Page
A 1. CoverPage 1
A 2. Chapters List 2
A 01 Corrosion Engineering, Corrosion Types and Controls 3
A 02 High Temperature Corrosion 14
A 03 Petroleum Refinery Corrosion 20
A 04 Salt Water Corrosion 24
A 05 Corrosion Control by Blasting & Painting
A 06 Corrosion Control by Metal Finishings
A 7 Corrosion Control by Cathodic Protection
B 01 Galvanic Tables
B 02 Chemical Resistance Tables, Chemicals Vs Combatiable Materials
Total Pages
Corrosion, Engineering, Control
Chapters / Topics List:
Authored by R.Annamalai, (former Chief Equipment Engineer, JGC Corporation), rannamalai.jgc@gmail.com
By JGC Annamalai
2
3.
Corrosion: Other relatednames are Metal Loss, Remaining Life, Corrosion Control
Importance of Corrosion Control:
Corrosion : Some definitions :
Metallurgy: is extraction of metals from ores by separation, purification, concentration, refining of metals, alloying etc. or
making-shaping-treating of metals. The metals have high energy. Ores are neutral or energy exhausted and have low
NACE International (on 22 Mar 2017) released the "International Measures of Prevention,
Application and Economics of Corrosion Technology (IMPACT)" study, in which it
estimates the global cost of corrosion to be US$2.5 trillion, equivalent to roughly 3.4
percent of the global Gross Domestic Product (GDP), per year.
Nine Forms of Corrosions (General) : Based on the behaviour of corrosion, all types of
corrosion are grouped into 9 types, for study, analysis, and control :
infant hydrogen can penetrate into material and gather at the voids
and on pressure build up , it will break the metal
material fails due to combined action of stress, corrosion and open
flaw.
happens mostly in pumps and pipes with turbulant flows with or
without solids.
(9) Hydrogen Damage :
(4) Pitting Corrosion :
(5) Intergranular
Corrosion :
(6) Selective Leaching :
(7) Erosion-Corrosion :
(8) Stress Corrosion :
Corrosion Problems, Causes, Remedies
Chapter-A1 General Corrosion, Types, Control (metals including CS and SS) Prevention / Remedies
In the USA alone, the annual cost of corrosion and its protection is estimated at $8 Billion.
In the operating Plants alone. The loss of time and money, due to product losses etc due
to corrosion damages are huge. The cost of metal loss and Corrosion control cost is
approximately equal to 11.25% of a barrel crude cost.
We have services
using Chlorine, HCL
and Sea Water. So, these
cannot be avoided. If these
are produced as by-product
(unwanted), the formation
should be prevented or
drained out immediately,
from the source point.If it is
necessary to use Cl, HCL
and Sea Water: the
following methods are used:
(a). Better material
selection: Use Duplex SS,
Monel, Titanium, Cu-Ni, Ni-
Cu, rubber, plastics, FRP or
lining/ cladding of material
which has less corrosion at
the service environment.
(b). Inhibitors: If Cl, HCL or
Sea Water or service fluids
containing any of these
compounds, are flowing in a
cirulated loop, corrosion
inhibitors can be used. Or if
the service fluid enters into
another equipment of safe
material, the inhibitors can
be drained, off way, if
possible.
(c). Cathodic Protection
(CP): In addition to the
above 2 controls, CP may
be used, to control the
corrosion of the pipes,
vessels, rigs, equipments,
ships etc.
(d). Surface Protection : by
application of coating and
painting and/or weld overlay
by corrosion resistant alloys
(e). To Control
Intergranular Corrosion:
Control the temperature
such that the metal
temperature is away from
450 to 950˚C
similar to rusting on steel material due to atmosphereic action or
similar
mostly happens with copper alloys. Zinc is removed from brass.
corrosion at the grain boundries, on sensitized SS
happens mostly due to chlorides which easily break the passive layer
and start corrosion the SS
happens small voids or dead ends when there is no flow or the SS is
starving for oxygen
happens when two metals, with different galvanic potential are
electrically in contact
Engineers strive hard to combat corrosion. One method of corrosion control is material
selection and to use, noble metals like stainless or heat resistant steel.
(1) Uniform corrosion or
Bulk Corrosion :
(2) Galvanic Corrosion :
(3) Crevice Corrosion :
The study found that implementing corrosion prevention best
practices could result in global savings of between 15-35% of
the cost of damage, or between $375-875 billion (USD).
Rusting: Rusting is referred to Ferrous metals and it is oxidation of iron or its alloy with oxygen.
By JGC Annamalai
03
4.
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
Corrosion Control & Prevention methods :
Different Types of Corrosion
(1). Bulk Corrosion or General Corrosion :
(2). Pitting Corrosion :
The following are the causes which will help to initiate or have pitting corrosion.
(2).Harsh Pitting Corrosion:
An Alloy : (1) Alloy is a mixture of metals(like Brass) or (2). a mixture of a metal and another element(non-metal,
like Carbon) forms steel, a alloy. An alloy may be a solid solution of metal elements (a single phase) or a mixture of
metallic phases (two or more solutions). Intermetallic compounds are alloys with a defined stoichiometry(chemistry) and
crystal structure.
(3)
(4)
(5)
(a). Localized chemical or mechanical damage to the protective oxide
film;
water chemistry factors which can cause breakdown of a passive film are
acidity, low dissolved oxygen concentrations (which tend to render a
protective
oxide film less stable) and high concentrations of chloride (as in
seawater)
(b). Localized damage to, or poor application of, a protective coating
(c). The presence of non-uniformities in the metal structure of the
component,
The localised attacks on stainless steel can produce surface pitting and
crevice corrosion. Most pits form when there is an inclusion or there has been
a breakdown of the passive film, on the stainless steel surface.
Theoretically, a local cell that leads to the initiation of a pit can be caused by an
abnormal anodic site surrounded by normal surface which acts as a cathode, or by the
presence of an abnormal cathodic site surrounded by a normal surface in which a pit
will have disappeared due to corrosion
It is another type of Pitting Corrosion. Harsh pitting corrosion is a localized damage where pits are formed in stainless
steel. Here also, Pitting corrosion is caused by chloride ion, but at elevated temperatures and exposed for extended
amounts of time, or lack of oxygen to the surface. Harsh Pitting is one of the most detrimental corrosive types. The only
sure way is to avoid it and to keep the steel away from prolonged exposure to these dangers.
Corrosion
Engr
Metal Surface Protection : The corroding surface should be protected by Coating, painting, nobel metal
weld overlay/ lining, galvanizing, plating etc.
Cathodic Protection (1).Use of Sacrificial Materials: (zinc, aluminum anodes), (2). Impressed Currents
Use of Corrosion Inhibitors : A corrosion inhibitor is a chemical compound that, when added to a liquid
or gas, decreases the corrosion rate of a material. It spreads to the surface and passivate and protect.
Corrosion
Engr
We are all familiar with one of the most common forms of bulk corrosion on surface : the rust. When iron rusts, the
attack is fairly uniform over the surface exposed to the corrosive environment.
Chloride attack of stainless steel is exactly the opposite. Pits form and grow perpendicularly to the surface being
attacked, rather than spreading out evenly as rust does. Some areas may appear essentially untouched by the
corrosion, while others will be severely attacked. This means that if pitting corrosion starts on thicker tubes and pipes, it
will sometime make deep hole and leak through first. Sometime, thinner metal area without pits, will have no evidence
of corrosion or may not leak first.
Initiator
Design Engr:
Corrosion
Engr
Better Engineering : Based on earlier experience, to find out ways to avoid corrosion (fluids, routes etc.)
Better Material Selection : Based on the fluid handled and environment, the suitable material is to be
selected to withstand the corrosion
Control Type
(1)
(2)
Corrosion : is reverse process of Metallurgy. Metals always want to return to their
stable state(as ores). Corrosion is one way of returning to ore state. The metals have
high energy and deteriate with the environments, change to oxides, sulfides, sulfates,
their compounds etc. i.e. to the low energy and stay as stable as possible.
Rusting is a form of corrosion, spcifically referred to Ferrous metals, oxidized in the
presence of oxygen. Rusting is happening so that the steel returns to the native state.
Various Forms of Pitting
04
5.
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
(3).Stress Corrosion Cracking (SCC) :
(4).Crevice Corrosion:
Crevice Corrosion Resistance of Stainless Steels, in saline / chlorine environment.
Rare, yet severe, stress corrosion cracking is the result of tensile stress combined with elevated temperature, and
moisture. At a highly increased rate, it is unlike that of other varieties. This type of decomposition can break down the
mechanical properties of steel in days rather than months or years. Sensitization will cause SCC.
Avoid dead ends and
"no flow" locations.
When ever, dead ends are
identified, remove them. If
Socket welds are involved,
the void between the pipe
and flange/fitting can be
filled by appropriate
material. Or, instead of
socket weld, butt welds can
be used. Flange faces are
often weld overlayed, with
better metal , to meet the
corrosion.
Examples: Corrosions are found at areas
like tightly fit joints on lap welded joints, slip
or shrink fit metal joints, layers of corrosion
scales/layers and metals, stacked
plates/sheets with organic or chlorine
containing material, between the sheets,
threads, machined grooves, tears, . . . Etc.
Crevice Formation: Crevice corrosion
usually starts in gaps a few micrometres
wide, (less than 1/10,000 of an inch). The
SS passive film requires oxygen from the
surrounding sea water or similar
environment, to rebuild and repair this
protective oxide film wherever gaps or
scratches occur. Metal ions present or
entering the moist environment of the tiny
crevice hydrolyze, eliminating the hydroxyl
(OH-) ions thus dropping the PH so that the
crevice becomes very acidic as well as
positively charged . With low pH, Chlorine
ion concentration is high enough (very
Salty) the chemical breakdown of the
protective film covering the stainless steel
will begin.
For CS, if the temperature is
below 75˚C, Flash zone
compound or epoxy or
Belzona compound coating
is applied. Or Monel weld
overlay is applied.
For SS, Monel weld overlay
is applied.
For stainless steels, this critical point will vary by the composition of the metal for example type 304 will breakdown at a
PH drop to 2.1 or less with a Chlorine concentration of 1.8 times normal sea water while type 316L remains resistant
until the PH drops down further below 1.65 and the Chlorine concentration in the crevice rises to about 7.5 times normal
sea water concentrations.
05
6.
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
(5).Inter-granular-Corrosion: (The subject is discussed in details, in Chapter-B3)
(6).Galvanic or Dissimilar Metal Corrosion or Bi-metallic Corrosion :
(7).General Corrosion:
This corrosion uniformly on the whole surface, mostly due to wet Air, water
tank, acid , alkali tanks etc. With not much penetration, but covering the
entire surface, general corrosion can be sometime destructive. Dissimilar of
other corrosive damages, many of them are specific to locations that interact
with whatever element is destructive. However, general corrosion happens to
the entire surface consecutively.
Galvanic Corrosion occurs when two or more dissimilar metals (having
different potential/ eneregies are in contact, elecrically. The higher or noble
metals will stay strong and weaker metals will loose the material(sacrifice).
Sacrificial anodes are good example for galvanic action. Generally SS, is noble
for most of the metals, used in the Industry, and least affected.
After the initiation process has passed the critical point for the particular stainless steel in use the shielded crevice
becomes anodic (acts like a tiny anode) with the remaining bulk of the stainless steel acting as the cathode and
traditional galvanic corrosion is underway.
Another rare type of damage that can break down stainless steel structures is intergranular corrosion. The word
“intergranular” as defined by dictionary.com is “located or occurring between granules or grains;” therefore, this
corrosive harm happens between the grains. Chromium exposed to excessive heat(430 to 850C), fuses with carbide,
creating chromium carbide. This way the material looses Chromium to form / repair the passive layer. Techniques used
to avoid the problem of intergranular attack are (1). use low-carbon stainless steel (b). controlled heating (c). Stabilizing
the SS by Titanium and Niobium and thus avoiding chromium to form carbon carbides, (d). solution annealing.
Inter-granular - Corrosion
Galvanic(two metal) - Corrosion
06
7.
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
Corrosion Control Methods :
The following methods are used to Control Corrosion in Industries:
(1).Better Material Selection
(2).Better Engineering
(3).Cathodic Protection if the object to be protected is
(a). submerged in water or any fluid or
(b). buried into the soil or (c). the storage tanks.
(4).Corrosion Inhibitors, mixed into the fluid(electrolyte) by the use of sacrificial anodes or impressed currents.
(5).External Surface Protection (mostly for CS)
(a). by painting, coating, wrapping,
(b). Zinc, Aluminum metal coating, phosphating, metal finishes, Chrome, nickel plating, thermal/plasma spray
(c). weld metal overlay, cladding
(1).Better Material Selection:
For long term service, it is always advised to use austenitic stainless steel weld overlay/ clad on the new or existing
carbon steel vessel/reactor in high temperature hydrogen service.
Earlier to 1970, most of the pressure vessels/ columns, in Oil & Gas Plants were made of CS. Nascent/atomic
hydrogen, a product of H2S, has free travel or diffuses into CS and stay at pockets/voids(lamination, porosity, slag etc)
or travel further.
Soon, Nascent hydrgen converts to hydrogen molucule and the internal pressure inside the voids builds up.If the
pressure is high and the wall thickness is thin, they used to make blister on surface or crack the plate. .
Hydrogen sulfide is problem
in oil & gas industries. Most of
the oil & gas wells have H2S .
H2S moves along with oil/gas
when they are pumped out.
The material selection is
based on H2S concentration.
Often Nelson Curve is used to
select the material for various
temperatures and H2 partial
pressure concentration.
Abundant atomic or nascent
hydrogen (H) is produced
from hydrogen sulfide (H2S),
at temperatures from 100 to
200°C
Carbon steel is most common
material for construction in Indutries
due to their low cost, easy
fabrication etc. Most of the
Corrosion study and controls are
developped for CS. If the service
requires protection and need the life
to be extended, better material are
selected. Often chrome steels are
better choices over CS. Popular
among the Cr steels are 1/2Cr-
1/2Mo, 1 1/4Cr-1/2Mo, 2 1/4Cr 1Mo,
5Cr 1Mo, 9Cr 1Mo. They are mostly
used in thermal power plants and
Oil & Gas Industries/Refineries.
07
8.
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
Chlorine, HCL, Seawater Service:
At present, most of the vessels are made from killed CS plates or the plates are UT checked for finding lamination and
defects & repair or opt to use SS cladded and / or weld overlay or fully SS plates
(3). Organic material contains carbon. Due to organic material decay, carbon will be abundant and may combine
with Chromium and form chromium Carbide and in that place, Chromium will be depleted and the material will start
to corrode.
SS-304 is not suitable for sea water. SS-316, is little better. SS-316 can be used in water service, where chlorine is
injected for bacteria killing etc. If temperature is involved, like heat exchangers, special studies / test are necessary to
select suitable material.SS316 is not suitable for immersion service or not for continuous service in sea water.
Most of the Oil companies, operating in Off-Shore, use Duplex Stainless Steels(2205), Inco-625 etc materials for sub-
sea service.
Stainless steels, is a steel having stain free , non-rusting and ever shining surface and has over 10.5% chrome . It is
not rusting easily. It is generally shinning even in rain and light sea breeze. Stainless steel is corrosion and oxidation
resistance, due to the presence of Chromium.
Type 304(18Cr–8Ni) stainless steel is simple stainless steel. However, Chloride/chlorine can easily penetrate the oxide
passive layer /barrier of SS. Oxide Passive layer normal thickness, on machined SS, is 1 to 5x10-9
meters(1 to 5 nm)
(1). If the material stored contains, chloride or chlorine or evolve these products during the process, stainless steel
will corrode.
(2). If the oxide layer is damaged, by scratch or erosion etc, SS surface environment should have oxygen present,
so that SS-304 will get the oxide layer back quickly otherwise, it will corrode.
Most of the large Industries / Plants, know their service fluids and products and they will have detailed service history for
most of the equipments and piping. They have detailed material selection procedures and corrosion control methods
and always specify better / right material for the service, in their Design Documents.
Some of the fluids (services) and their suitable matrial selection are :
(4). Iron dust from industry environment, will deposit on the SS surface. If rains or in the high humid atmosphere or
mixed with water, the iron will form grey or black color corrosion/oxide marks on the surface.
For dry Chlorine or dry HCL, SS-304 or SS-316 are OK. However, for aqueous(say with water) Chlorine, HCL and sea
water service, better selection is Duplex SS 2205 & 2507, Cu-Ni materials, Monel, Titanium , rubber and plastics, if
service allows use, cladding or lining.
08
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
(2). Better Engineering :
Other Corrosion control methods :
(1). Select suitable alloy/material to suit the corrodent
(2). Surface protection: painting, coating, wrapping, Zinc,
(3). cathodic protection,
(4). corrosion inhibition etc
For further reading:
(1) Corrosion of Austenitic Stainless Steels, by Khatak and
Baldev Raj, Woodhead Publishers
(5). Contaminations: Often workshops have ferrous and SS materials and machining operations, near by, thus
causing iron particles to fall on the SS surfaces and later cause corrosion.
(6). Solution Annealing: Unless the job is specifically cold worked or thermal treated to get specific properties, it is
always better to have , on each Purchase Order, Solution Annealing on all SS parts, at the end of job completion or
before shipment.
(1). Stagnation or No Flow : Avoid dead ends and no flow
locations. When ever, dead ends are identified, remove them. If
Socket welds are involved, the void between the pipe and
flange/fitting can be filled by appropriate material. Or, instead of
socket weld, butt welds can be used. Also determine
condensation outside or inside pipe/vessel and design for their
quick drain(particularly at supports). If the vessel is designed for
condensation (like condensers), not providing small drains may
be justified.
(2). Crevices: Areas Open to atmosphere: Avoid water stagnation points, specifically at crevice locations.
(3). Multiple Metals: Avoid mixing metals , one from the top and another from bottom of Galvanic Table. Use, as much
as possible, metals having equal or very near in Galvanic Table
(4). Heat & Sensitization: Avoid welding or heating temperatures which will cause sensitization.
Aluminum metal coating, phosphating, Cadmium
plating, metal finishes, Chrome, nickel plating,
thermal/plasma spray, noble metal weld overlay
10
11.
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
Chloride Corrosion:
Chloride Pitting Resistance
PREN = %Cr + 3.3Mo + 30N
Crevice Corrosion Resistance
Means of reducing or preventing stress
corrosion cracking are :
(1). Elimination of residual stresses by
stress relieving heat treatments,
(2). purification of the medium, (3).
choice of the most appropriate
material, (4). improvement of the
surface condition, (5). avoid surface
machining stresses, (6). perform
peening treatments on welds to induce
The most frequent cause of corrosion failures in stainless steels
is localized attack induced by chlorides; specifically, pitting,
crevice corrosion and stress-corrosion cracking. 6MO is
positioned as an upgrade to austenitic stainless grades such as
316L, 317L and 904L. It is also superior to Alloy 20 and Alloy
825 in resistance to a wide range of corrosive environments.
6MO is also found to be a cost effective substitute for higher
cost nickel-base alloys such as alloys G, 625, 276 and titanium
for many applications.
Stress-Corrosion Cracking(SCC) PREN Numbers for some of the Stainless Steels
SCC usually occurs in certain specific
alloy-environment-stress combinations.
Stress corrosion cracking (SCC) is the
cracking induced from the combined
influence of tensile stress and a
corrosive environment. The impact of
SCC on a material usually falls
between dry cracking and the fatigue
threshold of that material.
The Critical Crevice Corrosion Temperature (CCCT) test is often
used to compare the crevice corrosion resistance of various
alloys.
Chloride stress-corrosion cracking
(SCC) is one of the most serious forms
of localized corrosion. Higher
temperatures and reduced pH will
increase the probability of SCC. It has
been determined that alloys become
more resistant to SCC as their nickel
content increases above 12% and their
molybdenum content rises above 3%.
(NACE MR175 / ISO15156 require for salt water or
sea water or saline water service, PREN should be 40
or above)
Stainless Steel: Chloride stress corrosion cracking (CLSCC) is one the most common reasons why austenitic stainless
steel pipework and vessels deteriorate in the chemical processing and petrochemical industries. Deterioration by CLSCC
can lead to failures that have the potential to release stored energy and/or hazardous substances. Stainless steel affected
by sensitization, often attacked by chlorine ions and cause CLSCC.
The pitting resistance of an austenitic stainless steel can be
related directly to alloy composition, where chromium,
molybdenum and nitrogen are a weight %. The Pitting
Resistance Equivalent Number (PREN) uses the following
formula to measure an alloy’s relative pitting resistance - the
higher the number, the better the pitting resistance.
The high level of molybdenum and nitrogen present in 6MO has
a beneficial effect on crevice corrosion resistance in chloride-
bearing, oxidizing, acid solutions. 6MO also has better crevice
corrosion resistance in seawater than 316L, 2205 and 904L.
11
12.
Chapter-A1 General Corrosion,Types, Control (metals including CS and SS) Prevention / Remedies
By JGC Annamalai
PERN are recent development, to find relative corrosion resistance of different materials for comparison.
Corrosion Control and Preventive Methods :
(1). Select suitable alloy/material to suit the corrodent
(2).External Surface Protection (mostly for CS or similar)
(a). by painting, coating, wrapping,
(b). Zinc, Aluminum metal coating, phosphating, cadmium metal finishes, Chrome, nickel plating, thermal/plasma spray
(c). weld metal overlay, cladding
(3).Corrosion Inhibitors, mixed into the fluid(electrolyte)
(4).Cathodic Protection to the object by the use of sacrificial anodes or impressed currents, when the object is
(a). submerged in water or any fluid or
(b). buried into the soil or (c). the storage tank bottom with soil in contact.
Many researchers / authors had established
formulas to calculate them. All the formulas use Cr
as base and Ni is not used in the formulas for
corrosion resistance.
PREN : Drawback : The major drawback in PREN, uses a parameter based only on chemical composition. It ignores
the detrimental effects of microstructural constituents such as manganese sulfide, sigma, chi, chromium-depleted
zones, and also alloying element segregation due to coring produced by processes such as welding
PREN = Cr + 3.3 (Mo + 0.5 W) + 30N
12
Corrosion Types
Pittingand Crevice
Galvanic / Electrochemical
Intergranular
Biological
(1).
cs
The Nickel Institute guidelines for continuous exposure at ambient temperatures (~20˚C) and neutral pH (~ pH7), are
that 304 can cope with 2ppm chlorine and 316 with ~5ppm chlorine. For Sea Water : SS-304 is not good for Sea water
corrosion. SS-316 may be used inside boat and inside building, inside the coastal areas. For services, where contact
with Sea water, SS-316 will start corroding.
Pitting Corrosion is probably the most frequent form of corrosion in SS. The
corrosion resistance of stainless steels to pitting corrosion is often expressed
by the PREN (Pitting Resistance Equivalent Number) obtained through the
formula:
PREN = Cr + 3.3 (Mo + 0.5 W) + 16N, where the terms correspond to the
contents by weight % of Chromium, Molybdenum, Tungston and Nitrogen
respectively in the steel.
The higher the PREN, the higher the pitting corrosion resistance . Increasing
chromium, molybdenum and nitrogen contents provide increasing resistance
to pitting corrosion. PREN>30 is recommended for sea water service.
Pitting Corrosion : (1). Chromium oxide passive layer on SS surface is
theoretically uniform in thickness and has no defect. However, in practice, the
passive layer has defects and damages and not uniform in thickness. Cl and
HCL are found, easily breaking the Chromium Oxide passive layer at the
weaker passive layer locations, thus entering into the SS grains and attacking
them, at weaker locations.
The types of corrosion more relevant to Stainless Steel are:
Comment
Discussed here
Discussed here
SS is comparitively noble. Generally no corrosion on SS.
Connected to non-SS material(mostly CS) is corroding. CS acts as anode.
