Downloaded 30 times


































![TABLE 6: APPLICATIONS FOR THE FLUIDIZED-BED OPPOSED JET MILL
Cool Delamination / Hard mate- Contamination-free Other
Cover Story grinding deglomeration rial processing
Toner Mica Abrasives Dental ceramics Silica
Powder Talc Technical Fluorescent powders Flame retardants
coating Ceramic Ceramics Silica gel Rare-earth-magnet
heat is converted to kinetic en- Wax pigments Perlite Pharma auxiliaries materials
ergy. The gas can even be accel- Plant Pigments Glass frits Acive pharmaceutical PTFE
protectors Tungsten ingredients (API) Graphite
erated to supersonic speed in a Paints carbide
Laval nozzle. A Laval nozzle is
characterized by its hourglass
shape, which widens down- Feed Feed
stream of the narrowest diame- Transport air
ter in a similar way to Venturis. Air +
Compressed air at 20°C and ground
product
between 6 and 8 bar overpres-
sure is frequently used, in
which case the exit velocity of Air +
ground
the air is approximately 500 product
m/s. If the product permits, the
Grinding
compressed air is not cooled air
downstream of the compres-
sor, and jet mills are operated
at elevated temperatures. Air Grinding
air
velocities of approximately 600
m/s can be achieved in this way.
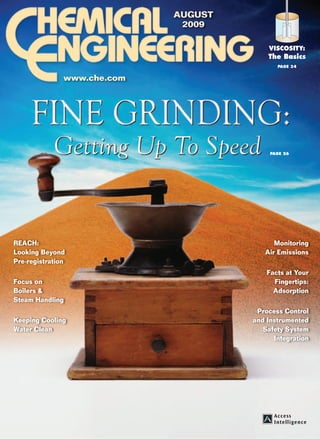
After exiting the nozzle, the FIGURE 7. The spiral jet mill is relatively simple
speed of the jet drops rapidly
as a result of air and product being terial at the periphery. This transports
sucked in from the surroundings. the feed material into the jets of grind- FIGURE 8. This fluidized-bed opposed-
jet mill has an integrated deflector-wheel
If superheated steam is used as the ing air, where it is comminuted mainly classifier
propellant, it is possible to achieve as the result of impacts between the
speeds of over 1,000 m/s. A significant particles traveling at different speeds. to wear, and no fineness adjustment.
disadvantage of grinding with steam, The air stream in the grinding cham- Spiral jet mills are employed in the
however, is the tricky operation of a ber effects a spiral classification: fine chemicals industry for the dispersion
system where the risk of condensation material is conveyed to the central of pigments. During a dispersion pro-
in the downstream filter is high. This discharge opening, whereas coarse cess, the final particle size is dictated
is the reason why more and more jet material is centrifuged back out to the more by the primary particle size in
mill owners have meanwhile switched periphery. A high pressure builds up the feed material than by the air clas-
from steam operation to compressed in the mill as a result of the air rotat- sification. Large mills have a diameter
air mode. ing at high speed. This makes it neces- of the grinding chamber of approxi-
Increasing demands on the prod- sary to use an injector operated with mately 1 m and consume up to 3,000
uct quality and the development of compressed air to feed the material; m3/h of compressed air. Small mills for
the fluidized-bed opposed jet mill (de- with approximately 30%, the injector product development have diameters
scribed below) have helped jet mill- requires a considerable share of the of only 30 mm.
ing gain acceptance, even though the total air flow. Fluidized-bed jet mills. The fluid-
energy consumption of jet mills is ex- The spiral jet mill has no fineness ized-bed opposed-jet mill came onto
tremely high. Besides taking a look at control. At a constant air flowrate, the the market around 1980. The big ad-
the fluidized-bed opposed jet mill, the feedrate is the main parameter used to vantage of this jet mill, when com-
spiral jet mill, which continues to be adjust the fineness. A high throughput pared with the spiral jet mill, is the
popular in the pharmaceuticals indus- results in coarse product because the integrated deflector-wheel classifier,
try is also considered. spiral is decelerated, and this leads to which, together with the constant air
Spiral jet mill. The spiral jet mill is a coarser classification. flowrate, ensures an extremely con-
a simple piece of equipment. At the pe- The advantages of the spiral jet stant product quality.
