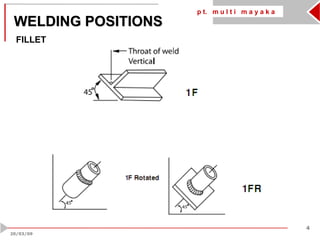
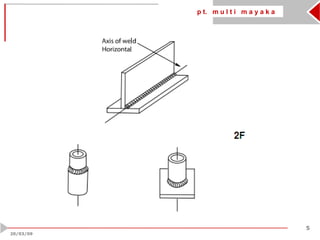
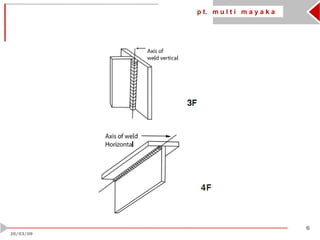
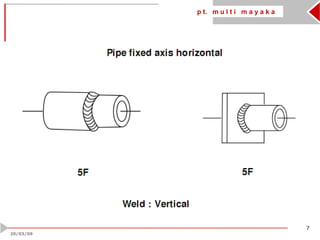
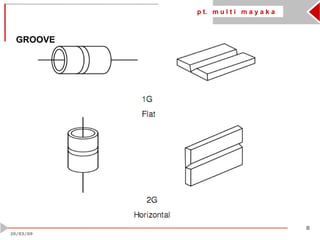
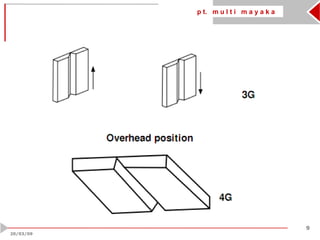
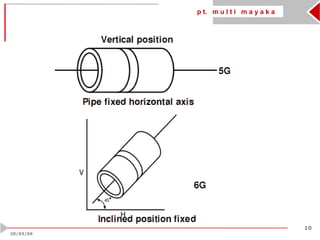
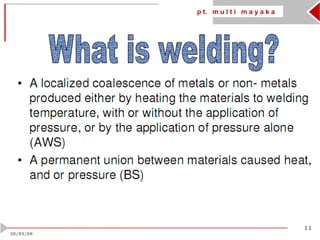

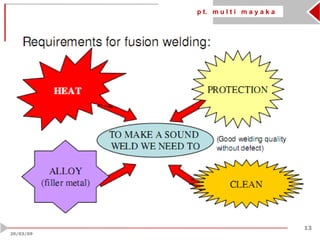

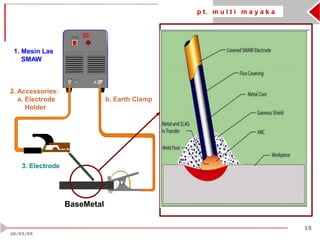
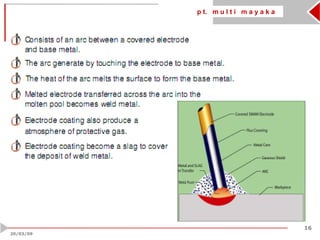
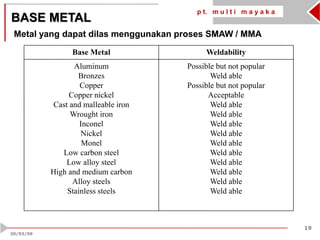
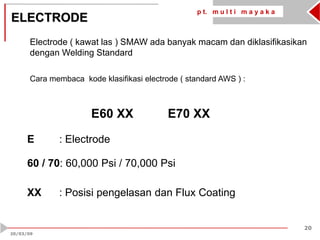
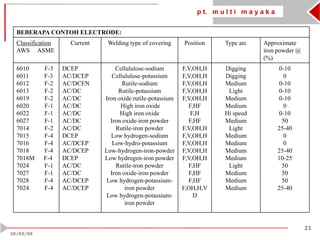
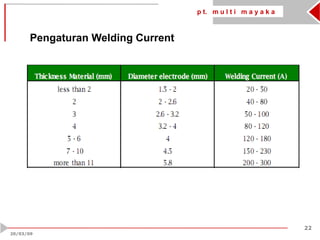

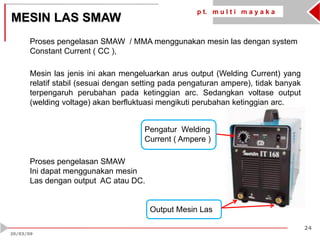




Dokumen tersebut membahas tentang proses pengelasan SMAW (Shielded Metal Arc Welding) yang mencakup dasar-dasar pengelasan, jenis sambungan las, posisi pengelasan, jenis elektroda, kelebihan dan keterbatasan proses, kompatibilitas dengan logam dasar, spesifikasi elektroda, pengaturan arus las, aksesoris yang digunakan, dan jenis mesin las SMAW.





















































![Modul Ajar Kurikulum Berbasis Cinta (KBC) SKI Kelas 11 [modulguruku.com]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkurikulumberbasiscintakbcskikelas11mamodulguruku-260211160930-802ab0b6-thumbnail.jpg?width=640&height=640&fit=bounds)

![Modul Ajar KBC SKI Kelas 6 MI [MODULKELAS.COM]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkbcskikelas6mimodulkelas-260207160743-753abfd0-thumbnail.jpg?width=640&height=640&fit=bounds)