Discussed here
Corrosion Problems, Causes, Remedies
Cures / Remedies
Chapter-A2 Corrosion Attack on SS
Pitting Corrosion due to attack of Chloride Ion, Chlorine, HCl, Seawater,
common salt etc. on SS :
Problem: Stainless Steel, is often has Pittings & corrosion at the Crevices, in
chlorine, sea water service. Immersion in sea water for few years, SS-304
showed severe pittings & cracks .
For aqueous(say with water) Chlorine, HCL and sea water service, better selection is Duplex SS 2205 & 2507, Cu-Ni
materials, Monel, Titanium , rubber and plastics, if service allows, we may use, cladding or lining.
SS-304 is not suitable for sea water. SS-316, little better than SS-304, but continuous submerged SS-316 show, pitting
and crevice corrosion and sometime hole through leaks. SS-316 can be used in water service, where chlorine is
injected for bacteria killing etc. If temperature is involved, like heat exchangers, special studies / test are necessary to
select suitable material. SS316 is not suitable for immersion service or not for continuous service in sea water.
Theory: Chlorine readily forms chlorides when in contact with gases such as
methane, hydrogen sulphide and ammonia. Hydrochloric acid (HCl) can also
be formed by these reactions. Chlorine dissolves readily in water forming
hydrochloric and hypochlorous (HOCl) acids, which is very corrosive mixture.
Chlorine can also assist in the oxidation of dissolved gasses, such as sulphur
dioxide (SO2), forming sulphuric and hydrochloric acid in water. It is these
oxidising properties that make chlorine an aggressive component in waters.
Chlorine is very aggressive to stainless steels.
By JGC Annamalai
14
15.
Cures / Remedies
Chapter-A2Corrosion Attack on SS
By JGC Annamalai
Explanation by Corrosion Engineers/Researchers
on Pitting Corrosion on SS Surfaces :
(1) An increased anodic reactivity,
(2) Transformations of the austenite into martensite and ferrite,
(3) An embrittlement of the metal around the pit, and
(4) A buildup of internal stresses in the metal.
Chloride Corrosion:
Chloride Pitting Resistance
Some, Researchers are also using similar formula, with 30N
Crevice Corrosion Resistance
Stress-Corrosion Cracking Resistance
Pitting is one of the most destructive forms of corrosion, as it causes potential
failure of metals and alloys due to perforation/ penetration. Stainless steel
corrosion is highly localised and apparently random. Tiny holes called pits can
drill through a substantial thickness of steel in a relatively short time. The pits
can cause leaks or initiate cracks.
(2). There are also cases like: Tiny sulphur-rich impurity particles, about 10 millionths of a metre in diameter,
solidify at a lower temperature than the SS (Sulfur compounds has low melting temp), remain as molten for a time
after the SS metal has solidified and later it "suck" chromium from the SS, around them. This suction happens at the
passive layer also. Passive layer loses the chromium and thus it is weak in oxidation.
Hydrogen can pin mobile dislocations which apparently initiate the secondary
pits. The growing gas bubbles at the bottom of the pit cause an additional
potential drop. Although the hydrogen development inside the pit is
not of primary importance in the pitting corrosion process, it has significant importance in the mechanism of stress
corrosion cracking. Finally, the factors which control the pitting corrosion are the concentrations of “H and Cl" ions in
the pit electrolyte. Chloride Ion-induced corrosion is not bulk corrosion.
Chloride stress-corrosion cracking (SCC) is one of the most serious forms of localized corrosion. Higher temperatures
and reduced pH will increase the probability of SCC. It has been determined that alloys become more resistant to SCC
as their nickel content increases above 12% and their molybdenum content rises above 3%.
The most frequent cause of corrosion failures in stainless steels is localized attack induced by chlorides; specifically,
pitting, crevice corrosion and stress-corrosion cracking. 6MO is positioned as an upgrade to austenitic stainless grades
such as 316L, 317L and 904L. It is also superior to Alloy 20 and Alloy 825 in resistance to a wide range of corrosive
environments. 6MO is also found to be a cost effective substitute for higher cost nickel-base alloys such as alloys G,
625, 276 and titanium for many applications.
The pitting resistance of an austenitic stainless steel can be related directly to alloy composition, where chromium,
molybdenum and nitrogen are a weight %. The Pitting Resistance Equivalent Number (PREN) uses the following
formula to measure an alloy’s relative pitting resistance - the higher the number, the better the pitting resistance.
The high level of molybdenum and nitrogen present in 6MO has a beneficial effect on crevice corrosion resistance in
chloride-bearing, oxidizing, acid solutions. 6MO also has better crevice corrosion resistance in seawater than 316L,
2205 and 904L.
The Critical Crevice Corrosion Temperature (CCCT) test is often used to compare the crevice corrosion resistance of
various alloys.
Corrosion of this passive layer, just one 10 millionth of a metre thick, is the virus that triggers the main attack. (also
refer to Chapter-3, for details on Passive Layer).
Normally, pitting corrosion involves (a). local dissolution (b). followed by the formation of cavities on stainless surface.
Even though the surfaces are coated with a passive film, when exposed to an aqueous solution containing aggressive
anions, such as chloride and sulfate, the solution can penetrate through the passive layer and cause corrosion.
During the pitting corrosion process of austenitic stainless steel in chloride
environment, hydrogen development occurs inside the pit, even under anodic
polarization conditions in a basic environment. The hydrogen diffuses in the
austenitic steel around the pit and causes:
Major cause for SS316 material pitting, in marine use, is due to : (1). Surface roughness (the smoother a surface, the
less prone it is to pitting); (2). Surface scales; (3). Iron/Ferrous contamination
15
16.
Cures / Remedies
Chapter-A2Corrosion Attack on SS
By JGC Annamalai
Pitting Resistance Equivalent Number (PREN).
(2). Crevice Corrosion :
An oxygen concentration cell may also form if there is a depletion of
oxygen in the dead space in the lap joint. If the material is stainless steel
and there are high levels of chlorine in the water, the chlorine will attack
metal in the dead space between the two pieces of metal, breaking down
the passive film.
Since there isn't any oxygen available to regenerate the passive film, the stainless becomes active (anodic) in this cell and
the rest of the stainless stays passive (cathodic) because the passive film remains intact. With this lap joint in water
(electrolyte) conditions are right for current to flow and corrosion occurs in the crevices formed in the lap joint
Concentration cells can form in any crevice in watering systems and corrosion is more likely to occur with the use of
chlorine or hydrochloric acid. Corrosion may be accelerated if there are large amounts of organic material and very low
levels of oxygen in the water along with the use of chlorine. Oxygen is necessary to maintain the passive film.
Crevice Corrosion will be prevented through:
(1). Use welded butt joints instead of riveted or bolted
joints in new equipment
(2). Eliminate crevices in existing lap joints by continuous
welding or soldering
(3). Avoid creating stagnant conditions and ensure complete
drainage in vessels
(4). Use solid, non-absorbent gaskets such as Teflon.
(5). Use higher alloys (ASTM G48) for increased resistance
to crevice corrosion
Corrosions are found at areas like tightly fit joints on lap welded joints, slip or shrink fit metal joints, layers of corrosion
scales/layers and metals, stacked plates/sheets with organic or chlorine containing material, between the sheets, threads,
machined grooves, tears, . . . Etc.
The illustration below shows how corrosion occurs at a crevice created by
a lap joint. At the edge of the lap joint, movement of water (electrolyte)
flushes away metal ions resulting in a lower metal ion concentration. The
space between the two pieces of metal is stagnant and there is a higher
concentration of metal ions, allowing corrosion to occur at the edge of the
mechanical joint
Pitting Corroion will be
prevented through:
(1). Proper selection of
materials with known
resistance to the service
environment
(2). Control pH, chloride
concentration and
temperature
(3). Cathodic protection
and/or Anodic Protection
(4). Use higher alloys (ASTM
G48) for increased resistance
to pitting corrosion
These alloys having
PERN, above 30, and
suitable for high corrosion
service are called
HPASS(High
Performance Austenitic
Stainless Steels
HPASS
16
17.
Cures / Remedies
Chapter-A2Corrosion Attack on SS
By JGC Annamalai
Failure Analysis report on the collapsed, Silver Bridge(Ohio River), on 1967,
showed the following are the causes for the failure :
The collapse happened, in succession as in the following order.
(1). Fretting wear crack on Eyebar.
(2). Crevice Corrosion crack
(3). Excessive residual stresses of the casting supporting the bridge.
(4). Excessive residual stresses on the weld joints, near the pad plates.
(5). Some Investigators say, the Silver Bridge had failed
due to Stress Corrosion Cracking on Eyebar SCC
Sensitization & Intergranular Corrosion : (My e-book, Secret of Stainless Steel, will give more info on IGC)
Control of Sensitization :
Carbon Affinity: Carbon has more affinity to Titanium and Niobium than Chromium. So, if we use Ti and Nb, the effect of
carbon in SS, in sensitization will be reduced. Now, we use SS321(Titanium stabilized) and SS347(Niobium stabilized)
Temperature control : Sensitization happens when the SS is exposed at 425 to 950°C. So, if we plan, to avoid the
heating or avoiding heating in the temperature range(425 to 950°C), sensitization can be controlled.
Full Solution Annealing the sensitized SS material, say around or at 1100°C will remove (a). all sensitization effect, (b).
relieve Residual stresses due to forming or fabrication, (c). SS skin tint/coloring etc after welding and heat treatment
scales and SS will revert back to annealed condition
The bridge collapse, was due to a defect in a single link, eye-bar 330. A small crack was formed through fretting wear
at the bearing, and grew through internal corrosion, a problem known as stress corrosion cracking. The crack was only
about 0.1 inches (2.5 mm) deep when it went critical, and it broke in a brittle fashion. Growth of the crack was probably
exacerbated by residual stress in the eyebar created during manufacture
Effect of Sensitization: Austenitic SS often has service related failures like: Stress Corrosion Cracking(SCC),
InterGranular Corrosion(IGC). When the material temperature is 430 to 850°C, Carbon in SS move randomly and have
more affinity to Chromium and forms Chromium Carbides, (M23C6) at the grain boundries. Result: At the grain boudry: Cr
level is reduced. The material is changed to carbon steel and start corroding.
Carbides: M23C6 is a more general notation for Cr23C6, as often, Ni,Mo and Fe are found to substitute partially for
chromium. If the Chromium level in the boundries goes below 10.5% (threshold limit for Stainless Steel), (a). formation
of passive layer, (b). corrosion resistance and (c). mechanical strength etc will be reduced. When the surface or the grain
boudries which are in touch with corrosive media, corrosion forms at the grain boundries. Corrosion products are 2 to 3
times larger than steel volume and lead to crack. At a later stage, the grains will fall out, leaving a void, creating micro
crack or a larger crack or Stress Corrosion Crack(SCC) and at the end - metal failure.
Problem: Chromium (10.5% min.) is the threshold limit to have passive layer. If Chromium is depleted at the grains due to
chrome conversion to carbides below 10.5%, this will causes the stainless steel or alloy grain boundries to become
susceptible to Intergranular corrosion or SCC attack.
Limiting Carbon in SS:Sensitization is proportional to the carbon in SS. Normal SS304, has 0.08%C, if we reduce the
carbon to 03%( as in SS304L, SS316L, SS308L). Sensitization is very much reduced
Grains Fallen
out
Grains
Fallen out
1
2
5
4
3
1
1
17
18.
Cures / Remedies
Chapter-A2Corrosion Attack on SS
By JGC Annamalai
Sensitization Sequence
TTT Curve or C curve for SS:
(3). Biological:
Often the nose is taken as reference to address the effect of cooling curve. For
0.08%C stainless steel, rapid cooling is necessary to avoid the nose. If the
nose is far away from temperature axis, the material can be cooedl slowly
When the micro-organisms grow, oxygen is
excluded, which creates a place where the
passive film may break down. With the
breakdown of the passive film, the site becomes
anodic with the likelihood of corrosion. Biofilm
formation is most likely in spots where the
velocity of flow of water is low, such as voids,
crevices, and threaded joints.
When a stainless steel surface is immersed in water, a biofilm will begin to form if there is any bacteria in the water.
A biofilm is a microbial mass composed of aquatic bacteria, algae, or other micro-organisms. The biofilm begins when
organic material is absorbed onto the surface of the metal. The flow of water transports microbes to the surface, and
the micro-organisms attach and then grow, using nutrients from the water.
Material :
Sensitization happens only in
Stainless Steels with Chrome level
over 10.5% and carbon, above
0.03%
Temperature :
Sensitization happens only if the
temperature of the object is from
Grain Fall & Failure :
If all the earlier 3 conditions meet,
then only, failure due to Sensitization
happens, IGC).
Corrosive Media :
Intergrannular Corrosion happens
only if the sensitized object is in a
Corrosive Atmosphere like HCL.
Rust or corrosion product volume
is 2 to 3 times the steel volume.
The corrosion product act as
wedge at the grain boundries and
then crack.
18
19.
Cures / Remedies
Chapter-A2Corrosion Attack on SS
By JGC Annamalai
Corrosion of SS by non-metallurgical ways:
(1).Mechanical Damage to Passive layer :
(2). SS Surface Contamination by Ferrous materials
(3). SS Surface is damaged due to burnt food stuff in kitchen etc
(4). Acidic debris :
Carburizing is a thermo-chemical process in which iron or steel or stainless steel absorbs carbon from a carbon-
bearing material/atmosphere at processing temperatures between 850–1000°C, with the intent of hardening the
metal and increasing the tensile strength. This will increase the sensitization possibilities at 430 to 850°C and
carbon will absorb chromium and form chromium carbide. At the grain boudry: Cr level is reduced. The material is
changed to carbon steel and start corroding. At the kitchen, the food may be burnt and carbon will stay there. If the
flame temperature is around 850 to 1000, carburization may happen and later, sensitization and corrosion will
occur.
Food stuff or left outs my be left the stainless steel
surface. The passive layer is now covered by the
debris. If the debris contains chlorine (common salt,
food items, sweat from hand), the chlorine will attack
the passive layer and penetrate through. If there is no
oxygen for self repair, rust/corrosion will happen
Control Methods: Clean the debris frequently and
keep the stainless steel surface clean so that oxygen
is available for self-repair. Avoid storing common salt,
pickle, chlorine bearing food stuff inside stainless steel
utencils.
Please plan to have separate shops for iron/steel and stainless steel. Or have partition so that the iron dust will not
enter to stainless steel area. Use SS materials for support or inert sheets, use SS tools. Avoid, toos from CS use.
Control Methods:
Due to handling or accident, the
stainless steel surface may get
damaged and this will remove passive
layer. If the location is blocked by
debris or does not have oxygen for self-
repair/re-passivation, rust may form as
there is no passive layer.
Control Methods: Frequent cleaning
the stainless surface is necessary so
that dust and debris are removed from
surface and free oxygen is availabe for
self-repair
In workshop or in home, where, steel work is
going on, we will see steel dust from surface
and iron powder from grinding will fly and
move with the wind and settle at a place,
when the wind is soft or nil. This iron dust will
change to iron oxide or rust on stainless steel
surfaces, when it contact with rain or water
vapor. (Contacting or supporting, use of
carbon steel tools etc on stainless steel will
contaminate the stainless steel and stainless
steel will corrode)
19
Carbon steel isattacked by (Failure Process) :
H2S above 500°F(260°C),
Oxidation Oxygen or Air above 1000°F(540°C)
Decarburization CO2,O2,above 1200˚F(650˚C)
Nitriding, Nitrogen above 1800°F(980°C)
Carburization From Gases, carbon added to steel, 850 to 950 ºC
(1). Oxidation & Burning :
(1).
(2).
Oxidation
Refinery and Petrochemical plants, produce petroleum products. Origin / Source for these plants are either Crude Oil or
Gas from Earth crest. Oil and gas from Earth, are contaminated with sand, water, salt, chlorine, CO2, Sulfur, hydrogen
sulfide(H2S), various metals, mercury etc. If these corrosive contaminants or unwanted products are allowed, they will
degrade the product and damage the pipes and equipments.
So, the contaminants and unwanted products are removed at various stages at GOSP, Processing Plants, Refinery and
other plants. However, some traces of unwanted products, may go to the Refinery or Petrochmical Plants. The process
require heating the petroleum product, at high temperatures(say around 350 to 450˚C to distillate and separate or to
synthesise & crack to get new product. The temperature also aids to form some unwanted and corrosive products and
leads to piping and equipment corrosion and damage.
Direct flame hit equipments, like Boilers, Process Heaters, the surface
temperature, will be in the range of 800˚C to 1200˚C and flame near the
burner will be in the range of 1500˚C to 2500˚C. The equipments should have
suitable materials to resist oxidation due to the combustion of fuel and
oxygen(and corrosion forming elements in air and in fuel) or the material should
not have deteriation faster such that it will not cause failure before
With oxygen, water vapour and/or carbon dioxide present in the environment
and with Temperatures :
At about 180˚C, Oxidation, a thick
layer forms on the surface of steel
At about 425˚C, oxidation, porous
and loose layer is formed. With the
growth of this layer, the surface
material is disintegrated and
thickness is reduced.
(a). Select suitable material, to
withstand the temperature, corrosion
and scales.
(b). Use coating or weld overlay or
clading on the corroding surface to
control corrosion.
(c). Use corrosion Inhibitors.
These chemicals in liquid, gas or
solid form will clean the corrodants,
on the surface, immediately they
are formed
(d). Neutralization: Based on the
corrodants, Corrosion Engineers,
use ammonia, caustic soda, soda
ash etc for neutralizaition.
(e). Cathodic Protection : Sacrificial
or impressed current type cathodic
protection is used to control
corrosion.
Except inert gases, most of the gases in the Oil & Gas Industry will cause corrosion
to the piping and equipment, at high temperatures.
Atomic Hydrogen Attack
Corrosion Problems, Causes, Remedies
Chapter-A3 Corrosion Specific to Oil Refineries and Petrochemical Plants Cures / Remedies
Petroleum Refinery and High Temperature Corrosion
By JGC Annamalai
nism
sting
21
22.
Chapter-A3 Corrosion Specificto Oil Refineries and Petrochemical Plants Cures / Remedies
By JGC Annamalai
2Fe+O2D2FeO 3FeO+CO2DFe3O4+CO FeO, metallurgical ore(rust) name is "wustite", Gray or Red color
4FeO+O2D2Fe2O3 Fe+H2ODFeO+H2 Fe2O3, metallurgical ore(rust) name is "hematite", Red color
Fe+CO2DFeO+CO 3FeO+H2ODFe3O4+H2 Fe3O4, metallurgical ore(rust) name is "magnetite", Black color
(2). Decarburization (Carbon is removed from Surface) :
Decarburization :
With oxygen, water vapour and/or carbon dioxide present in the environment and with Temperatures :
(1).
Oxidation, below 450˚C(loss of Iron from steel Decarburization, above 650˚C(loss of carbon and
& rust is formed): carbon monoxide & methane are formed) :
C+O2DCO2 Fe3C+CO2D3Fe+2CO
Fe3C+O2D3Fe+CO2 Fe3C+H2OD3Fe+H2+CO
C+CO2D2CO C+2H2DCH4
(2). Hydrogen gas will combine with carbon in steel and will form methane gas (CH4)
With oxygen, water vapour and/or carbon dioxide present in the environment and with Temperatures :
(3). Due to De-carburizaiton,
(a). the following properties are reduced : (b). the following properties are increased :
(1). Hardness is reduced (1). Corrosion resistance is improved
(2). Wear Resistance is reduced (2). Ductility is increased
(3). Fatique Resistance is reduced (3). Impact strength is increased
(4). Tensile Strength is reduced
Control of Oxidation and Decarburization :
(1).
(2). Machining : Decarburized surface layer may be removed by machining after heat treatment
(3).
Co
(4).
(5). Prior to application, the object may be ceramic coated.
(3). Nitriding :
Nickel conaining alloys, like austenitic stainless steel components are not affected by Nitriding.
(4). Sulfur containing gases and liquids (Free sulfur, mercaptants, SO2, H2S) :
When steel surface is heated to a high temperature (above 1200˚F(650˚C) in a furnace open to atmosphere and
furnces gases containing such as oxygen, water vapour and carbon dioxide, Oxidation and Decarburization are
happening. The possible reactions are :
Above 650˚C, Decarborization Process: carbon is removed from steel surface, steel becomes, low carbon
steel and weak in strength. The depth of decarburization is function of time, temperature in the furnace
Salt Bath : Steel components may be heated in salt bath, in a controlled atmosphere. The atmosphere may be
products of disassociatin of ammonia, purified and dried producer gas, gas mixture containing CO, CO2, N2, H2
and H2O
Fe3C, is cementite in
Iron-carbon Diagram
Copper layer having thickness in the range 0.013mm to 0.025 mm may be electroplated before putting the object
in service.
If controlled atmosphere is not possible, to have protective coating for carburizing on steel surfaces, the object
may be heated in a box of Borax.
Atomic or dissociated nitrogen can combine with alloy components to form intermetallic nitride compounds. Alloys
containing Chromium, Molybdenum, aluminum and vanadium are most easily nitrided. Nitrided components have high
hardeness and brittle surface and susceptable to crack.
Nitriding happens, if the metal temperture is 800˚F (425˚C), in the the atmosphere of air, dissociated ammonia or
from a feed stock containing nitrogen in the gas or ammonia containing compound.
(a).Free sulfur and hydrogen sulfide(H2S) gas are always present with most of the crude oil and associated gases.
Though they are removed at various stages in the refining process and purification process(GOSP, degassing by
splashing, H2S removal by glycol adsorption, dewatering & desalting by electrolysis), still some sulfur and hydrogen
sulfide are present, in the plant utility gas and sales gas. SO2 is found in flue gases.
Above 500˚F (260C), H2S will split into Hydrogen and Sulfur. A combination of hydrogen and hydrogen sulfide will
attack carbon and chromium alloy steels at relatively high rate. A loose scale formed due to the above will
contaminate the catalyst beds and block down stream piping/equipments. Attack by sulfur and sulfide compounds
under oxidizing conditions, where SO2 is the corrodent, is similar to attack by oxygen and steam. SO2 dissolves in
water and forms sulfurous oxide and sulfuric acids. Sulfurous acid(H2SO3) , a Corrosive fluids to metals and tissue.
Sulfurous acid is a sulfur oxoacid. It is a conjugate acid of a hydrogensulfite.
Mechanism
of
Rusting
22
23.
Chapter-A3 Corrosion Specificto Oil Refineries and Petrochemical Plants Cures / Remedies
By JGC Annamalai
(a)
(b) Hydrogen Attack: Atomic or Nascent or mono Hydrogen is formed.
(5). Hydrogen Chloride Attack
Damage, due to Sulfur and H2S attack can be avoided by selecting suitable austenitic Cr-Ni stainless steels from
charts(Nelson Curves) and also to have more corrosion allowance. 12 to 16% ferritic stainless steels, aluminized
steels are sometimes found resistance to H2S.
@Temperature 300 to 400°F(150 to 200°C), steel
Corrodes with Chemicals, like Hydrogen sulfide,
Hydrogen chloride and other hydrocarbons and
produces atmoc hydrogen
➔ produces Atomic (nascent)
Hydrogen
Corrosion in crude overhead systems stems primarily from the presence of hydrogen chloride vapor present from
hydrolysis of salts in the atmospheric crude distillation unit. ... HCl, being a light volatile gas, moves into the crude unit
overhead condensing systems where it is readily absorbed into condensing water
Sulfidation corrosion can happen if corroding sulfur combine with chromium , iron, nickel etc.
Nickel and nickel alloys(Inconel alloy 600, Incoloy alloy 800 etc) are found susceptible to sulfur related corrosion.