riphery of the flat-cylindrical grinding- mill — simple design, simple clean- The nozzles expand the compressed
classifying chamber, compressed air is ing [(clean-in-place (CIP) capable] grinding air horizontally in the grind-
expanded in nozzles that are pitched and simple sterilization [sterilize-in- ing chamber (Figure 8). In the case of
at an angle of between 30 and 50 deg. place (SIP) capable] — have all com- frequent product change — that is,
to the radius (Figure 7). This causes bined to ensure that this machine the desire to completely empty the
a rotating air stream in the grinding has remained the standard machine vessel — additional bin floor nozzles
chamber. The feed material, charged in the pharmaceutical industry for can also be used. The nozzle diameters
to the grinding chamber through an fine grinding. And this is in spite of range from 1 mm with the small mills
injector, becomes caught up in the ro- the disadvantages: high noise level in to 30 mm with the largest ones. The
tating flow of air, is centrifuged and operation (injector), additional gas re- rising flow of air transports ground
ultimately forms a rotating ring of ma- quirement for the injector, sensitivity product to the integrated classifying
30 CHEMICAL ENGINEERING WWW.CHE.COM AUGUST 2009](https://image.slidesharecdn.com/chemicalengineering200908-130204115317-phpapp01/85/Fine-Grinding-Getting-Up-To-Speed-36-320.jpg)

![Cover Story
TABLE 7: SUITABILITY OF DIFFERENT MILL DESIGNS FOR SPECIFIC APPLICATIONS
Mill design
Material properties Fine Long gap Dual-rotor Classifier Spiral Fluidized-
impact mill mill pin mill mill jet mill bed jet mill
Fineness > 100 μm > 80 μm > 32 μm > 10 μm > 5 μm > 3 μm
Top cut - o - + + +
Mohs' hardness < 3 + + + + + +
Mohs' hardness > 3 o o - o - +
Heat-sensitive materials o o - o + +
Moist materials o + (1) o o - o
Sticky materials o o + (2) - - -
Machine sizes
Rotor diameter, mm 50 – 1,800 200 – 2,800 50 – 1,120 50 – 2,000 30 – 1,000 (3) 40 – 1,800 (3)
Drive power, kW 0.5 – 355 4 – 1,400 2x0.5 – 2x250 0.5 – 500 1,200 (4)
+ ideal; o suitable to a limited degree; - not recommended
Footnotes: (1) The long gap mill is capable of processing products with a high moisture content — even liquid suspen-
sions — provided that the air is preheated adequately; (2) In combination with wide-chamber design; ( ) Diameter of
g ; (3)
grinding chamber; (4) Drive power of compressor
1 6
4
FIGURE 13.
2
7 Flowchart of
a pressure-re-
3 lieved process-
ing system with
classifier mill.
[(A) feed; (B)
5 ground material;
(1) metal sepa-
rator; (2) feed
metering screw;
(3) classifier
mill; (4) reverse
FIGURE 12. A standard impact mill
jet filter; (5) fan;
system is composed of: a feeder (1),
(6) explosion-
magnetic separator (2), a mill plus
barrier valve
safety switch (3), a silencer (4), a
(7) explosion
product collection bin (5), an auto-
venting; (8) fire
matic filter (6) and a fan (7)
extinguishing
system; (9) rup-
for a specific application or to it not ture disk]
being suitable at all. Table 7 gives an
overview of the suitability of various
machine types on the basis of differ- be opened if the rotor is still running. an increasingly insignificant role.
ent criteria. A suction-side silencer (4) reduces the Today, solutions are developed for the
noise at the site of machine installa- individual market segments that are
System engineering tion. A large part of the ground prod- more and more specific, whereby the
An impact mill on its own is not func- uct accumulates directly in the fines peripheral conditions specified by a
tional; it needs a more-or-less elabo- collection bin (5), whereas fine dust is product itself must always be taken
rate system for operation. A standard collected in the automatic filter (6). A into account.