The overhead gases are mostly
Methane, Ethane, Propane, Butane)
Mostly magnesium chloride and calcium
chloride in the crude oil, when heated,
hydrochloric acid is formed in the
temperature range 300 to 400°F(150 to
200°C), by hydrolysis. HCl convertion
happens mostly in the Crude oil heaters,
crude column and upto overhead reflux
cooler. However, there was no corrosion,
in the heater or in the column, till the
temperature is around 300 to 400°F(150
to 200°C). Steam condenses into water
and forms HCl liquid. This liquid is very
corrosive to carbon steel and stainless
steel. As the HCl gas goes with Overhead
gas to the coolers and the reflux
knockout drum, the temperature is
brought down to 300˚F(150˚C) and below.
and naphtha and water with HCl. Naphtha is condensed at the overhead cooler. Severe corrosion is found on piping
and K.O. Drum, and reflux drains. As the water has higher density over naphtha, corrosion on CS and low alloy
occurs, mostly at the lower portion of the pipe. Sodium chloride and pottasium chloride do not hydrolyze and do not
form HCl acid and there is no risk of serious corrosion.
The atomic hydrogen(H1) also called nascent hydrogen:
Hydrogen blistering and hydrogen embrittlement are common on many oil & gas industries.
Atomic hydrogen is produced in Plants and piping with temperature 300 to 400°F(150 to
200°C) and having chemicals like Hydrogen sulfide, Hydrogen chloride and other
hydrocarbon. . These atomic hydrogen is mostly produced during the corrosion action of the
chemicals with metals. At 200°C, atomic hydrogen is capable of diffusing or penetrating into
the carbon steel metals and seeks to escape from vessels/piping or stay in the
voids(lamination, gas holes, similar defects). Atomic hydrogen in the voids changes to
molecular hydrogen(H2) and methane(CH4) and the pressure builds up. The pressure
increase, causes bulges on the equipment surface or embrittlement/blisters. Prevention : (1).
Use lining and coating which can prevent or retard hydrogen penetration. (2). No corrosion, no
nacent hydrogen. Use defect free and corrosion resitant plates. (3). Use nickel and
molybdenum steels.
Sulfur , phospherous, lead, zinc etc low melting metals or
alloys, non-metals react with nickel bearing materials (the
low melting compounds stays at grain boundries) at the high
temperatures encountered during welding or at Service.
Control : Grease, oil, machining lubricants, paint, marking
crayons, pipe thread dop, soap, dirt, residues etc should be
avoided, in welding areas and in service excess
temperature, shown in the table. They may contain sulfur or
sulfur compound.
23
24.
Chapter-A3 Corrosion Specificto Oil Refineries and Petrochemical Plants Cures / Remedies
By JGC Annamalai
(6). Liquid Metal Corrosion
Corrosion Tests and Measurements, Remaining Life Calculation in Operating Plants :
Corrosion Allowance : Project Specification is normally made based on earlier history of similar Plants and on the
suggestin of the Consultants. The specification specify, utilities, common services to have 1/16"(1.5mm) corrosion
allowance.1/8" (3mm) as corrosion allowance for most of the steel process pipes and equipments. Known corrosive
lines are used to have 1/4"(6mm) corrosion allowance.
There are lines having very severe corrosion like Crude Column, overhead reflux line and drain lines of reflux drum,
due to the formation of HCL acid from the overhead gas. The plant operators find it more economical to use new steel
pipes and replace the corroded pipes at every 6 months instead of using high alloy pipes.
Modern plants use monel for the above service.
Corrosion Coupons: On operating plants, Corrosion Engineers monitor corrosion, by installing Corrosion coupons
on the selcted pipes and study at regular intervals and advise Plant Engineers, to take suitable action for the safe
running of plants and this will also be used for future plants.
On-Line-Inspection: Plant Operation Inspection Engineers, will also check and do on-line-inspection, using
ultrasonic thickness gauge and X-ray test. Selective points on the pipes and equipments are marked and identified.
For inspection purpose, Insulated pipes and equipments will have hand holes cut on the insulation at different
locations. Location marks are labled near the test place and records are maintained. Thickness of wall of pipes and
equipments are measured, recorded and monitored for corrosion.
Shut Down to study plant condition and to complete Inspection suggestions and modifications : To ascertain
corrosion rate and plant condition, the plant is shut-down after one year of service. Most of the operating plants, will
have regular shut-downs, at the interval of 5 years to check the seriousness of corrosion on internal surface and
outside surfaces of all equipments and pipes and to check safe opertion of the plant. Inspection Engineers will advise
suitable controls. Based on the measurements, remaining life of equipments and pipings are established. If the wall
thickness is seriously corroded, selected section is scrapped and replaced. In worst case, total plant is scrapped.
At high temperatures(at melting Point or liquid metal temperature) Steel or alloy or stainless steels are found
attacked by liquid metals, at the grain boundries, from the low melting compounds of Aluminum, lead, zinc etc. Zinc
rich primer paints or aluminum painting are not good for coating on materials, designed for high temperature service
Remedy: (1). Salt content in crude oil is reduced. (2). Operate well below 150°C, (controlled ammonia or caustic soda
/ amine is injected to counter HCl corrosion), (3). At present, refineries use Monel piping system.
Fe+2HClDFeCl2+H2 FeCl2+H2SD2HCl+FeS
In the presence of hydrogen sulfide(H2S), Hydrochloric acid gas will corrode steel as well as regenerate considerable
HCl gas at temperature above 200˚C. 24
D =Not recommended(Severe attack)
A =Excellent (No Effect) B =Good (Minor Effect) C =Fair(Moderate Effect)
Chemicals
Aluminum
Cast
Bronze
Brass
Cast
Iron
Carbon
Steel
440
SS
302
SS
304
SS
316
SS
Titanium
Hastelloy
C276
PVC
Teflon
Nylon
KYNAR
Tygon(E3606)
Noryl
Polyacetal
Crcolac(ABS)
Polyethylene(PE)
Polypropylene(PP)
Ryton(Fluoroelastomer)
Carbon
Ceramic
Ceramagnet,
A
Epoxy
Rubber
(Natural)
Viton
Buna
N(Nitrile)
Silicon
Neoprene
Acid, Boric B B C D A B A A A A A A A A B A A B A A A A A A A A A A
Acid, Citric C D C D - A - A A A A A A C A - A B C B B - A A B A A A D C A A
Acid, Fluoboric - - - D - - - D B D A A A C A B B B - B A - A D - A - A B - A -
Acid, Hydrochloric (Dry Gas) D - - - D - D C A - A A A - - - - - - - - - A - - A - - - - - A
Acid, Hydrochloric (37%) D D - D - D - D D C B A A D A B A D C A A D A C - A D A C C C C
Acid, Hydrochloric (20%) D D - D - D - D D C B A A D A B A D B A A D A A D A C A C - C A
Acid, Hydrochloric (100%) D D - D - - - D D D C A A D - A - - - A - - A C - A A C D - C -
Acid, Hydrofluoric, 20% - D D D D D B D - D - - D B A A D D - C A C C A C B B C D A D -
Acid, Hydrofluoric, 75% - C D - D D C D - D - A C D A - - - - D - C D - D A D D - - D -
Acid, Hydrofluoric, 100% D D D - D D B D - D D - C D A - - - - D - C D - D A D D - - D -
Acid, Hydrocyanic A D D - C C A A A A A A A A - B A B - B A - A A - A A A C - B -
Acid, Nitric(10% Soln) D D - D D A A A A A A A A D A B A D C B A D C B D A D A D - D B
Acid, Nitric(20% Soln) D D - D - A - A A A A A A D B B A D D B A C D C D B D A D - D D
Acid, Nitric(50% Soln) D D - D - A - A A A A A A D B B A D D C D C D A - D D A D - D D
Acid, Nitric(Conc) B D D D - A - D B A B D A D - C D D D D D C D A C D D B D - D D
Acid, Phenol (Carbolic) B B D D D A B A A C A A A D A C C D - D B A A D A B D A D - D D
Acid, Phosphoric(crude) D D D D D C - D C C A - A D A - - D D C - A C D A - A D - D B
Acid, Phosphoric(max.40% soln)
D D D D - A - B A A A A A D - B A D C B A A B C D A C A D - D B
Acid, Phosphoric(40 to 100% soln)
D D D D - B - C B B A A A D - B A D D C A A B D D C C A D - D B
Acid, Sulfuric(<10%) C D D D - C - D C A A A A D A B A D B B A A A A - A C A C - D D
Acid, Sulfuric(10 to 75%) C D D D - C - D C A A A A D A B A D B B A A A A - A C A C - D D
Acid, Sulfuric(75 to100%) - - - D - - - - D D B B A D A - A - - - B C - A - D - A D - D -
Acid, Sulfurous C D - D D C C C B A B A A D - B A D - B A - B A - A C A C D B B
Acid, Tartaric C A C D D B B A B A B A A A A B A B - B A - A A - A A A D C A -
Amines A B - A B - A A A B A C A A - A B D - - - - A A - A C D D C B B
Ammonia, Liquids D D - A A A - A A - B A A - - B A D - D A - A A - A D D B B A A
Asphalt C A - C - - - B A - - A - A - - - A - - A A - A A A D A B C B D
Benzene B B A B C A B A A A B D A A B C D A D D D A A A A A D A D - D D
Butane A A A C C - A A A - - A A A A C D A B C D A A A - A D A A D B D
Butter A D - D - - - B A - - - - - - B B A B - - - A A - A D A A - B A
Calcium Carbonate C C - D - A B A A A A A A A - A A A - B A - A A - A A A A - A -
Calcium Chloride C B - C - C C A D A A A A A A A A D B B A A A A B A A A A B D A
Calcium Hydroxide C B - - - - B A A A A A A A - A A B - B A - A A A A A A A C A A
Calcium Hypochlorite C D - D - C D D C A B D A D A - A D - B A - A A - A C A B C D A
Cane Juice B B C A - - - A A - - A - A - - - A - - D - A A - A A - A A
Carbon Dioxide (wet) C C C C - - - A A - A - A - - - - - - - - - A A - - - - - - - -
Chlorine (dry) D A B A - - B A A D A - A - - - - - - - - C A A - D D D - - D -
Chlorine Water D D D D - - D - D A B A A D A - C - - - D C C A - - - A D C D -
Chloroform D B - D C A A A A A A D A C C C D A D D D C A A A A D A D D D D
Coffee A B - C - A A A A - - - A A - - A A - - A - A A - A A A A - A -
Copper Sulfate - C D - - - B B - A A A A C A - A - - - A - - A - A - B B - A A
Diesel Fuel A A - A A - A A A - - - - - - - D A - - D A A A - A D A A - D D
Diethylamine A A - - - - A A - - - D A - - - B D - - C - A A - A C D B - B B
Dyes B C - - - - - A A - - - - - - - A A - - - - - - - A - A - - C -
Ethane A A - - - - A A - - - - - - - - D A - - - - A A - A D A A - B D
Ether A B A - B A A A A - B D - C - C D A - - - A A A A A D C D - D C
Ethyl Chloride B B - C D A - A A A B D A A A D D A - D D A A A - A A A D D C A
Selection of Materials (Resistance to Chemicals in Storage Vessels, Equipments, Pumps, Pipes, Seals)
Ratings (Chemical Resistance)
(EPM)
Ethylene
Propylene
Metals & Alloys Plastics and Polymers Misc Elastomers
CHEMICAL
RESISTANCE
TABLE
The info here is fairly
accurate. User must
determine the suitability,
in various environments.
(Compiled by JGC Annamalai)
29
30.
D =Not recommended(Severe attack)
A =Excellent (No Effect) B =Good (Minor Effect) C =Fair(Moderate Effect)
Chemicals
Aluminum
Cast
Bronze
Brass
Cast
Iron
Carbon
Steel
440
SS
302
SS
304
SS
316
SS
Titanium
Hastelloy
C276
PVC
Teflon
Nylon
KYNAR
Tygon(E3606)
Noryl
Polyacetal
Crcolac(ABS)
Polyethylene(PE)
Polypropylene(PP)
Ryton(Fluoroelastomer)
Carbon
Ceramic
Ceramagnet,
A
Epoxy
Rubber
(Natural)
Viton
Buna
N(Nitrile)
Silicon
Neoprene
Selection of Materials (Resistance to Chemicals in Storage Vessels, Equipments, Pumps, Pipes, Seals)
Ratings (Chemical Resistance)
(EPM)
Ethylene
Propylene
Metals & Alloys Plastics and Polymers Misc Elastomers
CHEMICAL
RESISTANCE
TABLE
The info here is fairly
accurate. User must
determine the suitability,
in various environments.
(Compiled by JGC Annamalai)
Ethylene Glycol A B B B C - - A A - A A A A A B A A B B A A A A A A A A A C A A
Fluorine D D - D D - D D D D A C C D - - - - - C - - D - - D - - - - - -
Freon 11 B B - C B - A - A - - B A A - D D A D C - A A A A A D B C D D D
Freon 113 B B - - - - - - A - - C - A - D - A - - - A A A A A D C A D A -
Freon 12 (wet) B B - - - - - - D - - B A A - D D A B C A A A A A A D A A D B B
Freon 22 B B - - - - - - A - - D - A - D B A - - - A A A A A A D D D A A
Fruit Juice B B - D D A A A A - - A D A - - A B - B A - A A A A - A A - A -
Fuel Oils A B - C B - A A A A A A A A A - A A - D B A A A - A D A A C B D
Gasoline A A - A A A A A A D A C A A A - D A D D C A A A A A D A A D D C
Glycerine A A B B B A A A A A A A A A A B A A C - A - A A - A A A A B A A
Grease A B - A A - A A A - - - A A - - A - - - - A A - A - A A - D -
Heptane A A - - B - A - A - A A A A A - D A C D D A A A - A - A A - B D
Hexane A B - - B - A A A - A C A A A - D A D - C A A A - A D A A B - D
Honey A A - A - - - A A - - A - A - - A A B - A - A A - A - A A - A A
Hydraulic Oils(Petroleum) A B - A A - A A A - - - A A - - - A - - D - A A - A D A A - B D
Hydraulic Oils(Synthetic) A A - A - - - A A - - - - A - - - A - - D - A A - A - A C D -
Hydrazine - - - C - - - A A - - - - - - - - D - - - - A - - A C A B D B A
Hydrogen Gas A A - B B - A A A - - A A - A - - - - - - - - - - A - A - - - -
Hydrogen Sulfide(Aqueous) C D C D - C - D A A A A A D A B A D - B A A A A A A D D C - B A
Hydrogen Sulfide(Dry) D D C B B - A C A - A A A D - - - - - - - A - A - A A D - - - -
Jet Fuel(JP#, JP4, JP5) A A - A A - A A A - - A A A A - D A - - D A A A - A D A A D D D
Kerosene A A A A B A A A A A A A A A A D D A B D D A A A A A D A A D D A
Lubricants A B - - - - A A A A A A A - - - A B - A A A A - A D A A C D -
Magnesium Chloride D B C D C A B B B A A A A A - B A A - B A A - A - A A A A - A A
Magnesium Carbonate - - - - - A - A A - B A - - - - A A - B A - - A - A - - A - A A
Magnesium Hydroxide D C B B B - A A A A A A A A A - A A - B A A A A - A A A A - A A
Mercury C D D A A A A A A C A A A A - - A A - B A - A A - A A A A - A A
Methyl Acetate A A - - B - A - A - A - A - - - - A D - - - A A - - D D D D B B
Methyl Alcohol, 10% C C - - B - A - A - A A A A - - - - - - - - - - - A A - B - - -
Milk A C C D D A A A A - - A - A - - A A B B A - A A A A A A A B A A
Naphtha A B - B B A A A A A A A A A A C D A C D A A A A - A D A B D D D
Oil, Coconut B A - A - - - A A - - - - A - - - A - - A - A A - A D A A - A A
Oil, Diesel Fuel(20,30,40,50) A A - - - - - A A - - - - A - - D A - - A A A A - A D A A - D D
Oil, Fuel(1,2,3,5A,5b,6) A A - - - - - A A A A A A - - - D A - - B - A A - A D A B - D D
Oil, Peanut A A - A - - - A A - - A - - - - - A - - D - A A - A D A A - D -
Oil, Sesame A A - A - - - A A - - A - - - - - A - - - - A A - A - A A - D -
Oil, Silicone - A - A - - - A A - - - - A - - A A - - A - A A A A A A A - A -
Oil, Soyabean A B - A - - - A A - - A - A - - - A - - A - A A - A D A A - D -
Oxalic Acid(cold) C B C D D A C A B C B A A D - B C C - A A - A A - A C A B C B A
Paraffin A A - B B A A A A - - A A A A - B A B - A - A A - A - A A - - -
Pentane A A - B B - A C C - B - A A - - D A D - - - A A - A D A A - B D
Perchloroethylene A C - B B - B A A - - - A - A - D A D - D A A A - A D A C D D D
Petrolatum B B - C C - A - A - - - A A - - D A B - - - A A - A D A A - B A
Phenol, 10% A C - B D - B A A - B A A D - C - - - - - A - - - C C B D - C D
Phosphoric Anhydride(Dry) - - D - - - - A A - - D A - - D - - - - - - A - - - A D D - D -
Phosphoric Anhydride(molten) D D D - - - - A A - - D A A - - - - - D - - - - - A D D C - D -
Photographic(Developer) C - - D - C - C A A A A - - - - A C - B A - A A - A - A A - A -
30
31.
D =Not recommended(Severe attack)
A =Excellent (No Effect) B =Good (Minor Effect) C =Fair(Moderate Effect)
Chemicals
Aluminum
Cast
Bronze
Brass
Cast
Iron
Carbon
Steel
440
SS
302
SS
304
SS
316
SS
Titanium
Hastelloy
C276
PVC
Teflon
Nylon
KYNAR
Tygon(E3606)
Noryl
Polyacetal
Crcolac(ABS)
Polyethylene(PE)
Polypropylene(PP)
Ryton(Fluoroelastomer)
Carbon
Ceramic
Ceramagnet,
A
Epoxy
Rubber
(Natural)
Viton
Buna
N(Nitrile)
Silicon
Neoprene
Selection of Materials (Resistance to Chemicals in Storage Vessels, Equipments, Pumps, Pipes, Seals)
Ratings (Chemical Resistance)
(EPM)
Ethylene
Propylene
Metals & Alloys Plastics and Polymers Misc Elastomers
CHEMICAL
RESISTANCE
TABLE
The info here is fairly
accurate. User must
determine the suitability,
in various environments.
(Compiled by JGC Annamalai)
Plating, Gold (acid, 75F) - - - - - - - - C A A A A A - - A - - - A - - A - A - A A - A -
Plating, Gold (cyanide, 150F) - - - - - - - - A A A D A A - - A - - - A - - B - D - A A - A -
Plating, Gold (Neutral,75F) - - - - - - - - C A A A A A - - A - - - A - - A - A - A A - A -
Plating, Nickel (Fluoborate),
100 to 170F
- D - - - - - - C D A D A D - A - - - A - - D - D - A B - C -
Plating, Nickel (Sulfamate),
100 to 140F
- - - - - - - - C A A A A A - - A - - - A - - A - A - A A - A -
Plating, Nickel(High
Chloride), 130 to 160F
- - - - - - - - C A A D A D - - A - - - A - - A - D - A A - B -
Plating, Nickel(Watts Type),
115 to 160F
- - - - - - - - C A A D A A - - A - - - A - - A - D - A A - A -
Plating, Rhodium, 120F - - - - - - - - D D D A A D - - A D - - A - - A - A - A A - B -
Plating, Silver, 80 to 120F - - - - - - - - A A A A A A - - A - - - A - - B - A - A A - A -
Plating, Tin(Fluoborate) 100F - - - - - - - - C D A A A D - - A - - - A - - D - A - A B - C -
Plating, Tin-Lead, 100F - - - - - - - - C D A A A D - - A - - - A - - D - A - A B - C -
Plating, Zinc (Acid Chloride)
140F
- - - - - - - - D A D A A D - - A - - - A - - A - A - A A - A -
Plating, Zinc (Acid
Fluoborate), 150F
- - - - C - - D A A D - - A - - - A - - D - A - A B - C -
Plating, Zinc (Acid Sulfate),
150F
- - - - - - - - C A A D A D - - A - - - A - - A - D - A A - B -
Plating, Zinc (Alkaline
Cyanide),RT
- - - - A - - A A A A A - - A - - - A - - D - A - A A - A -
Plating,Cadmium(Cyanide), 90F
- - - - - - - - A A A A A A - - A - - - A - - C - B - A A - A -
Plating,Cadmium(Fluoborate) - - - - - - - - A D A A A D - - A - - - A - - D - B - A B - C -
Plating,Chromium
(Banel Chrome), 95F)
- - - - - - - - D C A A A D - - D - - - A - - A - D - C D - D -
Plating,Chromium
(Black Chrome), 115F)
- - - - - - - - C A A A A D - - D - - - A - - A - D - C D - D -
Plating,Chromium
(Chromic-Sulfuric), 130F)
- - - - - - - - C A A A A D - - D - - - A - - A - D - C D - D -
Plating,Chromium
(Fluoride), 130F)
- - - - - - - - D C A A A D - - D - - - A - - B - D - C D - D -
Plating,Chromium
(Fluosilicate), 95F)
- - - - - - - - C C A A A D - - D - - - A - - B - D D C D - D -
Plating,Copper
(CopperFluoborate),120F)
- - - - - - - - D D A A A D - - A - - - A - - D - D - A B - C -
Plating,Copper (Cyonide,
copper strike), 120F)
A - - - - - - - - A A A A - - A - - - - - C - - B - A -
Plating,Copper
(High speed), 180F)
- - - - - - - - A A A D A A - - A - - - A - - D - C - A A - B -
Plating,Copper
(Rochelle Salt), 150F)
- - - - - - - - A A A D A A - - A - - - A - - D - C - A A - B -
Plating,Copper, Acid
(Copper sulfate), 120F)
- - - - - - - - D A A A A D - - A - - - A - - D - D - A A - A -
Plating,Nickel(Electroless)
200F
- - - - - - - - - - - D A D - - D - - - D - - A - B - A D - D -
Potash C C - B - A - A - - A A - A - B A B - B A - A A A A B A A - B -
Propane (liquid) A A A - B A A A - - - D A A - - D A - - D - A A - A D A A D B D
Propylene Glycol A B - B B A B B - - - - A B - - - B B B - A A - A - A A - C -
Rust Inhibitors - A - A - A - A - - - - - - - - - A - - A - A A - A - A A - C -
Sea Water C C - - D A A A C A - A A A - - A A - B A - A A A A A A A B B A
31
32.
D =Not recommended(Severe attack)
A =Excellent (No Effect) B =Good (Minor Effect) C =Fair(Moderate Effect)
Chemicals
Aluminum
Cast
Bronze
Brass
Cast
Iron
Carbon
Steel
440
SS
302
SS
304
SS
316
SS
Titanium
Hastelloy
C276
PVC
Teflon
Nylon
KYNAR
Tygon(E3606)
Noryl
Polyacetal
Crcolac(ABS)
Polyethylene(PE)
Polypropylene(PP)
Ryton(Fluoroelastomer)
Carbon
Ceramic
Ceramagnet,
A
Epoxy
Rubber
(Natural)
Viton
Buna
N(Nitrile)
Silicon
Neoprene
Selection of Materials (Resistance to Chemicals in Storage Vessels, Equipments, Pumps, Pipes, Seals)
Ratings (Chemical Resistance)
(EPM)
Ethylene
Propylene
Metals & Alloys Plastics and Polymers Misc Elastomers
CHEMICAL
RESISTANCE
TABLE
The info here is fairly
accurate. User must
determine the suitability,
in various environments.