system for the classic impact mill is suction fan (7) compensates the filter
shown in Figure 12. Feed metering resistance in order to maintain a slight Explosion protection
channels or screws (1) ensure a uni- under-pressure in the system and thus Even though dust explosions are
form feedrate. A magnet in the feed prevent formation of dust. The rotary relatively rare, they can cause seri-
chute (2) protects the grinding ele- valve at the base of the fines collection ous damage to people and machines
ments from metallic tramp material. bin discharges the product and serves when they do occur. Besides preven-
The door interlock (3) ensures that as an air-lock. tive measures, such as the avoidance
the mill cannot be switched on if the In times with the focus on custom- of potentially explosive dust concen-
door is open and that the door cannot ized solutions, standard systems play trations, the avoidance of critical oxy-
32 CHEMICAL ENGINEERING WWW.CHE.COM AUGUST 2009](https://image.slidesharecdn.com/chemicalengineering200908-130204115317-phpapp01/85/Fine-Grinding-Getting-Up-To-Speed-38-320.jpg)
![FIGURE 16. This fine impact mill inside
FIGURE 14. Shown here is a an isolator features a mill housing and
compact grinding system with grinding elements in monobloc design,
pin mill and two air-locks and polished surfaces (Ra = 0.8 μm)
FIGURE 15. Cryogenic grinding
system operated with liquid nitrogen
gen concentrations by inerting and [(A) feed; (B) ground material; (1) feed that the production personnel must
the avoidance of ignition sources, there metering channel; (2) screw cooler be afforded effective protection. This
are a number of design measures that supplied with liquid nitrogen (LN2); (3) has led to the increasing use of isola-
dual-rotor pin mill; (4) automatic filter;
can limit the damage in the event of (5) temperature sensor]
tors (Figure 16). A machine is much
a dust explosion. In laboratories, for more difficult to operate if housed in
example, inerting is often used — like- perature can be cooled to make them an isolator, than under normal condi-
wise in the pharmaceuticals industry. brittle enough to be subsequently tions. Grinding systems in isolators
In the case of large systems, an explo- ground by impact. Cryogenic grinding are unique systems with every detail
sion-pressure, shock-proof design is is used for spices to make sure that designed to users’ needs.
too expensive, and pressure venting the flavor and aroma is preserved. At
and a reduced explosion pressure is the same time, cryogenic grinding also Final remarks
therefore used (Figure 13). Confor- increases the throughput. Other appli- During the last decades impact grind-
mance with the explosion protection cations are the fine grinding of plas- ing has gone through several devel-
directives 94/9/EC for manufacturers tics and rubber. The supply of nitrogen opments. Dust emissions of systems
and 99/92/EC for owners became man- is controlled as a function of the mill have been reduced. Products have
datory in the EU member countries in outlet temperature. The temperatures become finer and finer. Processes
recent years. downstream of the mill often range have become more stable by using
between 0 and –20°C. The nitrogen re- classifiers. Machines have become
Compact system quirement is considerable and usually more reliable in continuous opera-
In the case of brittle products that ranges between 1 and 3 kg of liquid N2 tion. Nowadays customized solutions
have a low grinding energy, there is a per kilogram of product, which natu- are available for many applications.
high mass flowrate of product through rally raises the costs significantly. Future developments will be: machine
the grinding system. Thus, the system Figure 15 shows a cryogenic grind- diagnosis for planned preventative
can be cooled by the product and does ing system operated with liquid ni- maintenance, noise reduction, energy
not need additional cooling by an air trogen. Large sections of the system efficient grinding processes and use of
flow through the system. A compact are insulated to reduce the nitrogen wear-resistant construction materials
system without dust collector can be requirement, and the cold air is circu- to process harder products by impact
designed for these applications. This lated. Operating in the “through-air” grinding. ■
is especially advantageous for poten- mode is out of the question because Edited by Gerald Ondrey
tially dust-explosive products, because freezing water from the air would
the system is so compact that it can cause the mill to ice up.
Author
Bodo Furchner is general
easily be built in a 10 barg design to manager of the technical di-
withstand dust explosions (Figure 14). Pharma systems vision of Hosokawa Alpine
AG (Peter-Dörfler-Str. 13-25,
This ensures a safe operation of the The demands posed by the pharmaceu- D-86100 Augsburg, Germany;
Phone: +49-821-5906-0; Fax:
system and saves investment costs. tical industry are very different, de- +49-821-5906-234; Email:
An example for the use of such com- pending on whether active substances b.furchner@alpine.hosokawa.
com), a position he has held
pact systems is milling sugar, which is or additives are to be processed and since 1993. Prior to this, he
preferably ground with pin discs (see in what form the medicine will be ad- was manager of Hosokawa
Alpine's Test Center Mechan-
also Figure 9). ministered. In the case of highly active ical Processing from 1995–1999, and worked
substances, the batches are relatively in the company’s R&D department since 1987.
Furchner earned a process-engineering degree
Cryogenic grinding small, and thus so are the machines from the Technical University of Munich, as well
as a Ph.D., which he earned while working as
Some materials that are subject to and systems used to process these scientist at the Institute for Process Engineering
plastic deformation at ambient tem- products. Another important point is in the team of Professor Mersmann.
CHEMICAL ENGINEERING WWW.CHE.COM AUGUST 2009 33](https://image.slidesharecdn.com/chemicalengineering200908-130204115317-phpapp01/85/Fine-Grinding-Getting-Up-To-Speed-39-320.jpg)









![Operations & Maintenance
Solids Processing
Keeping Cooling Water Clean
Source: Nalco Co.
Proper monitoring OH –
Na+
Ca+2
Cl–
and control of O2 Fe+2 SO4–2 O2
water chemistry Fe(OH)3
Fe(OH)2 H+
Water
OH– OH–
Fe0 Fe+2 Fe0
is essential Fe 0
Fe0
e– e– Electrons e– e
–
e– e–
Brad Buecker Anode Steel Cathode
AEC PowerFlow
C
ooling water systems that FIGURE 1. In a basic oxygen corrosion cell, iron dissolution and metal loss occur
rely on cooling towers are a at the anode, and oxygen reduction takes place at the cathode
critical component at chemi- TABLE 1. REPRESENTATIVE
cal process industries (CPI) are supplied from these sources. Table LAKE WATER ANALYSIS
facilities. However, during operation, 1 provides a representative analysis
Ion Concentration, mg/L
these open recirculating systems of the water quality from a lake in
concentrate the contaminants in the the Midwest that supplies a large Calcium 60
makeup water, and as a result, scale power station. Magnesium 12
formation and biological fouling can Although fresh water has relatively Sodium 32
occur. To manage this problem, all low levels of the minerals calcium and
cooling water systems require proper magnesium, scale may form during Potassium 7
chemistry control and monitoring. summer months, even in once-through Chloride 32
Unless prevented, corrosion and the condensers and auxiliary heat ex- Sulfate 77
build up of scale and microbial fouling changers, because of the higher sea-
Bicarbonate 163
can impact cooling efficiency and in sonal water temperatures. Given the
extreme cases even lead to unit shut- huge number of heat exchangers and Nitrate 0.5
down. This article examines some of condensers at refineries, chemical Silica 2
the fundamental concepts and treat- plants, power plants and other chemi- Iron 0.1
ment options that should be consid- cal process facilities, any exchangers
Manganese 0.1
ered to keep open, recirculating cool- that rely directly or indirectly on a
ing systems clean. raw water supply for cooling may be
When handling any water-treatment subject to fouling. minimize corrosion. Nonetheless, cor-
chemicals (both oxidizing biocides and If the water used in an open recir- rosion protection is still important, so
non-oxidizing treatment regimens), culating system has not been prop- we will examine some corrosion fun-
safety is an absolutely critical issue. erly treated to remove unwanted damentals as a precursor to the later
Users should follow all recommended constituents, the dissolved species in discussion of treatment options for
safe-handling procedures and ven- the water will become progressively scale control.
dor recommendations. Adherence to concentrated. As solubility limits be- A typical corrosion cell is shown in
proper safe-handling guidelines, and come exceeded for calcium carbonate, Figure 1. As is true for all electrical
the use of proper personal protective calcium sulfate, magnesium silicate, flow, a circuit must be established for
equipment is essential, as many of the and other compounds, scale will form. the reaction to proceed. In this exam-
aggressive treatment chemicals dis- The buildup of calcium phosphate ple, iron atoms give up two electrons
cussed below will attack human cells, [Ca3(PO4)2] is also of concern in sys- at the anode and the atoms dissolve
just as they attack the microbes they tems where phosphate or phospho- into the solution.
are designed to kill. nates (organic phosphate compounds)
2Fe 2Fe+2 + 4e– (1)
are used for scale and corrosion pre-
Chemical treatment options vention. In fact, at one time calcium The electrons flow through the metal
The discussion that follows focuses phosphate challenged calcium car- substrate to the cathode, where they
on cooling tower systems that take bonate as the most prevalent scale- reduce a common species in the
makeup from fresh water sources, forming substance in such systems, water. In typical neutral to alkaline
such as lakes, rivers, groundwater, or because calcium phosphate deposits cooling waters, the primary reactant
municipal water supplies. The vast can be very heavy and insulating. is oxygen.