(Compiled by JGC Annamalai)
Silicone B A - - - A - B - - - - - A - - A A - - A - A A - A A A A B A A
Silver Bromide D - - - - B - C C - - - - - - - A C - - - A - A - - - - - -
Silver Nitrate D D - D D A B A B A A A A A A B A C - B A - A A - A A A C - A C
Soap solutions C B - B A A A A A A B B A A B A A - B A - A A - A A D D - C -
Soda Ash(Na2CO3) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Sodium Acetate B B - C - B B A A A A A A A A - A B - B A - A A - A A D D - C -
Sodium Carbonate (Na2CO3) C B B B B B B A B A A A A A A B A A C B A A B A - A A A A - A A
Sodium Chloride C B C B C B B A C A A A A A A B A A B B A A A A A A B A A C A A
Sodium Fluoride C C - D D C B C - A A D A A - D - - - C - - - - - A D B D - D -
Sodium Hydroxide(20%) D C D A - A - A A A A A A C A B A D C C A A C D A A A A A D B A
Sodium Hydroxide(50%) D C D B - - - A B A A A A C D B A D C C A B C D A A B B D D C -
Sodium Hydroxide(80%) D C D C - - - A D A B A A C - B A D C C A B C D A A B B D D C -
Sodium Hypochlorite D D - D D - D - A A A A A A A - A - - - A C - D - A - B B C A -
Sodium Hypochlorite (20%) C D D D - C - C C A A A A A - B A D - B D C D A B B C A C D D B
Sodium Nitrate A B C A B A B A A A B A A A A B A B - B A - A A A A C D C D B A
Sodium Silicate C C C - B A B A B A B A A A - B A C - - A - A A - A A A A - A A
Sodium Sulfide D D D A B - B A B A B A A A - B A B - B A A A A - A C A C - A A
Soy Sauce A A - D - - - A A - - - - A - - A A - - - - A A - A D A A - A -
Starch A B - C C - B A A - - A A A - - A A - B - - A A - A - A A - A -
Styrene A A - - A - A A A - - - A - - - A A - - - - A A - A D B D D D D
Sugar (liquids) A A - B B A A A A - A - A A - - A A B - A - A A A A A A A - D -
Syrup A D - - - A - A A - - A - A - - A A B - A - A A A A A A A - B -
Tanning Liquors C A - - - - - A A A A A A - - B - B - - A - A A - A - A C - - -
Tetrachloroethane - - - - - - - - A A A D A A - - D A - - A - A A - A D A D - - D
Tomato Juice A C - C - - A A A A A - A A - - A B B - A A A A - A - A A - A -
Toulene, Toluol A A A A A - A A A A A D A A A D D A D D D A A A A A D C D D D D
Trichloroethane C C - C - - - C A A A - A - - - D A - - - - A A - A D A D D D D
Trichloroethylene B B A C B - B A A A A D A C A - D A D D D C A A C A D A D D D D
Trichloropropane - A - - - - - - A - - - - - - - D A D - - - A A - A - A A - A -
Turpentine C B C B B - B A A - A A A A A B D A - D B A A A - A D A D - D D
Urine B C - B - - - A A - - A - A - - A A - B A - A A - A - A A - D A
Varnish A A B - C A A A A - - - A A - - D A - - A - A A A A D A B C D -
Vegetable Juice A C - D - - - A A - - - - A - - A A - - - - A A - A D A A B D -
Vinegar D B B C D A A A A A A A A A A - A B B B - - C - B - - A C A - -
Water, Acidic C C D C - - - A A - - A - A - B A D B - A B A A - A B A A - B -
Water, Distilled(Lab) B A - D - - - A A - - A A A - B A A A - A A A A A A A A A - B A
Water, Fresh, drinking A A C D - - A A A - - A - A - B A A - - A A A A A A A A A - B A
Water, Salty B B C D - - - A A - - A - A - B A A - - A A A A A A A A A - B A
Whiskey & Wines D B B D D A A A A - - A A A - - A A - B A - A A - A A A A B A A
White Liquor(Pulp Mill) - D - C - - - A A - A A A A - - A D - - A - A A - A - A A - A -
White Water (Papr Mill) - A - - - - - A A - - - - A - - - B - - A - A A - A - A - - A -
Zinc Chloride D D D D D B D D B A B A A A A - A C - B A A A A - A A A A - A A
Caustic Soda or Sodium Hydroxide Chloroform, or Trichloromethane
Baking Soda, or Sodium bi-Carbonate Lye
Soda Ash or Sodium Carbonate Borax
Bleaching Powder or Calcium Hypochlorite Lime or whitewash
NaHCO3 NaOH or KOH
Na2CO3 Na
₂
[B
₄
O
₅
(OH)
₄
]·8H
₂
O
Ca(ClO)2 CaOH
Few Common Name or Chemical Name Formula Few Common Name or Chemical Name Formula
NaOH CHCl3
32
33.
Pages Memory
(MB)
1 Cryogenic,a Quick Guide 28 12.5MB
2 Secrets of Stainless Steels 216 56MB
3 3D Geometry, Solid Shapes, Formulas(App: Spheres, Helical Stairs, Strake) 9 9MB
4 Hot Cracking in Castings and in Welds of CS and SS
5 Cold Cracking In Castings and Welds of CS and SS
6 Quick Guide to prepare Welding Procedure, (WPS Preparation) 1 0.44MB
7 Welding Distortion and its Control 53 26MB
8 Alloys - Effect of Alloying Elements in Iron and Steel 54 13MB
9 Importance of Welding Electrode Flux / Coating 105 25.3MB
10 Corrosion, Engineering, Problems-Causes-Remedy 32 16MB
11 ASME Sec IX, Essential and Non-Essential variables and WPS 4 67KB
12 Breech-Lock Arrangement for Shell & Tube Exchangers(Simplified) 1 0.7KB
13 Valves for Cryogenic Service 1 0.616KB
14 Hazards of Infant Hydrogen, in Steel
15 Pressure Vessels (Cylindrical and Spherical) - Shell Plate Size Calculation