majority of the 300,000 or more cool- Many modern chemistry programs
O2 + 2H2O + 4e– 4OH– (2)
ing towers operating in the U.S. today operate under alkaline conditions, to
CHEMICAL ENGINEERING WWW.CHE.COM AUGUST 2009 43](https://image.slidesharecdn.com/chemicalengineering200908-130204115317-phpapp01/85/Fine-Grinding-Getting-Up-To-Speed-49-320.jpg)
![Operations & Maintenance
The ions formed at the anode and
cathode migrate toward each other, OH OH PO3H2
completing the circuit. The overall cor- P P CH2 C CH2 CH2
rosion reaction is: O O
OH OH OH COOH COOH COOH
2Fe + O2 + 2H2O 2Fe(OH)2 (3)
Ferrous hydroxide [Fe(OH)2] will FIGURE 2. Two commonly used phosphonates (shown here) are 1-hydroxyeth-
ylidene-1,1-diphosphonic acid (HEDP) and 2-phosphono-butane-1,2,4-tricarboxylic
further oxidize to ferric hydroxide acid (PBTC). Phosphonates help to inhibit the formation of calcium-based scale in
[Fe(OH)3] and eventually turn to rust cooling water systems
(Fe2O3 2O).
Water-treatment programs that However, acid feed alone may not course reduce the effectiveness of the
slow down either the anodic or ca- eliminate scaling. Upsets of acid feed phosphonates, and will also increase
thodic reactions, or both, will reduce systems can lead to corrosion or scal- the orthophosphate concentration and
the corrosion rate. (Note: Anodic in- ing, and sulfuric acid introduces sul- the potential for the deposition of cal-
hibitors, if not carefully monitored for fate ions (SO4–2) to the water, which cium phosphate.
residual chemical levels, can lead to may in turn lead to calcium sulfate A common phosphonate treatment
the formation of a few anodic sites in a deposition. Accordingly, supplemen- program might include one or perhaps
large cathodic field. Quick and damag- tal chemicals are normally employed two of the phosphonate compounds,
ing pitting is then likely to occur.) in cooling tower programs to further used in relatively low-mg/L dosages
Just a few decades ago, a very com- minimize scale formation. for primary scale control. For instance,
mon treatment program for cooling One common treatment method dosages as low as 5 mg/L of orthophos-
towers was to use sulfuric acid injec- was the use of phosphates, either phate can be used for additional scale
tion (to remove bicarbonate ions and ortho-phosphate (PO4–2) or phosphate control and corrosion protection, and
minimize calcium carbonate scaling complexes, that would revert to ortho- zinc can be used in dosages as low as
potential) combined with chromate phosphate, to precipitate calcium as 0.5 to 2.5 mg/L (zinc dosage is temper-
(CrO4–2) feed. These chromate-based, calcium phosphate [Ca3(PO4)2]. These ature-dependent). Zinc reacts with the
pH-adjustment programs were very programs also provided corrosion pro- hydroxyl ions generated at cathodes
effective and generally made life easy tection because phosphate will react to form a precipitate [Zn(OH)2], which
for the cooling water chemist. Chro- with ferrous ions (Fe+2) produced at provides additional cathodic protec-
mate establishes a protective surface anodic sites to form a protective bar- tion. Also typically included in this for-
coating that resembles stainless steel. rier, while calcium phosphate precipi- mulation is a small dose of an organic
However, the toxicity of chromate tates in the local alkaline environment polymer for control of calcium phos-
has led to severe restrictions on the at cathodic sites. phate deposition.
use of this chemical, so modern treat- However, even small upsets in Original polymers developed for
ment programs have generally evolved phosphate programs can cause se- these applications contain carboxylic
into alternative, non-chromate meth- vere calcium phosphate fouling. Ac- acid functional groups (COOH), where
ods that operate at a mildly alkaline cordingly, treatment methods have the negatively charged oxygen atoms
pH. Operation at alkaline pH itself evolved to more-forgiving methodolo- bind with calcium to modify crystal
helps to reduce corrosion, but higher gies, where in many cases the back- growth. More advanced compounds,
pH increases the potential for scale bone of these programs is still an such as terpolymers, have a structure
formation, particularly from calcium organic phosphate (a phosphonate) that includes carboxylic, amide (R-
carbonate and calcium phosphate. that is used in conjunction with a CO-NH2), and sulfonic acid (SO3H)
Consider the following example of supplemental polymer to sequester groups for improved reactivity and
untreated water in the cooling system. and modify the crystal structure of resistance to degradation. However,
As the water is cycled, the first com- scale-forming ions and compounds zinc, like many other metals, is falling
pound that tends to come out of solu- (Figure 2). In essence, phosphonates under tighter regulatory guidelines, so
tion is calcium carbonate. attach to deposits as they are form- zinc may no longer be acceptable as an
ing and disrupt crystal growth and additive in many locations.