The e-books are often updated / uploaded. The number of pages and Digital memory may change.
Authored by R.Annamalai, (former Chief Equipment Engineer, JGC Corporation), rannamalai.jgc@gmail.com
List of e-Books / Documents, by R.Annamalai (JGC Annamalai)
Title
R.Annamalai (JGC Annamalai)
B.E.(Hons-Mechanical), B.E.(Metallurgy)
Had worked in Indian Space Research Organizaiton(as Engineer/Scientist); Madras Atomic Power
Plant (as Engineer-Project Inspection); Arabian American Oil Co, Saudi Aramco, (as Plant Engg
Inspector); Mechmar Heavy Industries, Malaysia, (as Project Manager); JGC Corporation, Japan with
different capacities / positions ( from Mechanical Inspector(Asst. Mgr), Chief Equipment Engineer to
Consultant) and worked at different locations of the World.
Now Annamalai had retired
(You may download them, free, from many Internet Sites: www.pdfdrive.com, www.academia.edu,
www.Scribd.com, www.slideShare. If any body find difficulty to download, you may contact me. I will try
to send. There is limitation to send as attachment by gmail : the max.attachment in gmail is 25MB)
In Preparation
In Preparation
In Preparation
In Preparation
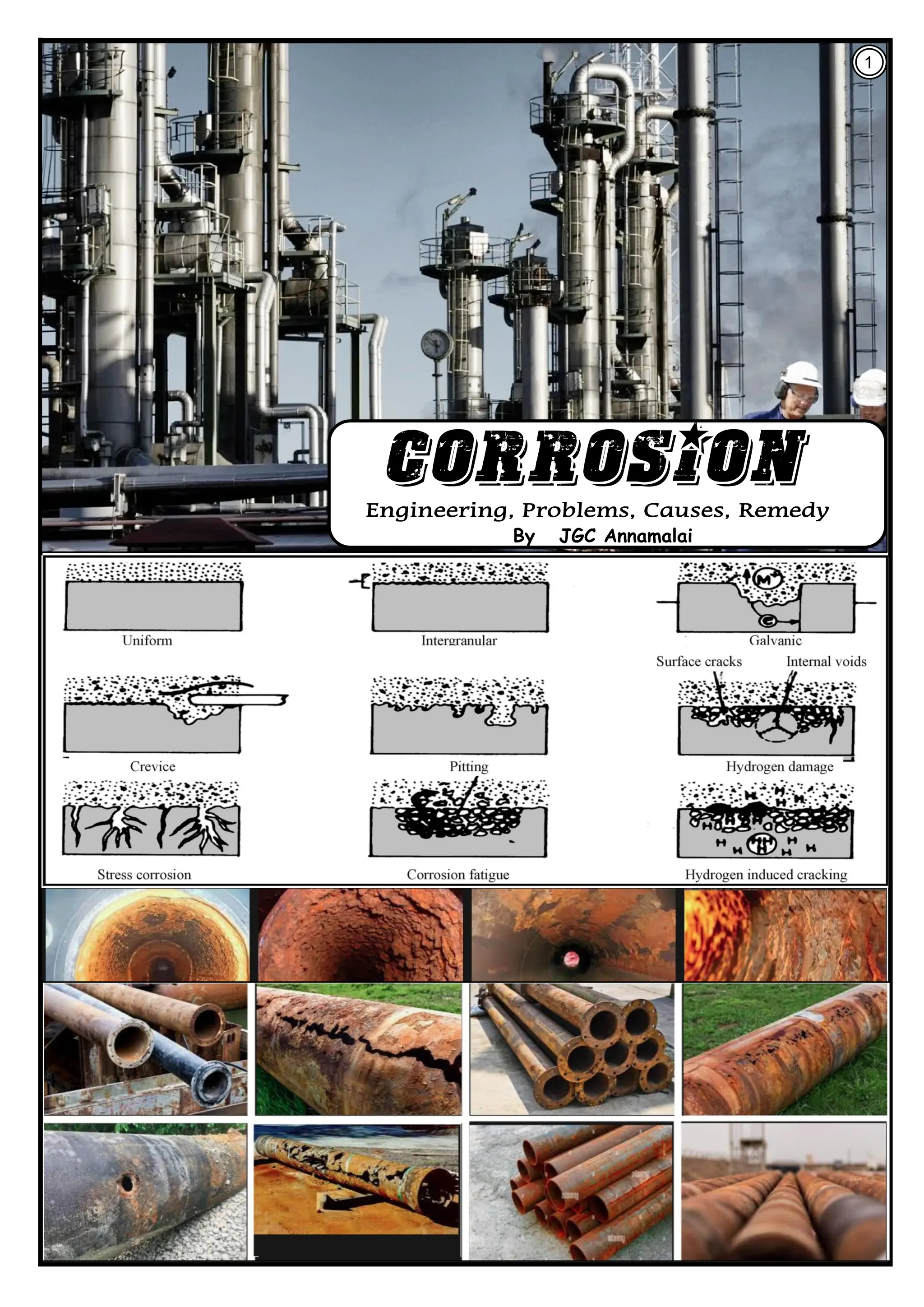
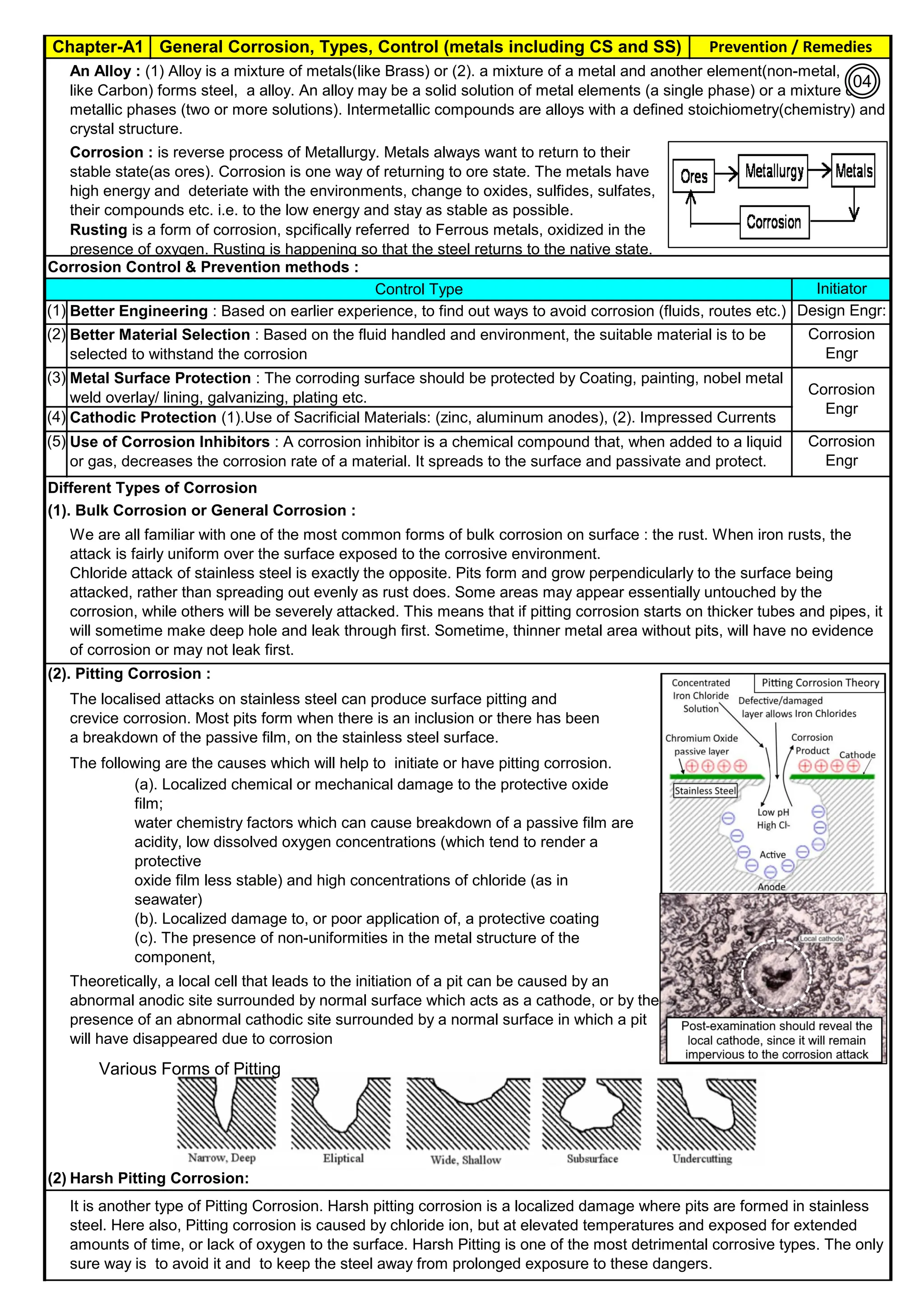
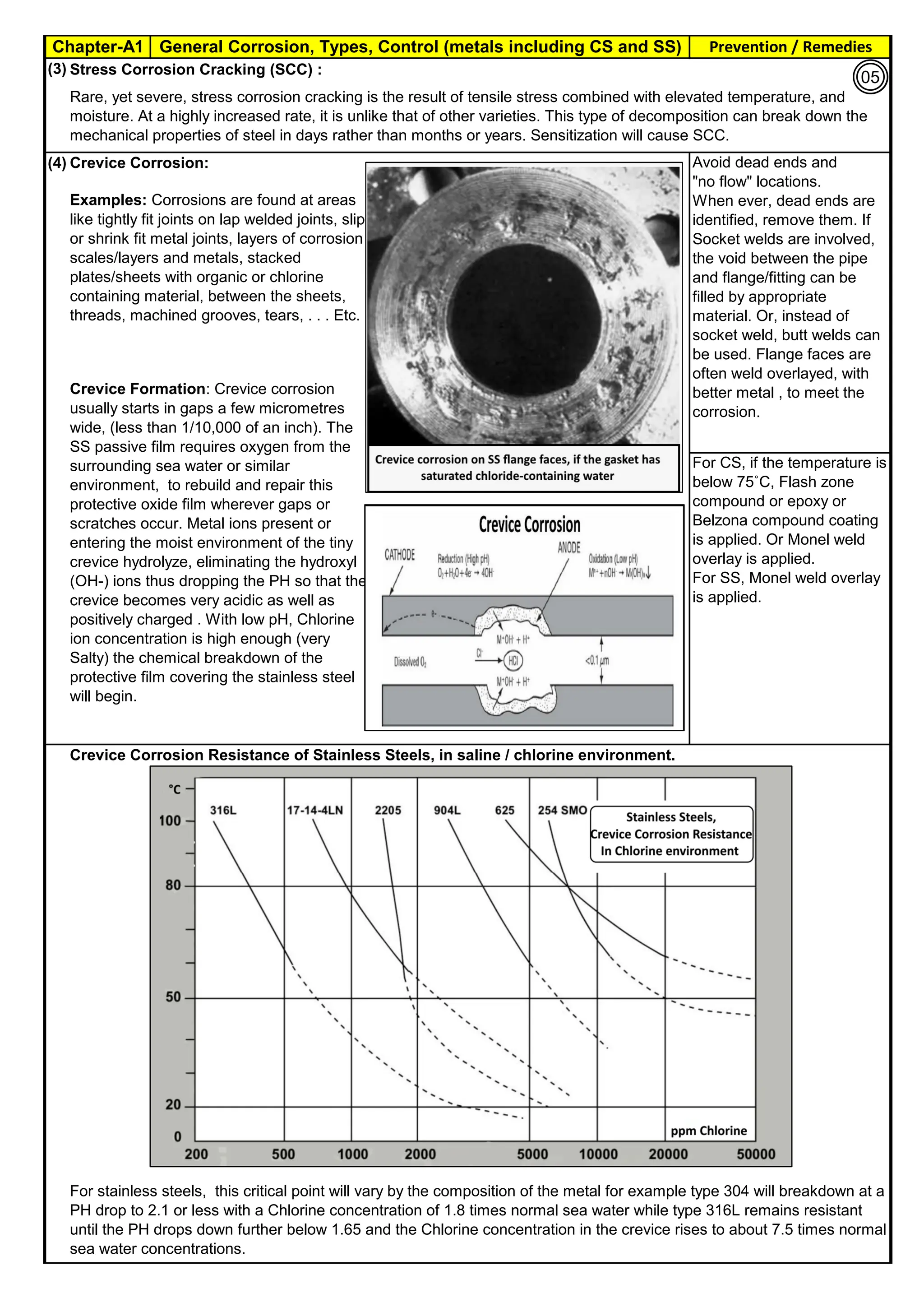
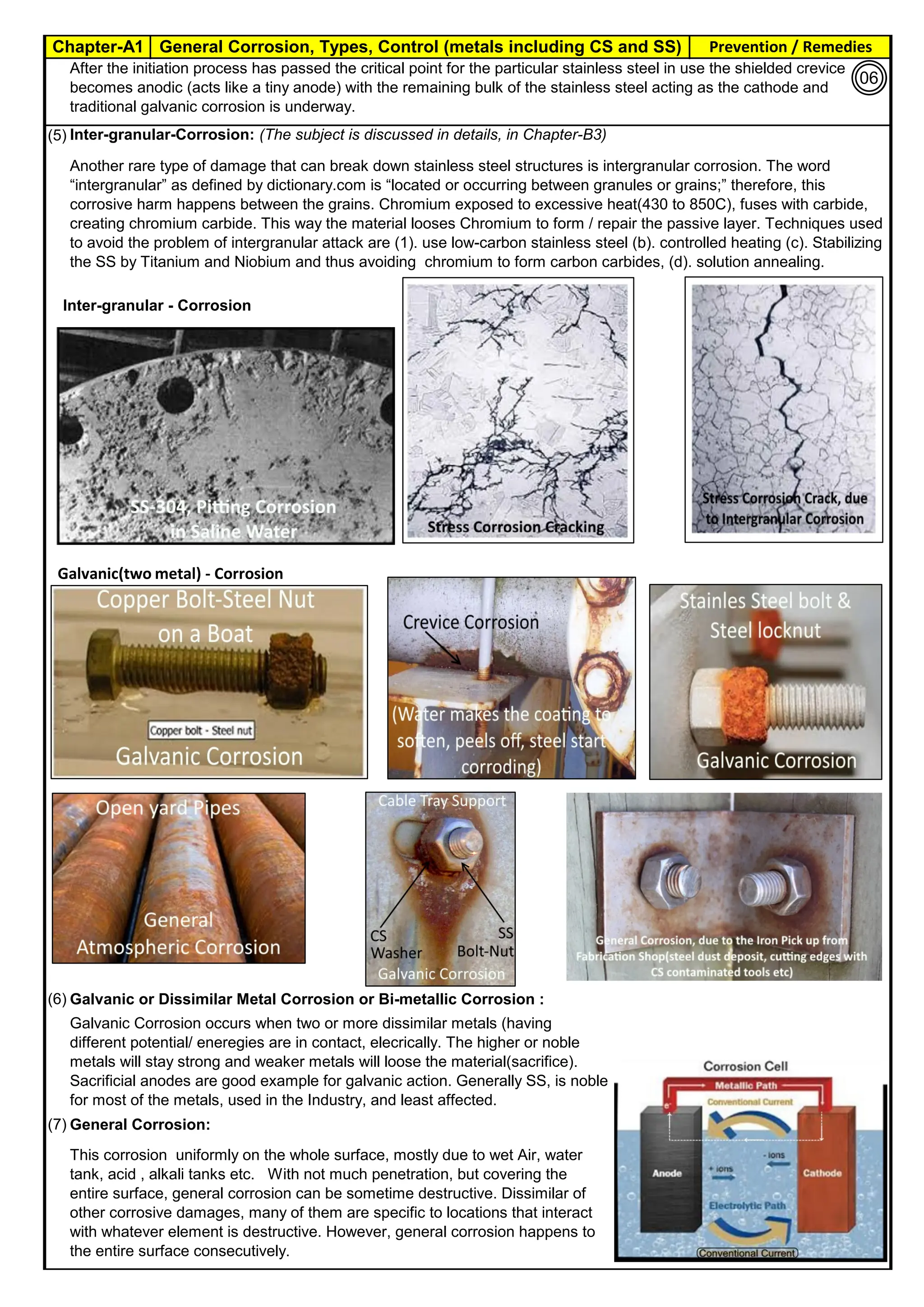
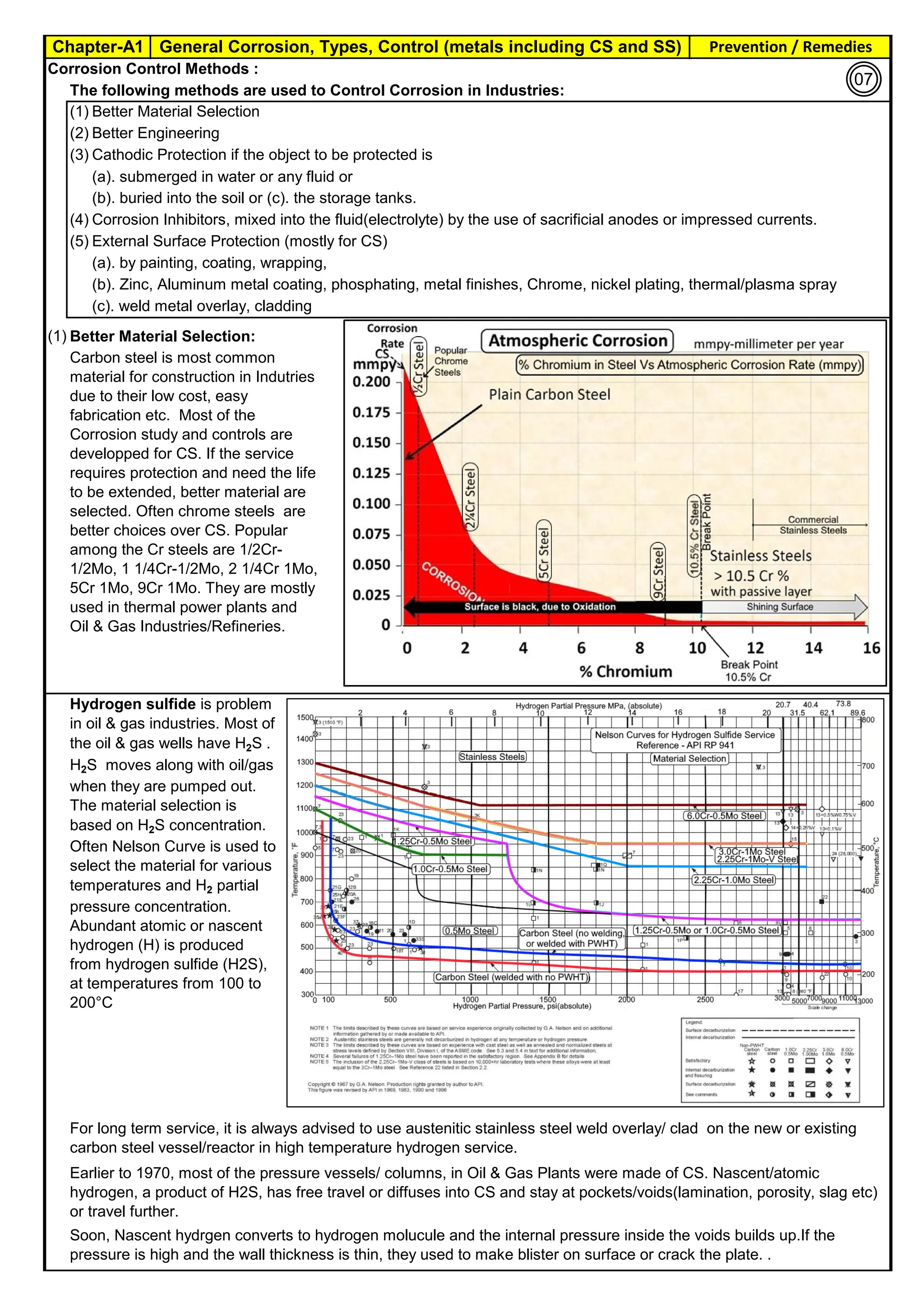
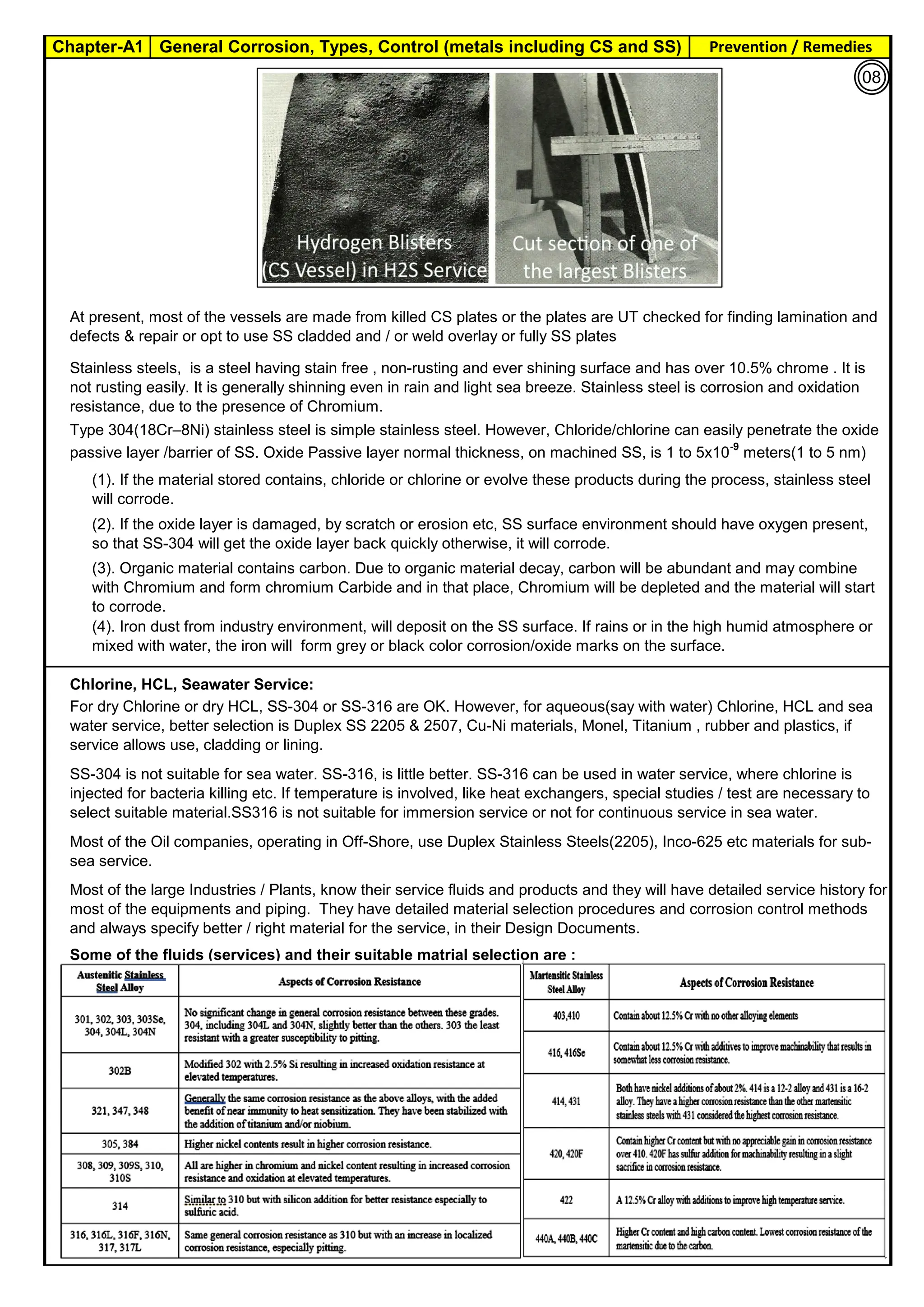
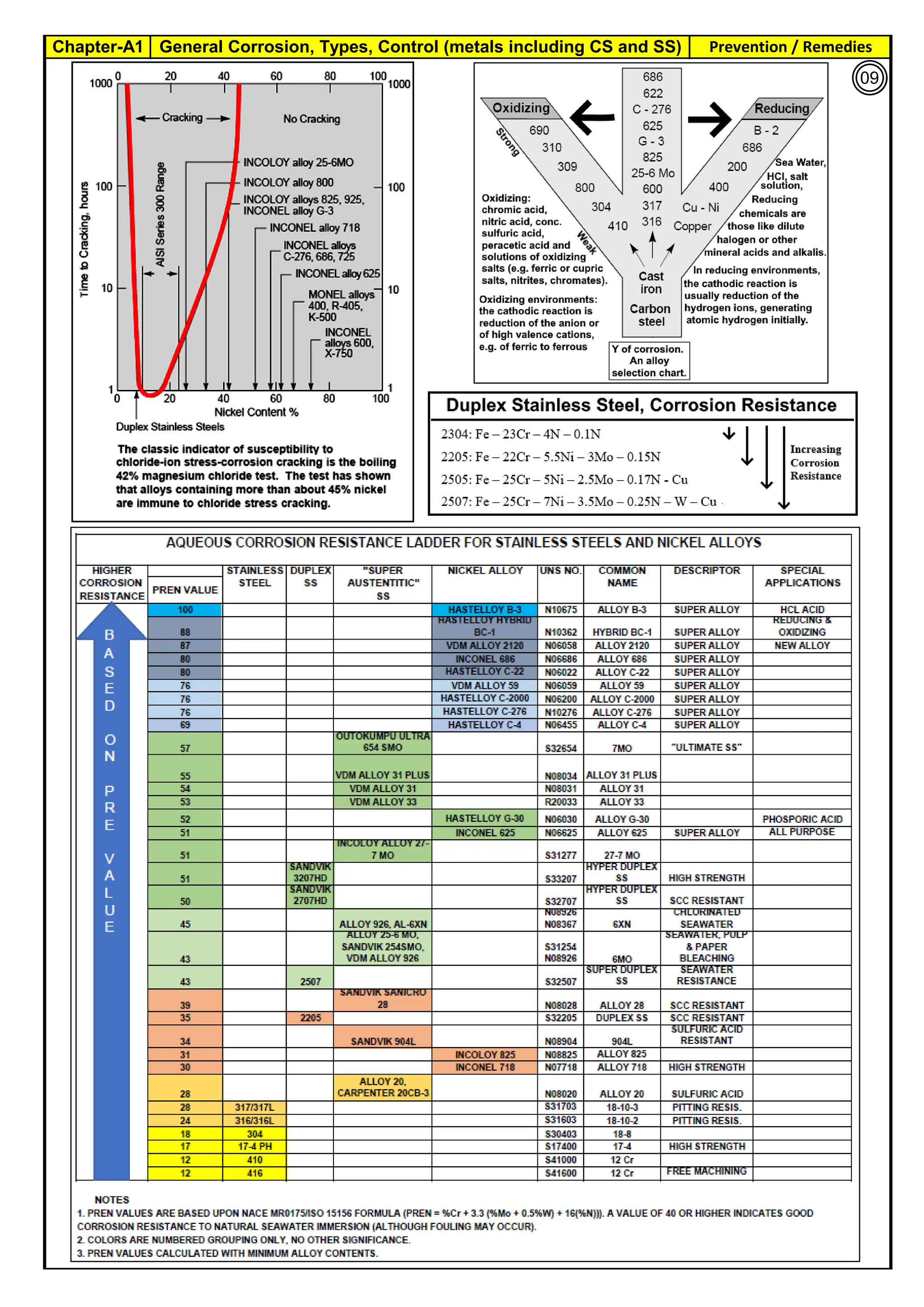
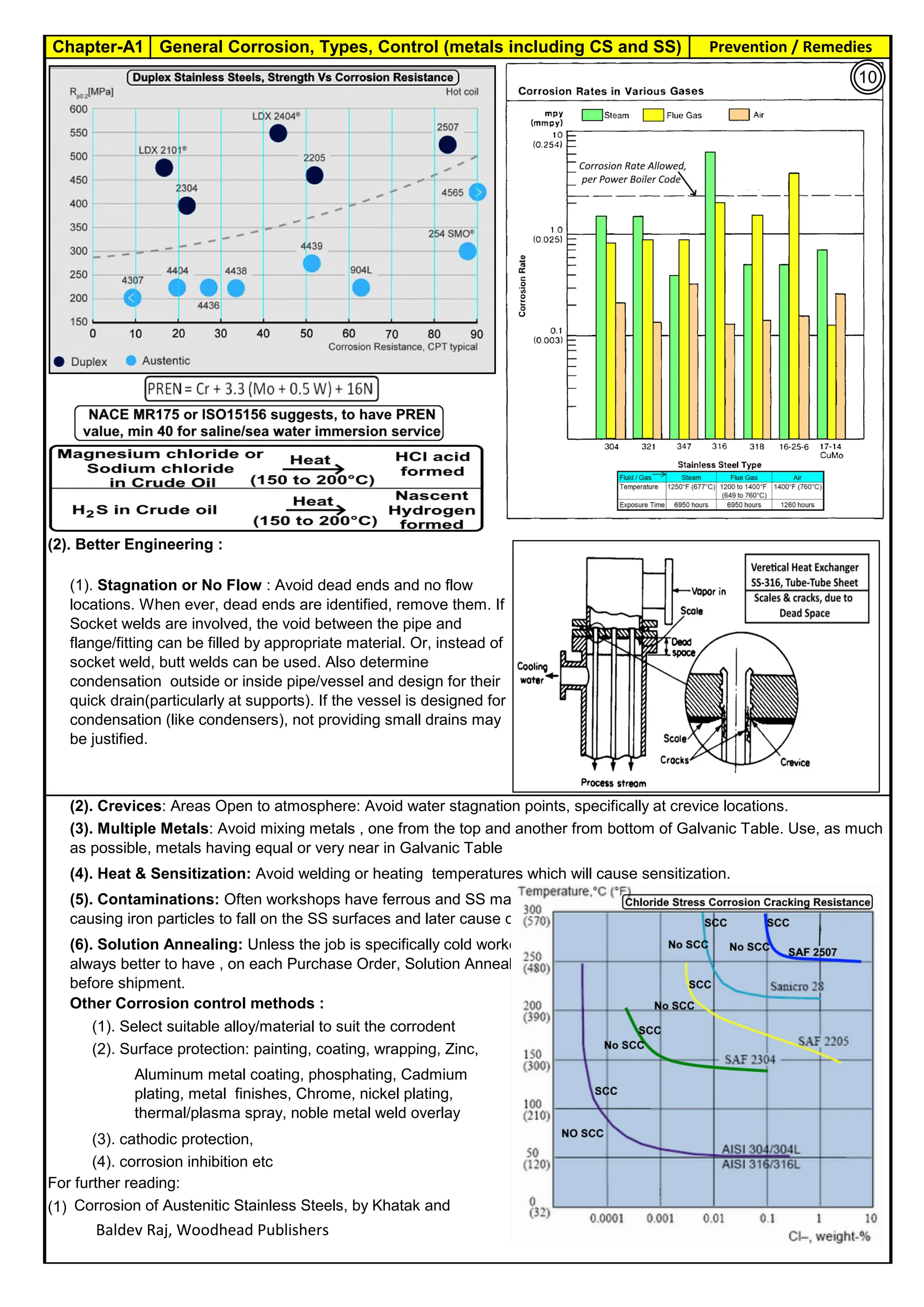
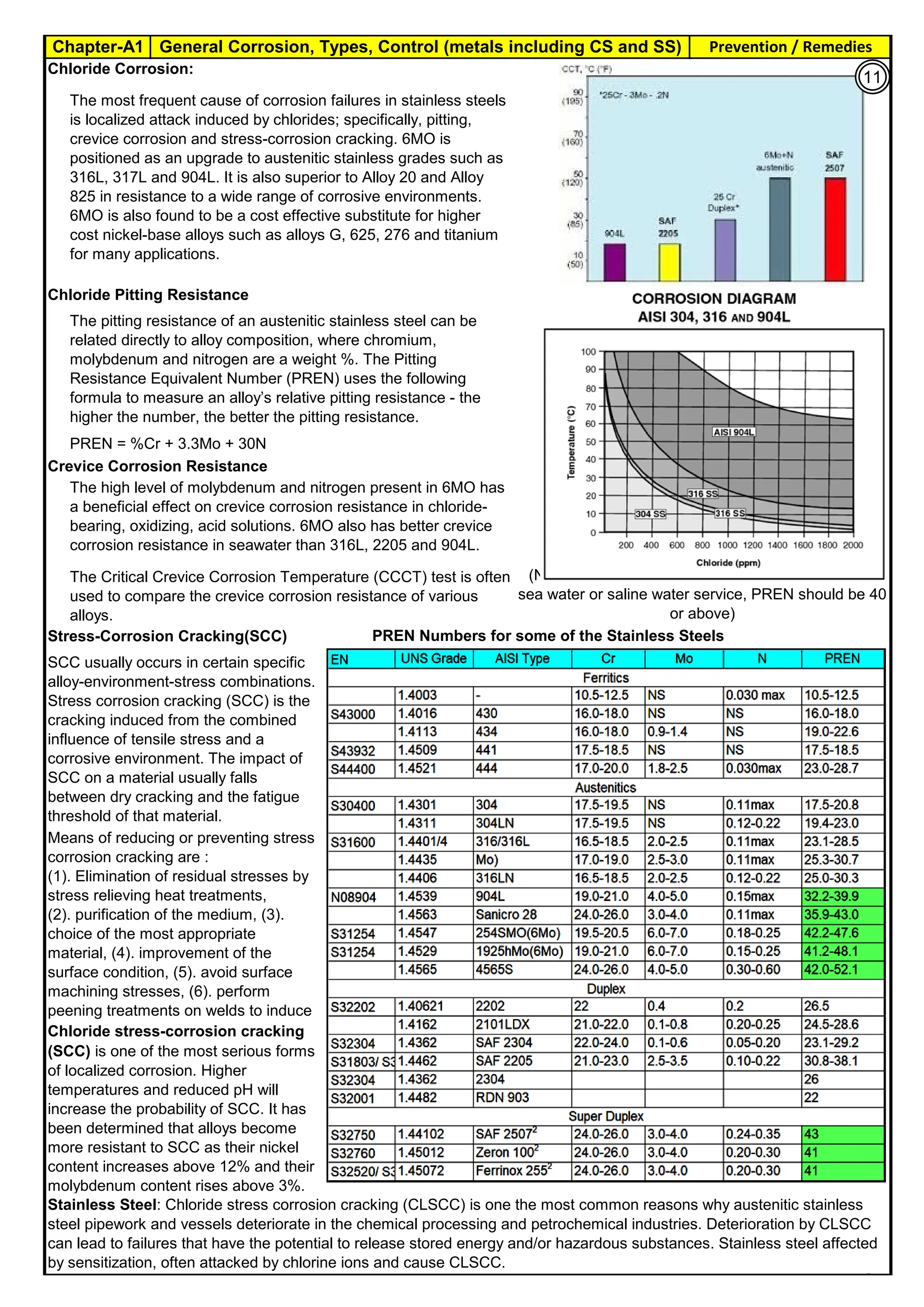
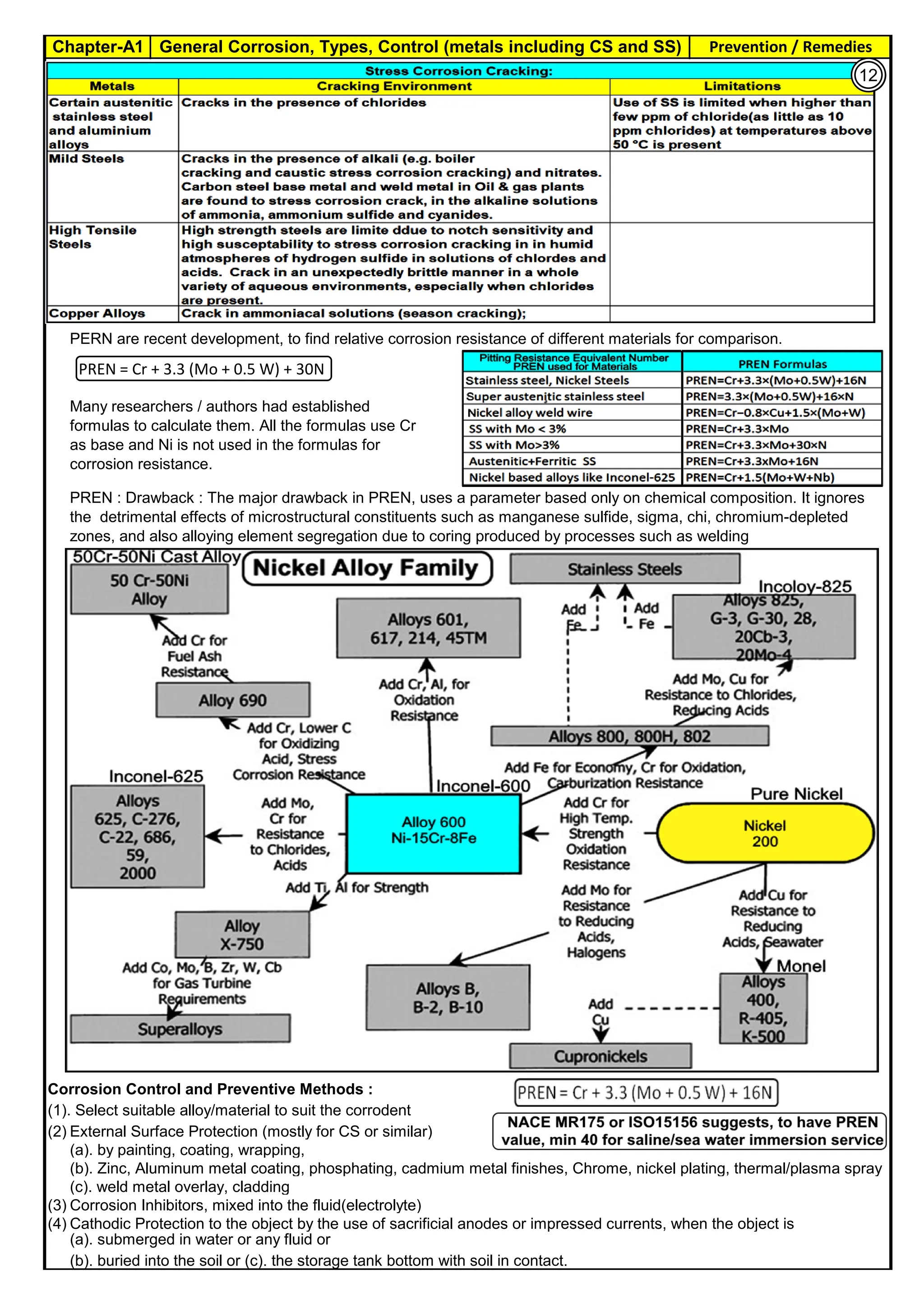
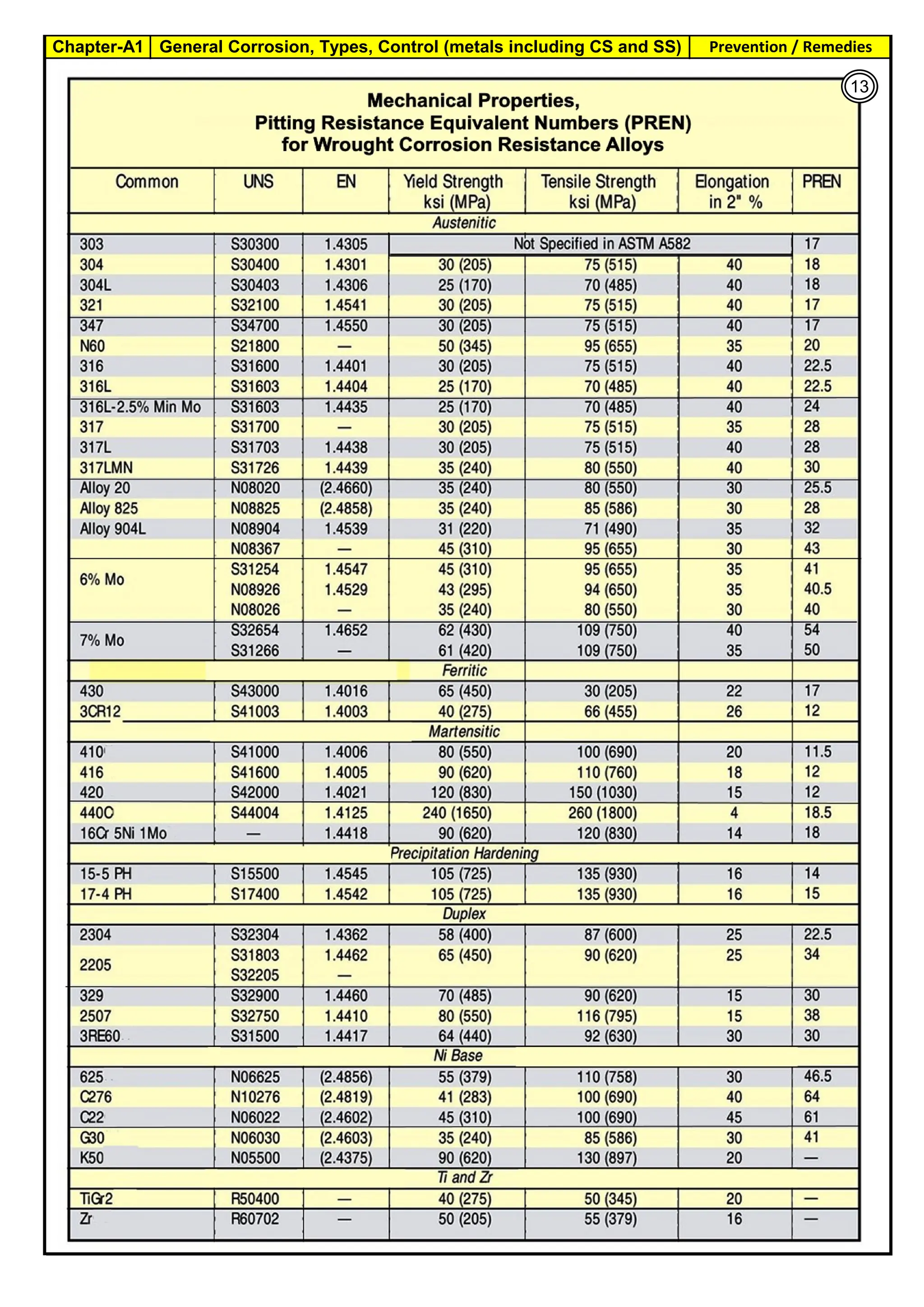
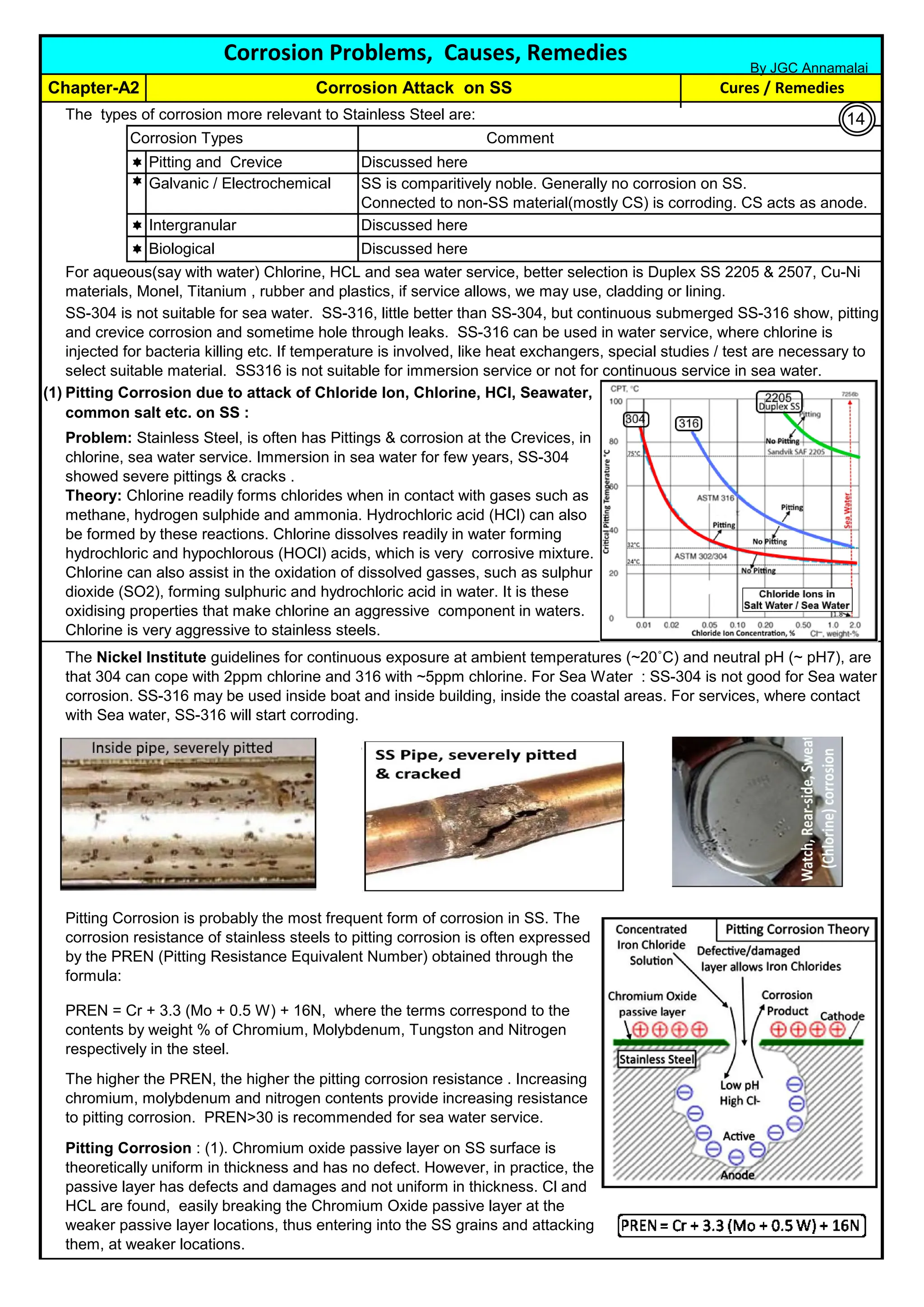
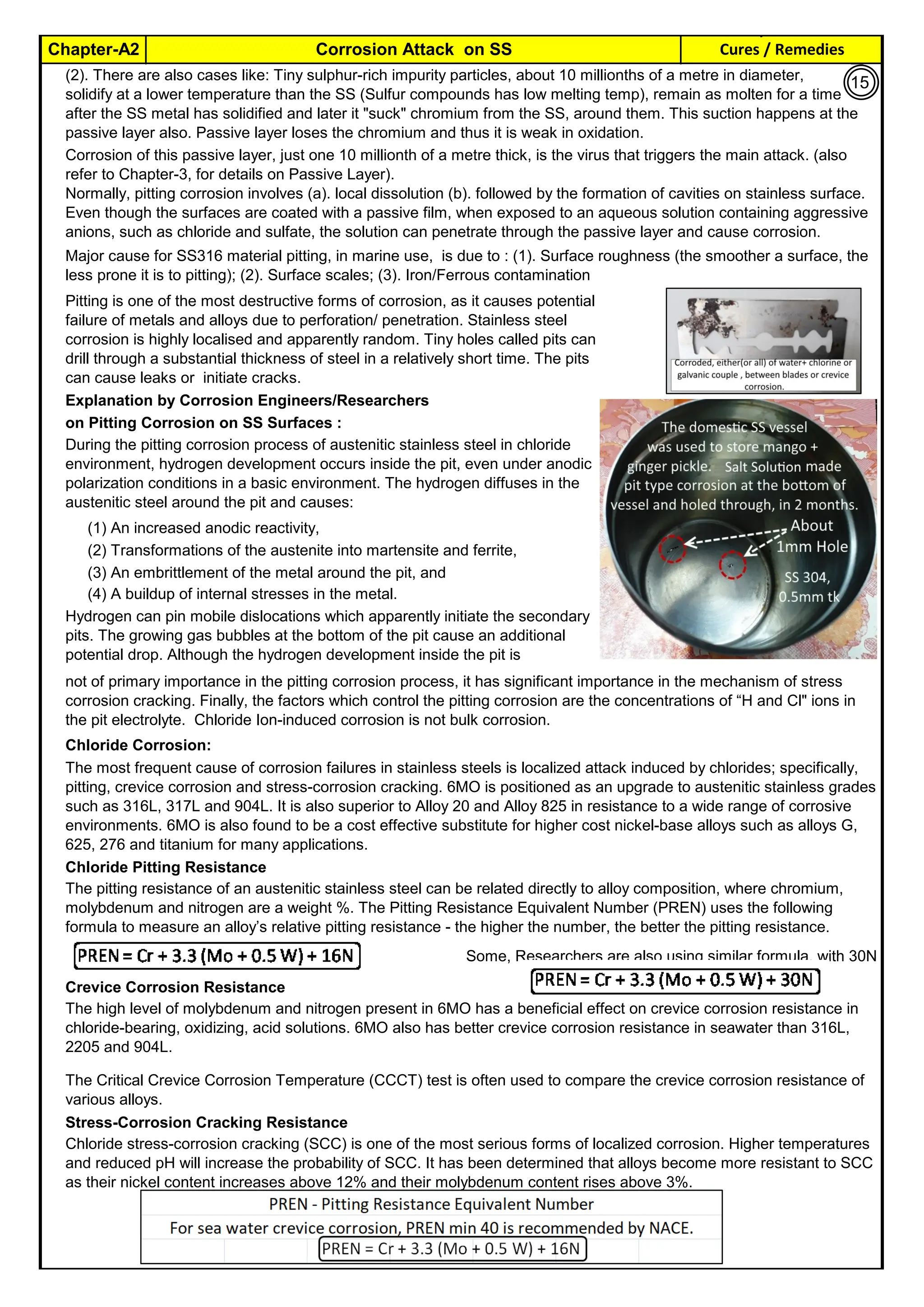
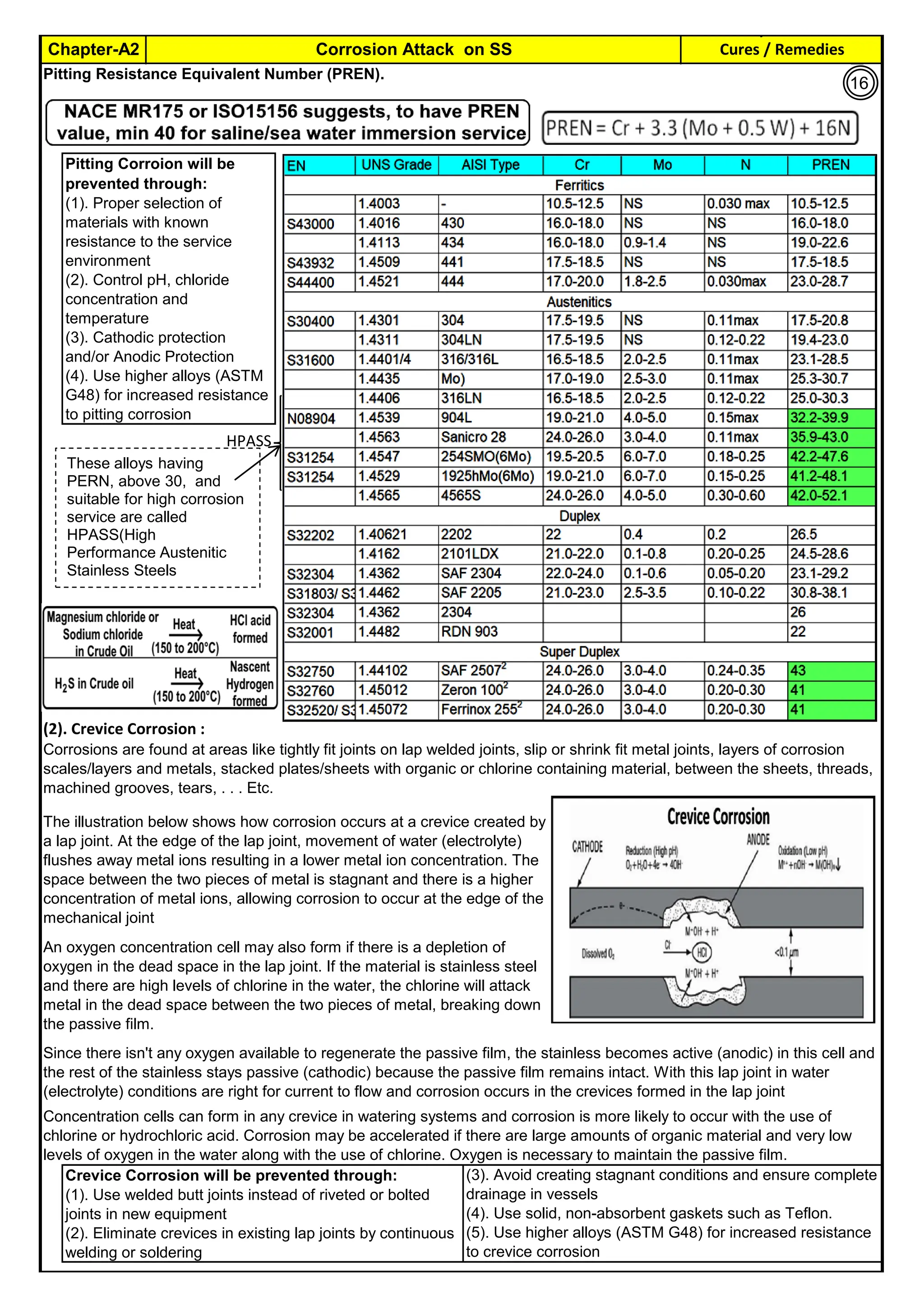
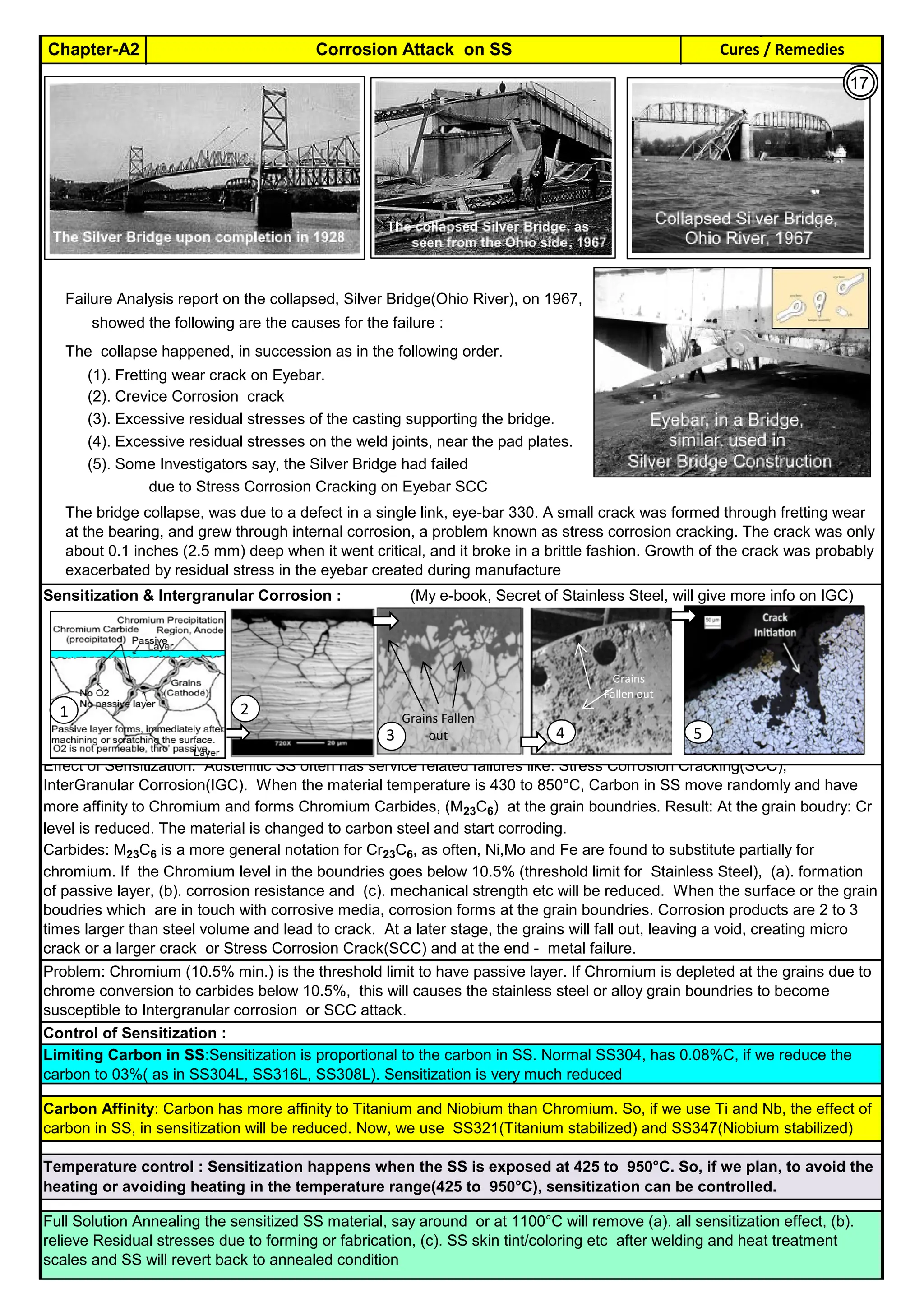
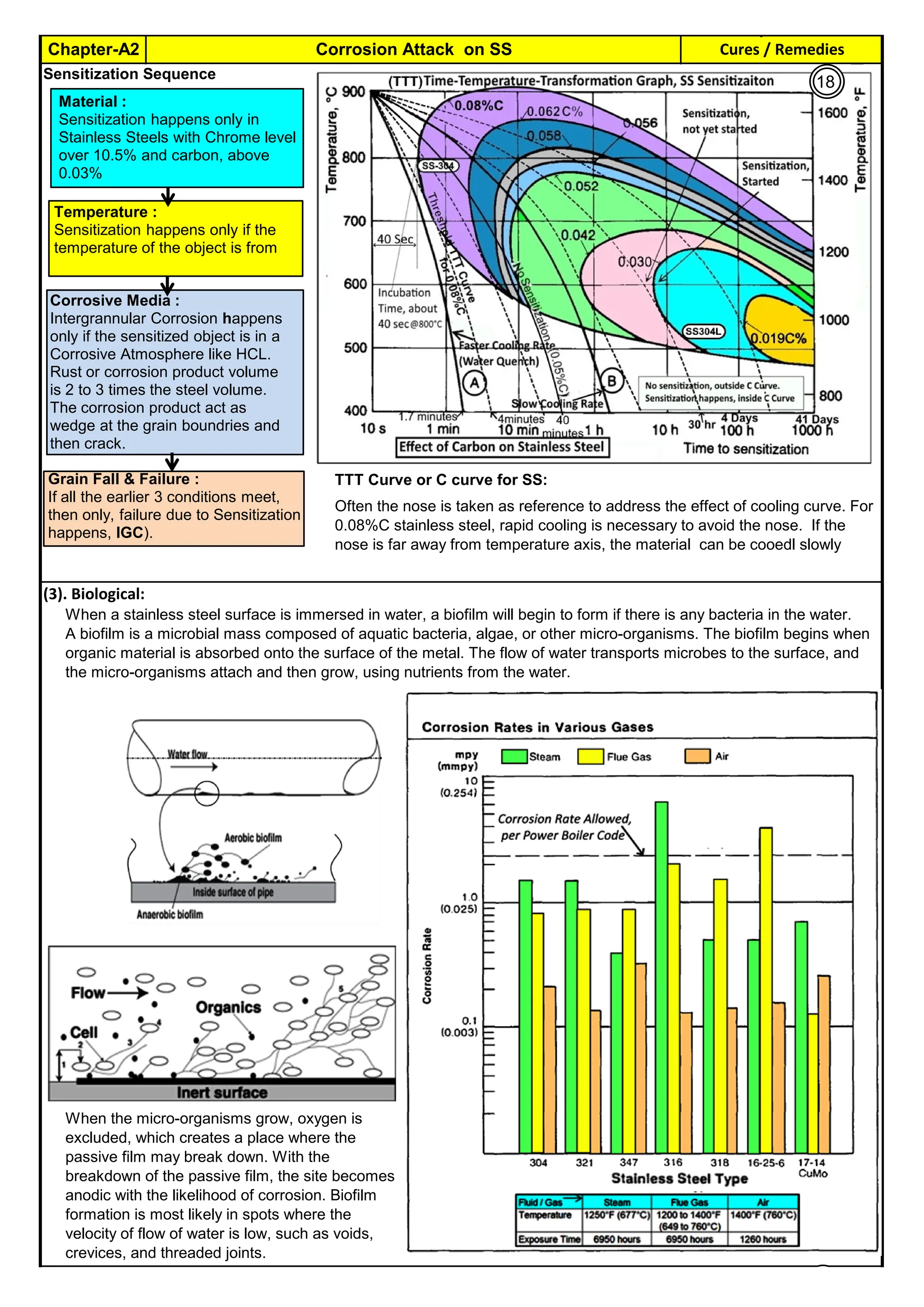
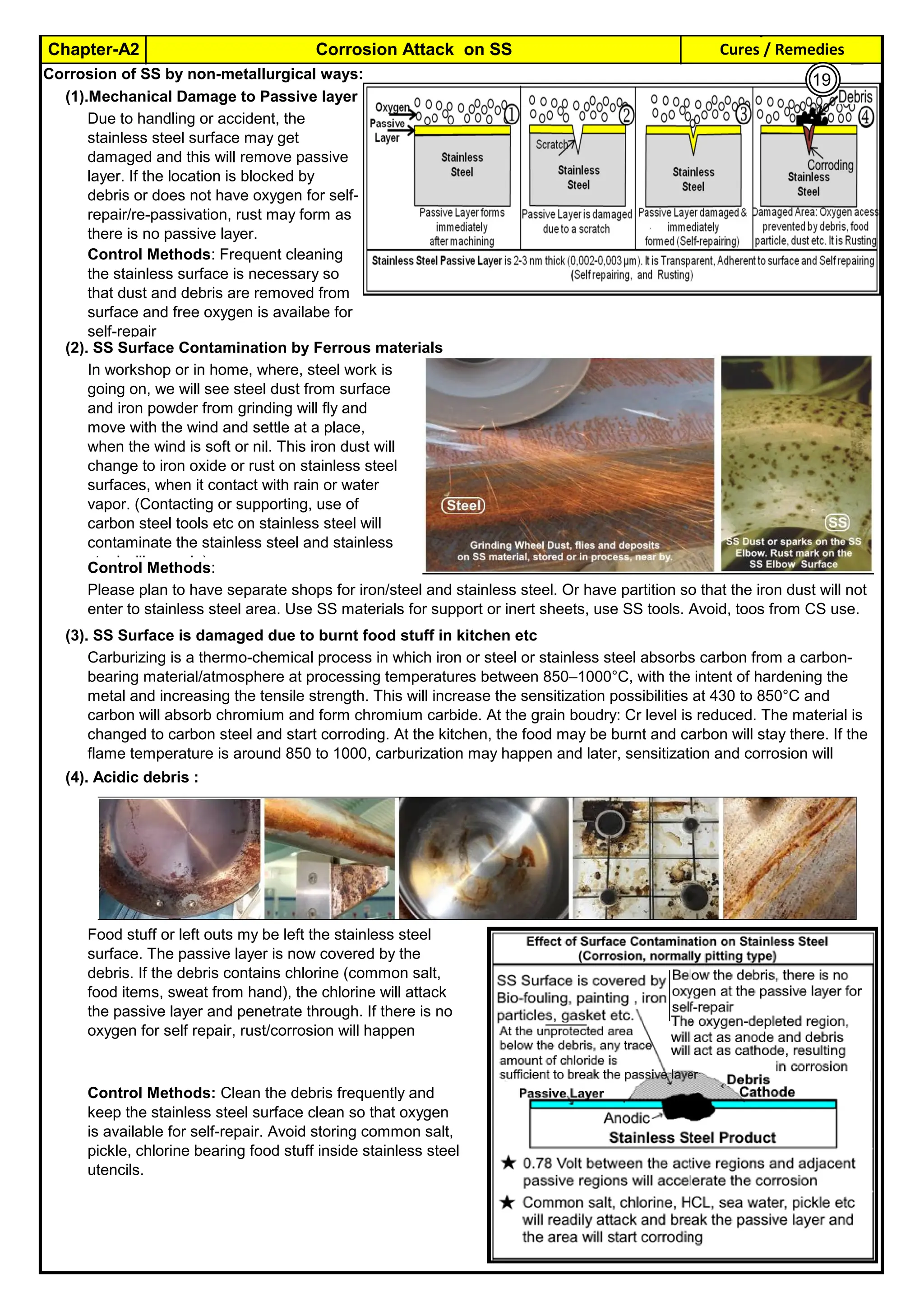
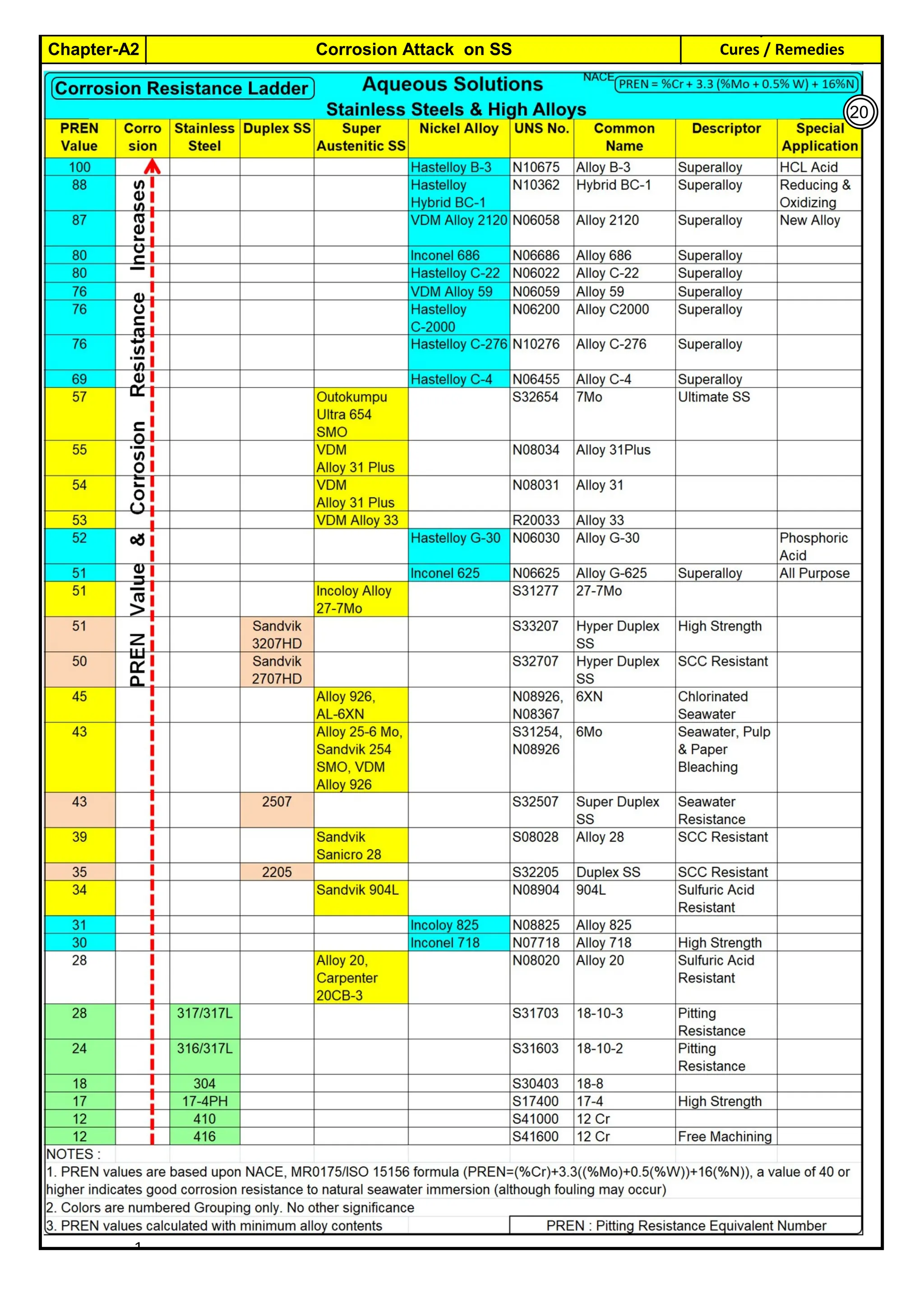
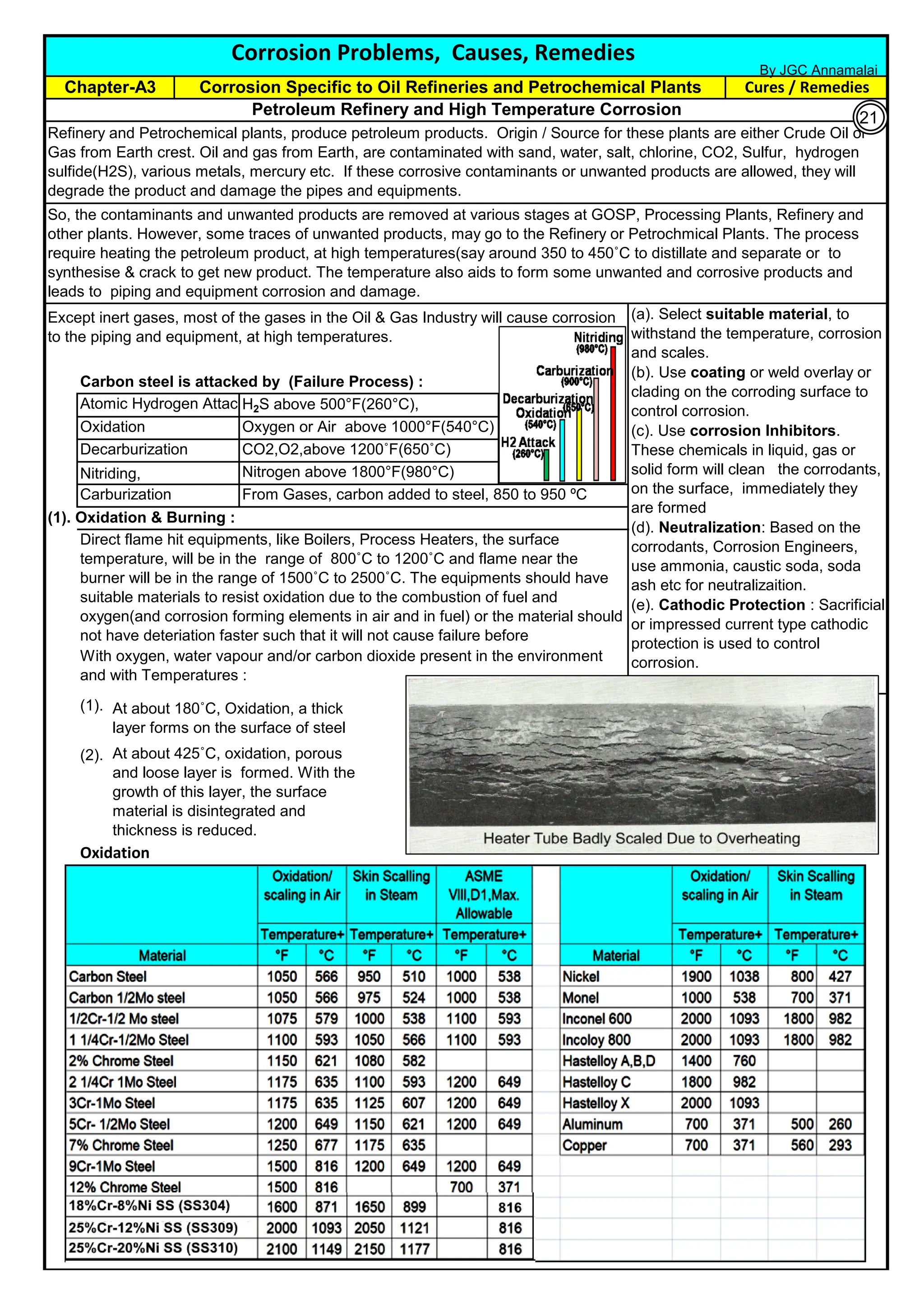
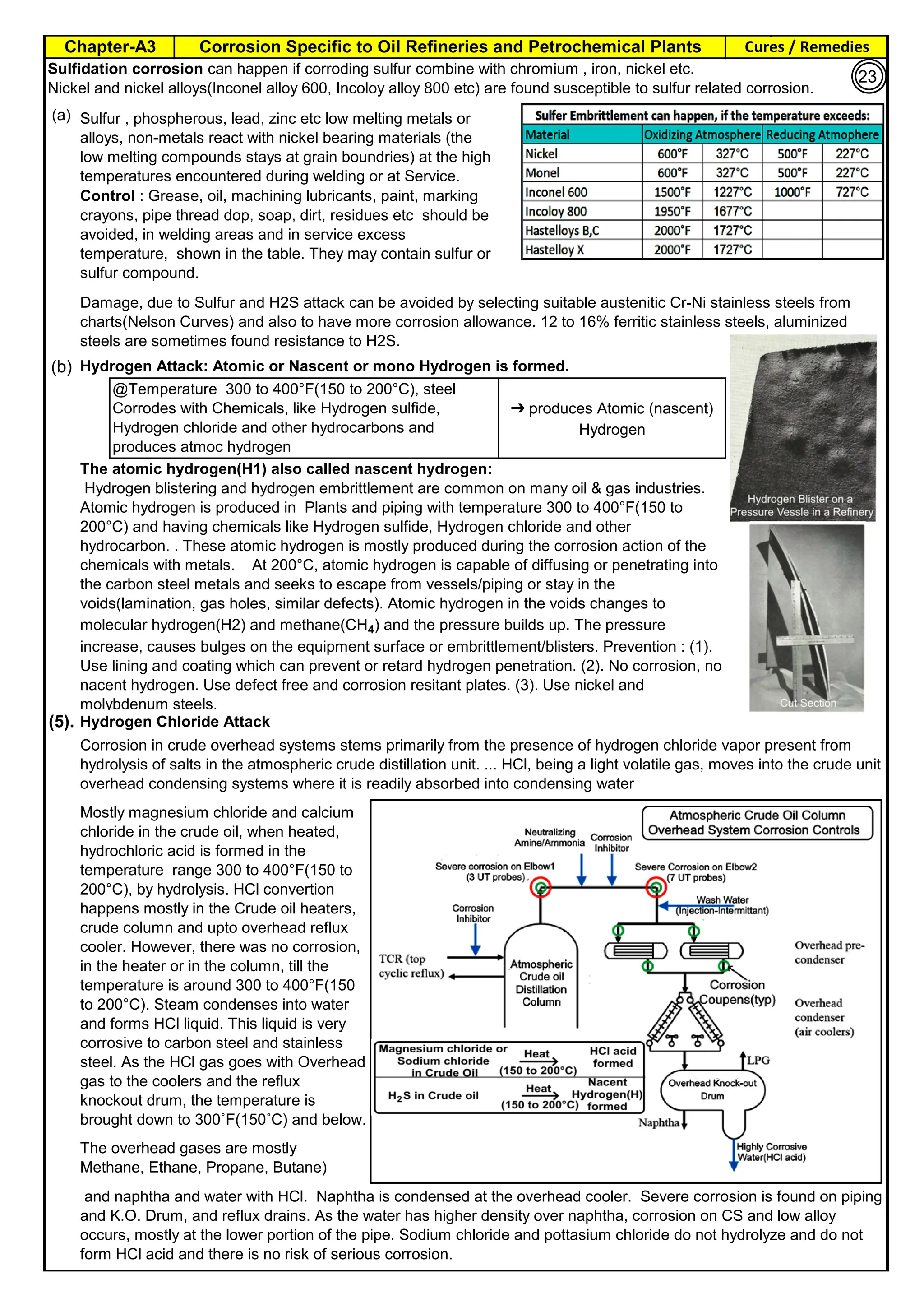
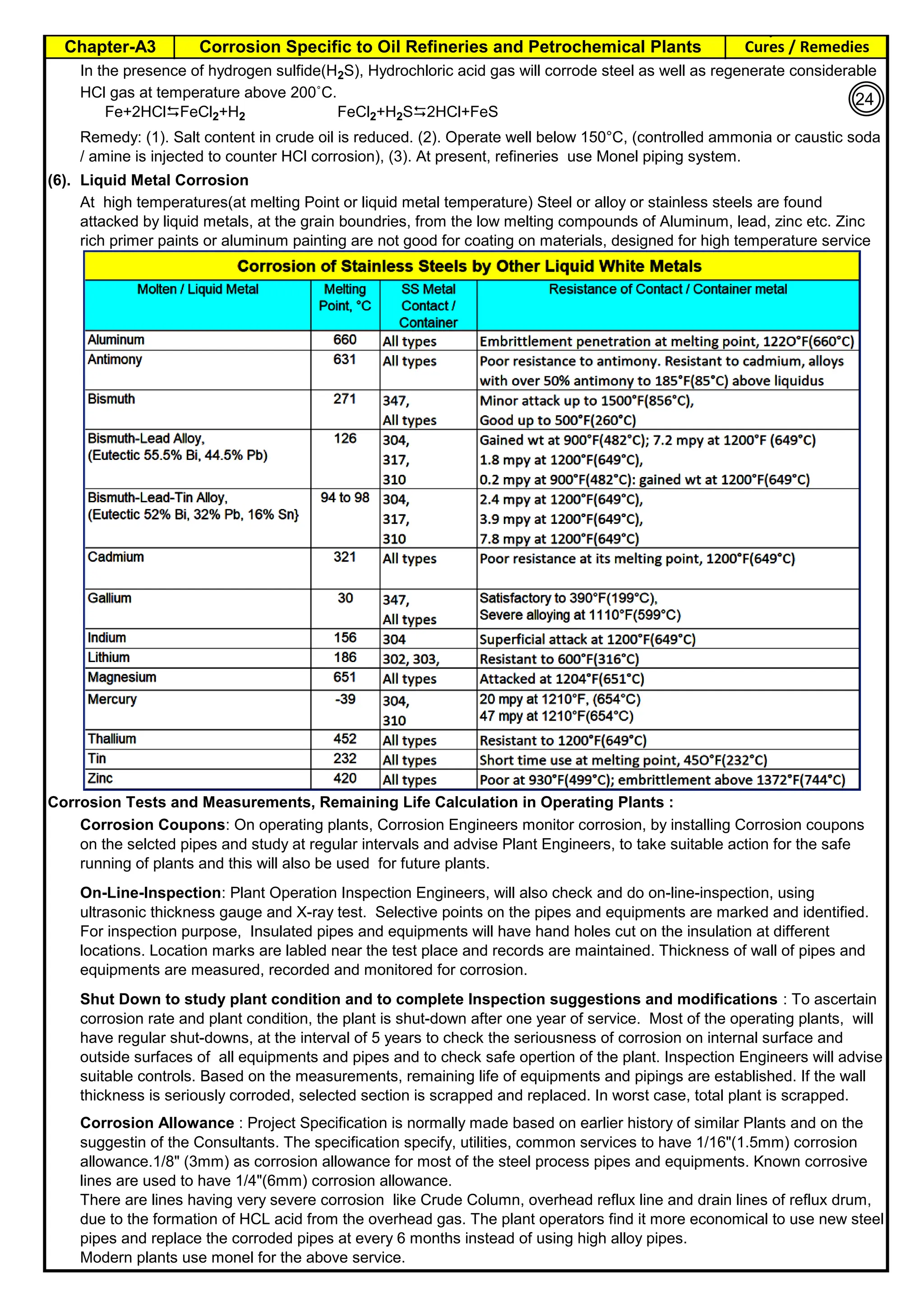
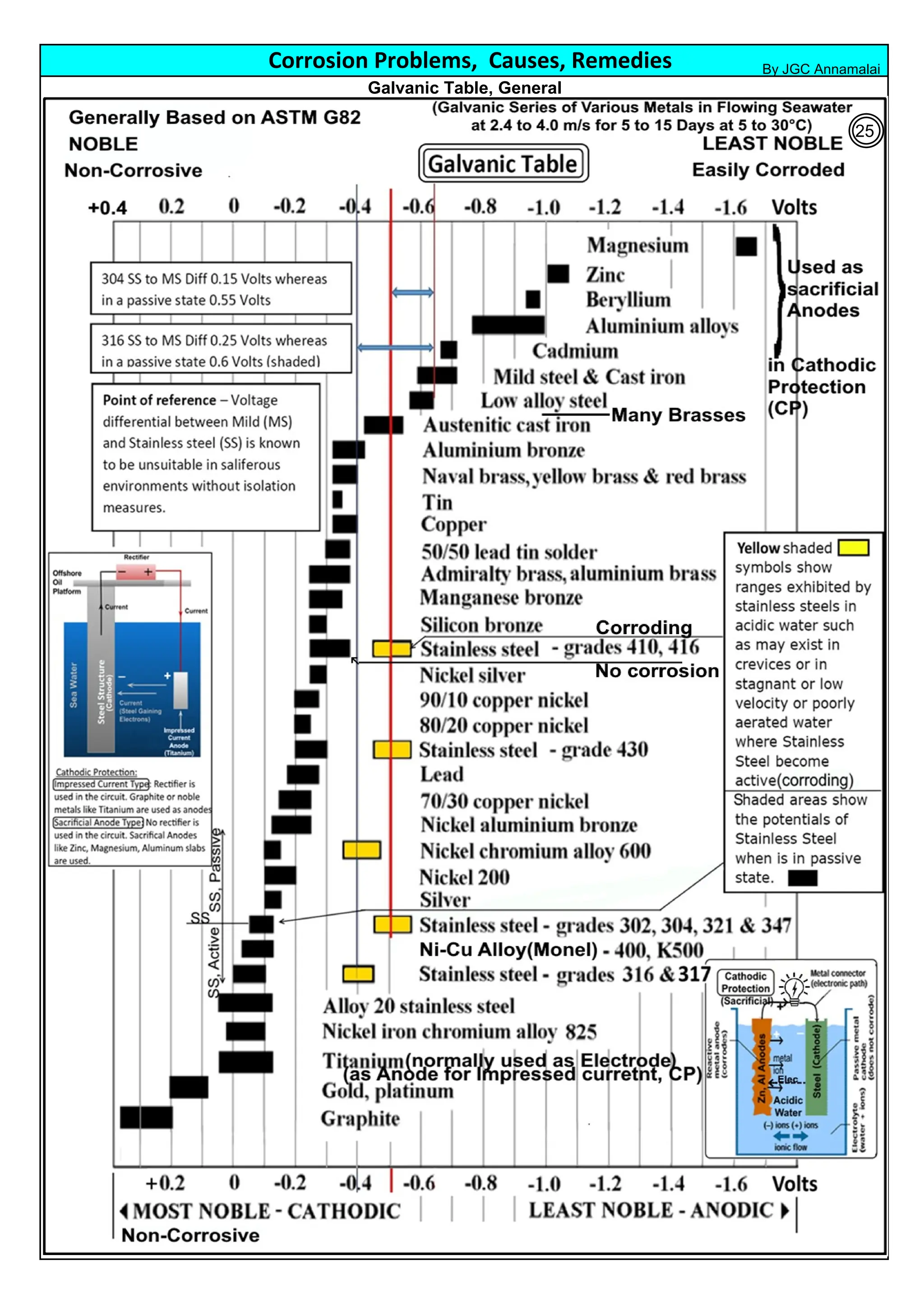
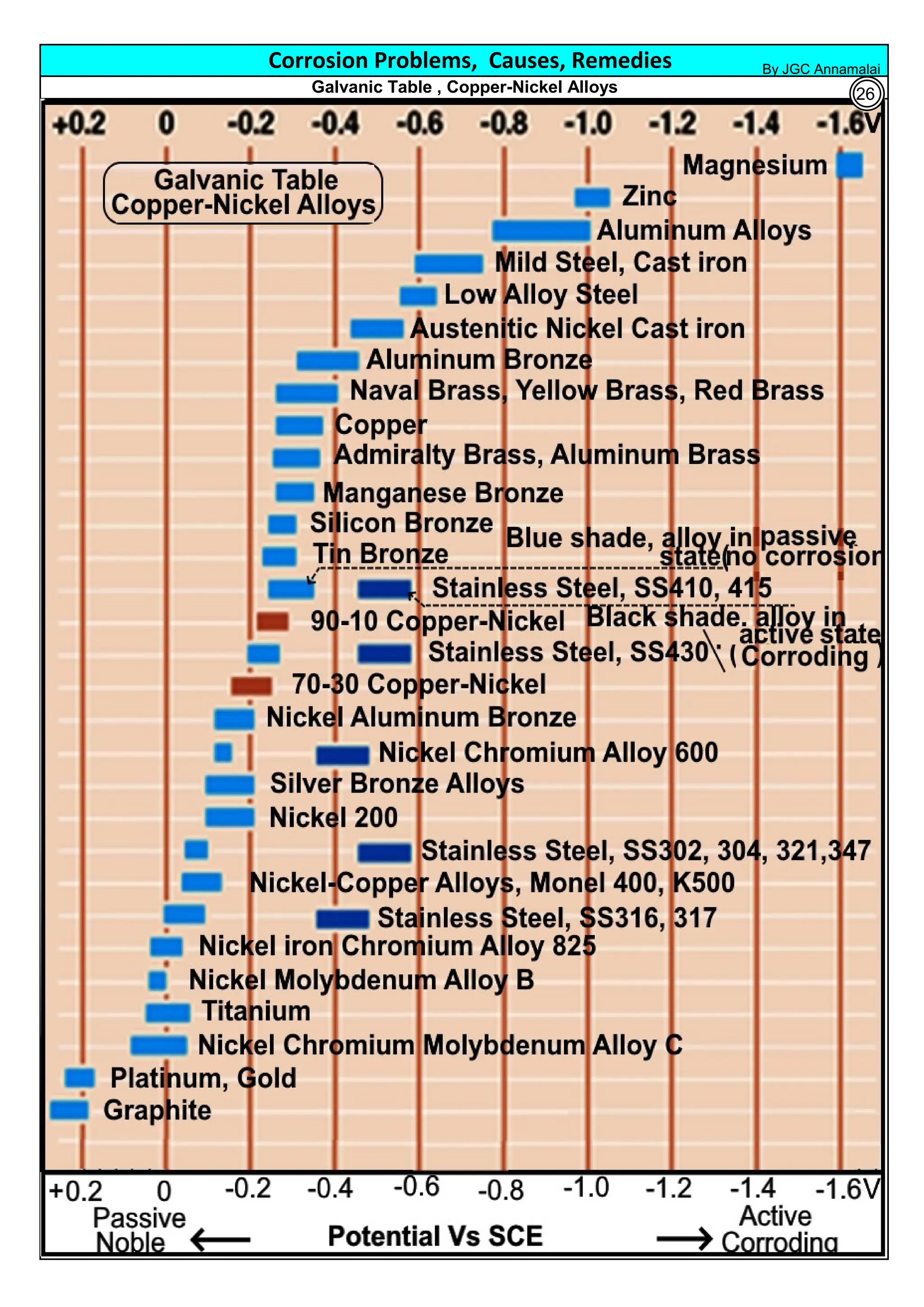
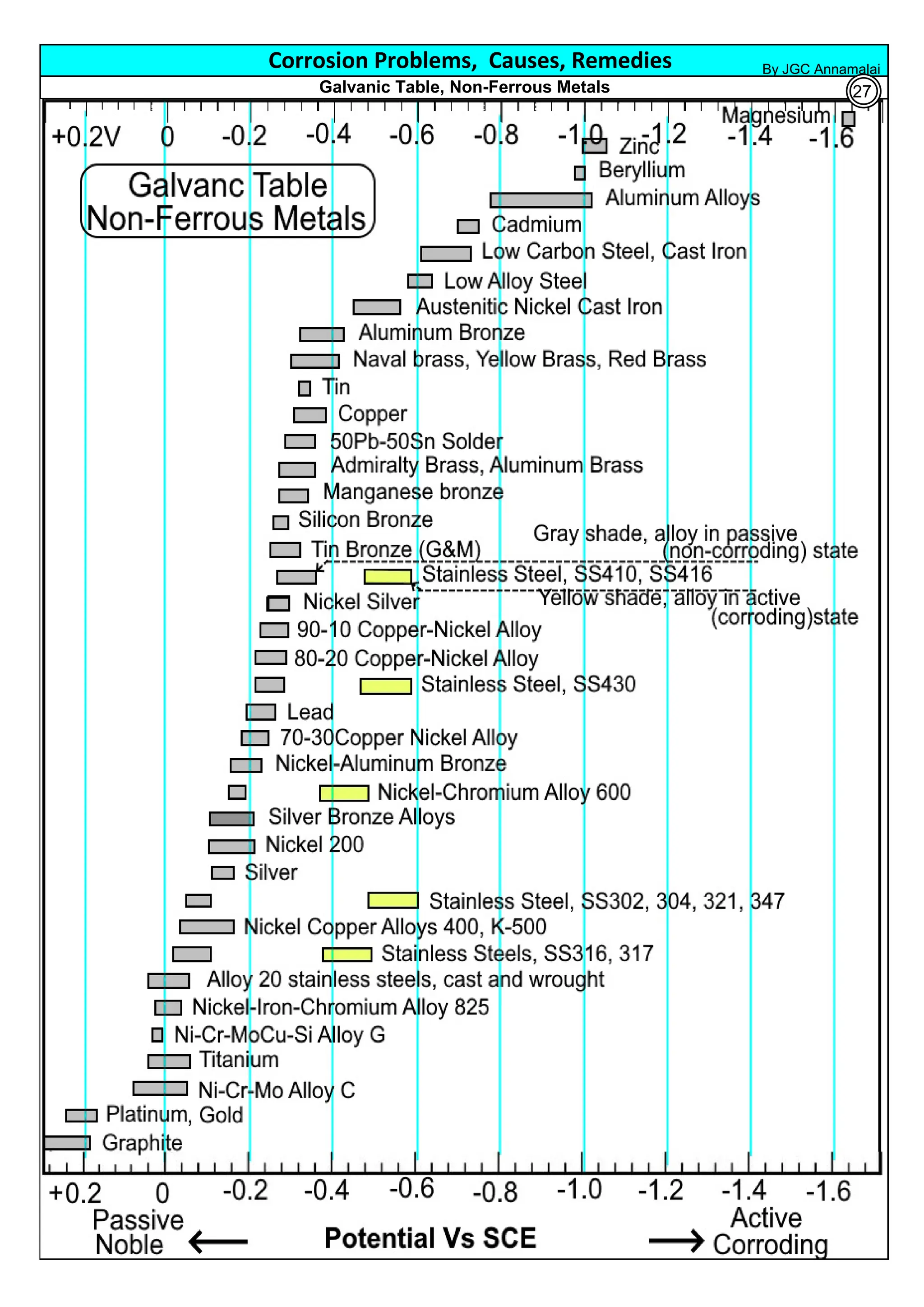
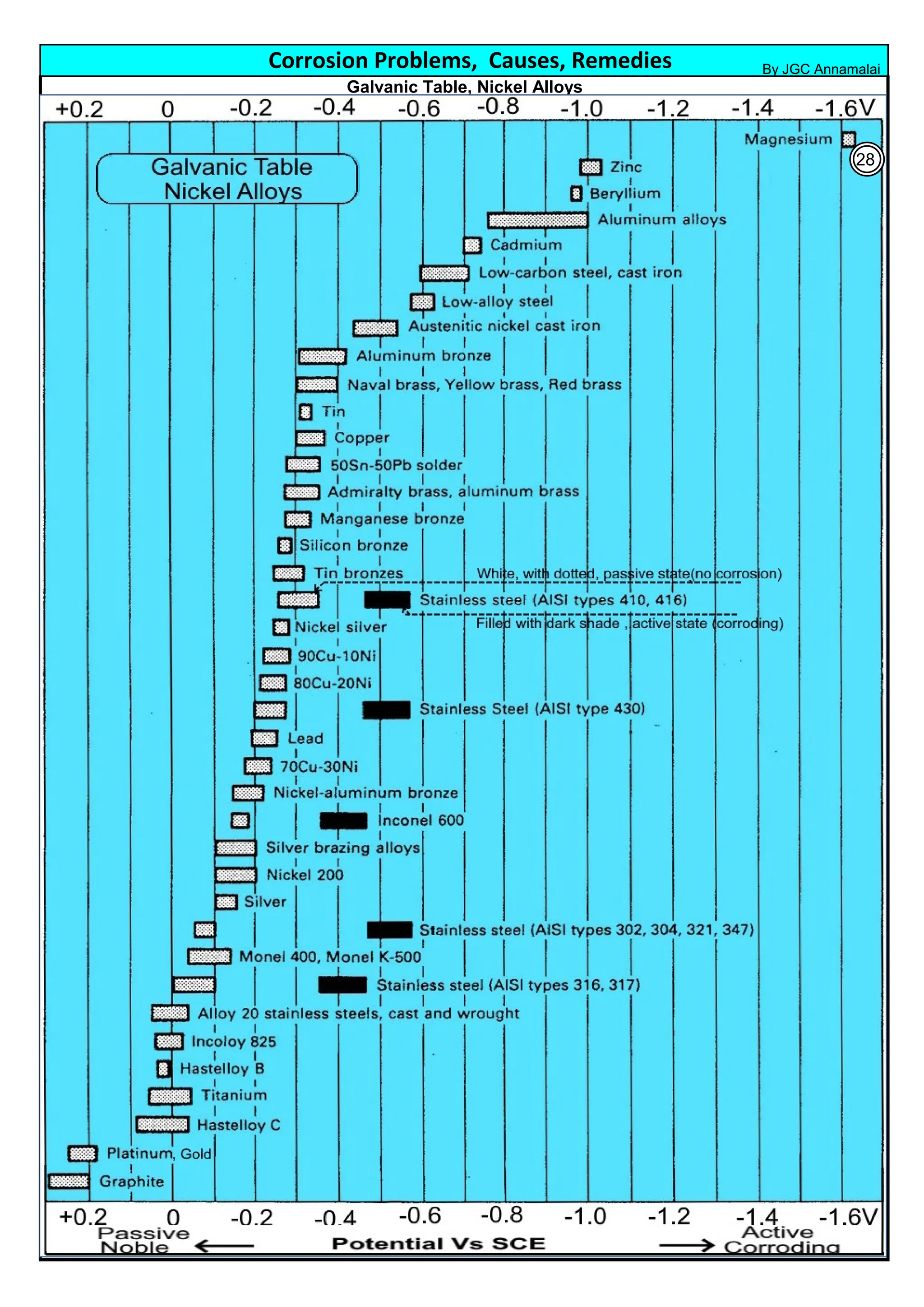
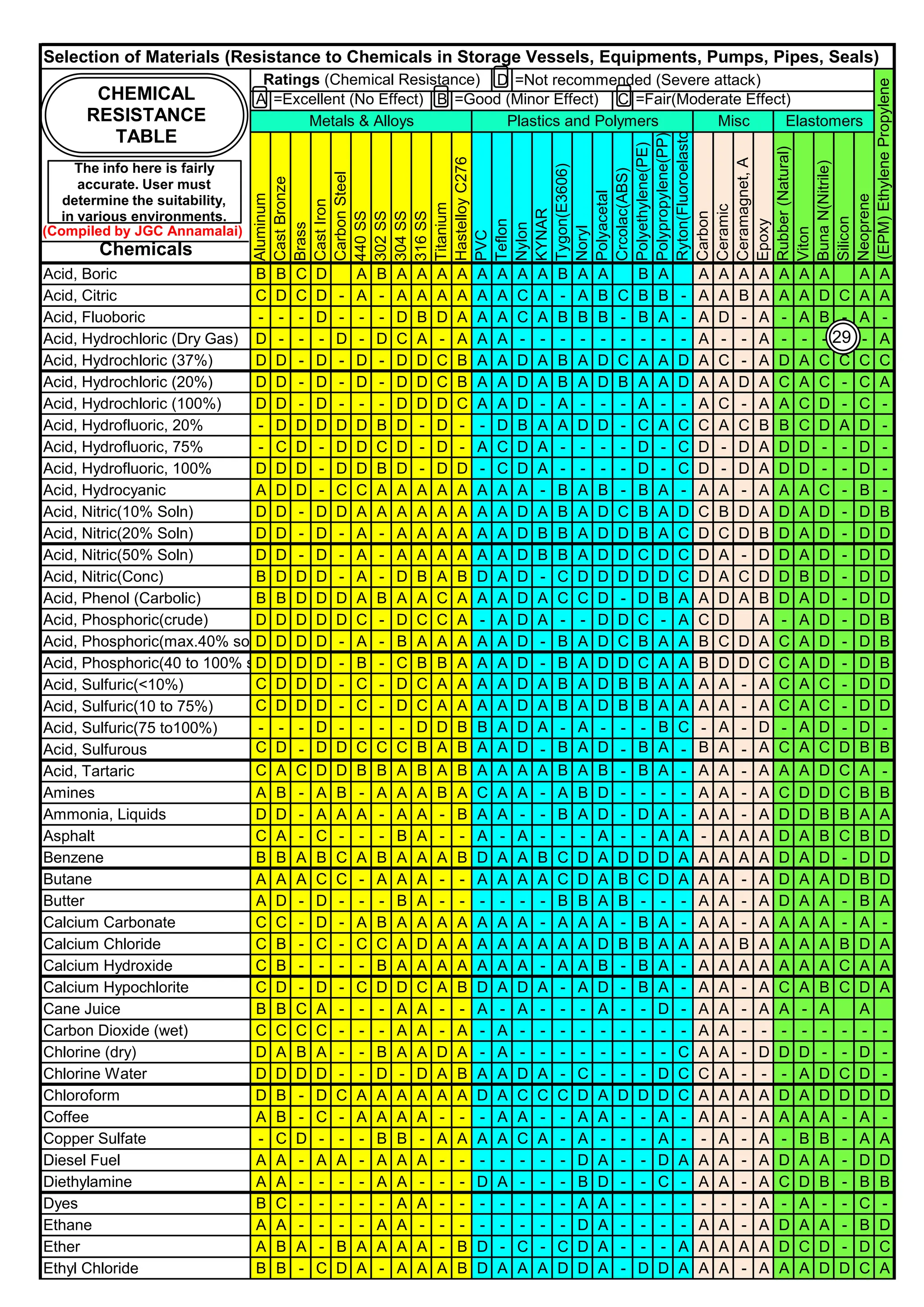
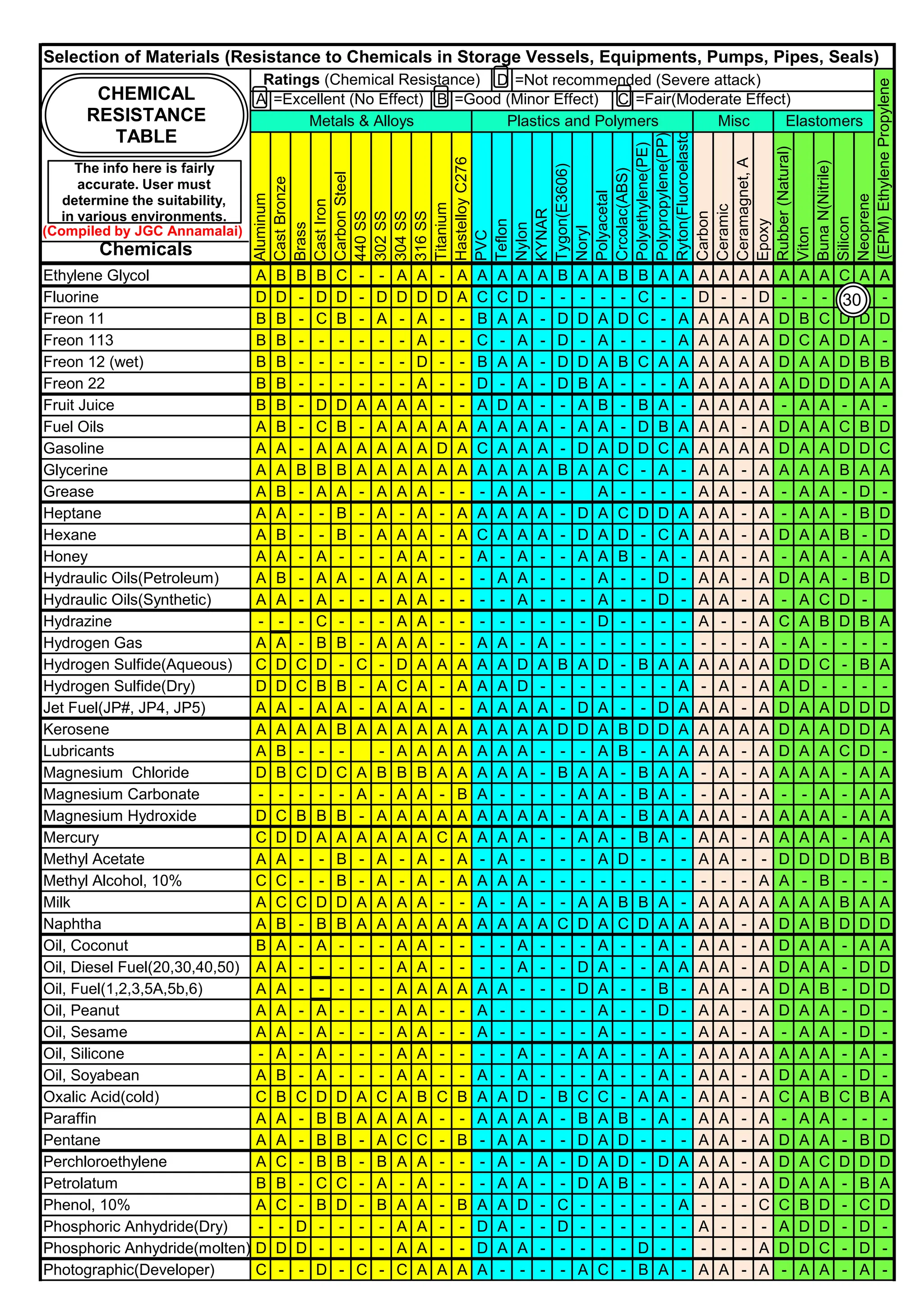
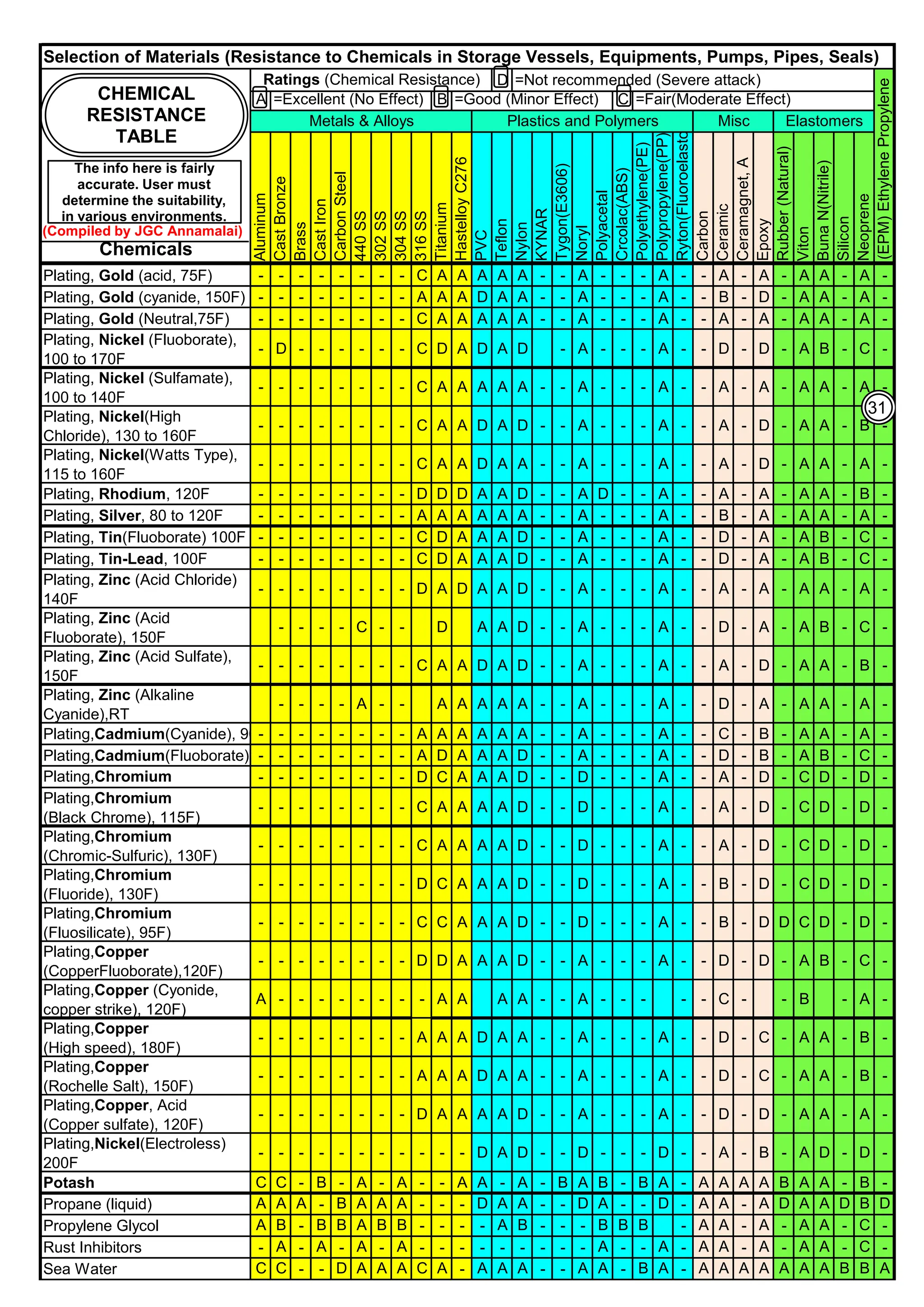
![D =Not recommended (Severe attack)
A =Excellent (No Effect) B =Good (Minor Effect) C =Fair(Moderate Effect)
Chemicals
Aluminum
Cast
Bronze
Brass
Cast
Iron
Carbon
Steel
440
SS
302
SS
304
SS
316
SS
Titanium
Hastelloy
C276
PVC
Teflon
Nylon
KYNAR
Tygon(E3606)
Noryl
Polyacetal
Crcolac(ABS)
Polyethylene(PE)
Polypropylene(PP)
Ryton(Fluoroelastomer)
Carbon
Ceramic
Ceramagnet,
A
Epoxy
Rubber
(Natural)
Viton
Buna
N(Nitrile)
Silicon
Neoprene
Selection of Materials (Resistance to Chemicals in Storage Vessels, Equipments, Pumps, Pipes, Seals)
Ratings (Chemical Resistance)
(EPM)
Ethylene
Propylene
Metals & Alloys Plastics and Polymers Misc Elastomers
CHEMICAL
RESISTANCE
TABLE
The info here is fairly
accurate. User must
determine the suitability,
in various environments.
(Compiled by JGC Annamalai)
Silicone B A - - - A - B - - - - - A - - A A - - A - A A - A A A A B A A
Silver Bromide D - - - - B - C C - - - - - - - A C - - - A - A - - - - - -
Silver Nitrate D D - D D A B A B A A A A A A B A C - B A - A A - A A A C - A C
Soap solutions C B - B A A A A A A B B A A B A A - B A - A A - A A D D - C -
Soda Ash(Na2CO3) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Sodium Acetate B B - C - B B A A A A A A A A - A B - B A - A A - A A D D - C -
Sodium Carbonate (Na2CO3) C B B B B B B A B A A A A A A B A A C B A A B A - A A A A - A A
Sodium Chloride C B C B C B B A C A A A A A A B A A B B A A A A A A B A A C A A
Sodium Fluoride C C - D D C B C - A A D A A - D - - - C - - - - - A D B D - D -
Sodium Hydroxide(20%) D C D A - A - A A A A A A C A B A D C C A A C D A A A A A D B A
Sodium Hydroxide(50%) D C D B - - - A B A A A A C D B A D C C A B C D A A B B D D C -
Sodium Hydroxide(80%) D C D C - - - A D A B A A C - B A D C C A B C D A A B B D D C -
Sodium Hypochlorite D D - D D - D - A A A A A A A - A - - - A C - D - A - B B C A -
Sodium Hypochlorite (20%) C D D D - C - C C A A A A A - B A D - B D C D A B B C A C D D B
Sodium Nitrate A B C A B A B A A A B A A A A B A B - B A - A A A A C D C D B A
Sodium Silicate C C C - B A B A B A B A A A - B A C - - A - A A - A A A A - A A
Sodium Sulfide D D D A B - B A B A B A A A - B A B - B A A A A - A C A C - A A
Soy Sauce A A - D - - - A A - - - - A - - A A - - - - A A - A D A A - A -
Starch A B - C C - B A A - - A A A - - A A - B - - A A - A - A A - A -
Styrene A A - - A - A A A - - - A - - - A A - - - - A A - A D B D D D D
Sugar (liquids) A A - B B A A A A - A - A A - - A A B - A - A A A A A A A - D -
Syrup A D - - - A - A A - - A - A - - A A B - A - A A A A A A A - B -
Tanning Liquors C A - - - - - A A A A A A - - B - B - - A - A A - A - A C - - -
Tetrachloroethane - - - - - - - - A A A D A A - - D A - - A - A A - A D A D - - D
Tomato Juice A C - C - - A A A A A - A A - - A B B - A A A A - A - A A - A -
Toulene, Toluol A A A A A - A A A A A D A A A D D A D D D A A A A A D C D D D D
Trichloroethane C C - C - - - C A A A - A - - - D A - - - - A A - A D A D D D D
Trichloroethylene B B A C B - B A A A A D A C A - D A D D D C A A C A D A D D D D
Trichloropropane - A - - - - - - A - - - - - - - D A D - - - A A - A - A A - A -
Turpentine C B C B B - B A A - A A A A A B D A - D B A A A - A D A D - D D
Urine B C - B - - - A A - - A - A - - A A - B A - A A - A - A A - D A
Varnish A A B - C A A A A - - - A A - - D A - - A - A A A A D A B C D -
Vegetable Juice A C - D - - - A A - - - - A - - A A - - - - A A - A D A A B D -
Vinegar D B B C D A A A A A A A A A A - A B B B - - C - B - - A C A - -
Water, Acidic C C D C - - - A A - - A - A - B A D B - A B A A - A B A A - B -
Water, Distilled(Lab) B A - D - - - A A - - A A A - B A A A - A A A A A A A A A - B A
Water, Fresh, drinking A A C D - - A A A - - A - A - B A A - - A A A A A A A A A - B A
Water, Salty B B C D - - - A A - - A - A - B A A - - A A A A A A A A A - B A
Whiskey & Wines D B B D D A A A A - - A A A - - A A - B A - A A - A A A A B A A
White Liquor(Pulp Mill) - D - C - - - A A - A A A A - - A D - - A - A A - A - A A - A -
White Water (Papr Mill) - A - - - - - A A - - - - A - - - B - - A - A A - A - A - - A -
Zinc Chloride D D D D D B D D B A B A A A A - A C - B A A A A - A A A A - A A
Caustic Soda or Sodium Hydroxide Chloroform, or Trichloromethane
Baking Soda, or Sodium bi-Carbonate Lye
Soda Ash or Sodium Carbonate Borax
Bleaching Powder or Calcium Hypochlorite Lime or whitewash
NaHCO3 NaOH or KOH
Na2CO3 Na
₂
[B
₄
O
₅
(OH)
₄
]·8H
₂
O
Ca(ClO)2 CaOH
Few Common Name or Chemical Name Formula Few Common Name or Chemical Name Formula
NaOH CHCl3
32](https://image.slidesharecdn.com/corrosionengineeringproblemscausesremedy-250323073455-4afbb03f/75/Corrosion-Engineering-Problems-Causes-Remedy-pdf-32-2048.jpg)