Ca+2 + 2HCO3– + heat CaCO3 +
lattice strength. One program that has gained much
CO2 + H2O (4)
Careful monitoring and control popularity in recent years is based
A straightforward and often-used of phosphonate programs is still re- upon the use of a phosphino succinic
method to reduce the potential for cal- quired, as overfeed of phosphonates oligomer (PSO) with a supplemental,
cium carbonate scaling is to treat the can lead to calcium-phosphonate de- but slight, orthophosphate dosage and
makeup with sulfuric acid (H2SO4), position. Conversely, phosphonates a polymer to inhibit calcium phos-
where the hydrogen ions (H+) from the exhibit varying degrees of susceptibil- phate deposition. The PSO molecules
acid convert the bicarbonate to carbon ity to degradation from thermal and contain both phosphate-oxygen and
dioxide (CO2). The gas exits from the chemical stresses, where oxidizing bi- carboxylic functional groups.
cooling tower. ocides in particular may cause compo- One complicating factor of the
nent breakdown. Degradation will of above-mentioned programs is that at
H+ + HCO3– CO2 + H2O (5)
44 CHEMICAL ENGINEERING WWW.CHE.COM AUGUST 2009](https://image.slidesharecdn.com/chemicalengineering200908-130204115317-phpapp01/85/Fine-Grinding-Getting-Up-To-Speed-50-320.jpg)

![100 0
80 20
Operations & Maintenance
Percent ionized
Percent acid
60 40
HOCl HOBr
40 60
the OCl– ion does not allow it to pen- FIGURE 5. In this com-
parison of HOCl versus
etrate bacterial cell walls. The killing HOBr dissociation, note 20 80
efficiency of chlorine dramatically that the dissociation of
declines as pH goes above 7.5. Thus, HOCl occurs at a signifi- 0 100
for the common alkaline scale and cor- cantly lower pH compared 4 5 6 7 8 9 10 11
pH
rosion treatment programs — which to that of HOBr
intentionally maintain pH above 7
TABLE 2. NON-OXIDIZING BIOCIDES
— chlorine chemistry may not be ef-
ficient. Chlorine demand is further Chemical Advantages Disadvantages
affected by ammonia or amines in the 2,2,-dibromo-3- Fast acting, effective against Expensive, degrades
water, which react irreversibly to form nitrilopro- bacteria, degrades quickly to quickly above pH 9, not
the much less-potent chloramines, the pionamide non-hazardous byproducts. very effective against
(DBNPA) fungi and algae.
primary example being monochloro-
amine (NH2Cl). Glutaraldehyde Effective at high pH, effective Degraded by oxidizing
against bacteria. biocides.
Due to safety concerns, liquid bleach
(NaOCl) feed has replaced gaseous Isothiozoline Effective against bacteria and Skin sensitizer.
chlorine at many facilities. The major fungi. Works well with oxidiz-
ing biocides. Active over a
difficulty with using bleach is that wide pH range.
the typical industrial-grade bleach
Quaternary Effective against all organisms Can cause foaming.
contains small amounts of sodium hy- amines depending upon functional Careful handling re-
droxide. Thus, when it is injected into groups attached. quired.
the cooling-water stream it raises the Active over a wide pH range.
pH, if by only a small amount.
A popular alternative is bromine Other oxidants that have been improper monitoring and manage-
chemistry, where a chlorine oxidizer tested for cooling water include hydro- ment of process chemistry engender
and a bromide salt, typically sodium gen peroxide (H2O2) and ozone (O3), excessive costs with regard to reduced
bromide (NaBr), are blended in a but the short lifespan and tendency heat transfer efficiency [2], but pip-
makeup water stream and injected of these chemicals to escape from so- ing and steam-generator tube failures
into the cooling water. The chemistry lution in the cooling tower typically can also increase maintenance-related
produces hypobromous acid (HOBr), make them ineffective in large cool- costs and may even lead to unsched-
which has similar killing powers to ing-water systems. uled process shutdowns, leading to ad-
HOCl, but functions more effectively Another method to help control ditional cost escalations. ■
at alkaline pH. microbes is a supplemental feed of a Edited by Suzanne Shelley
Another factor in favor of bromine is non-oxidizing biocide. Typically, feed
that it does not react irreversibly with is needed on a temporary but regular References
ammonia or amines. However, the pri- basis, perhaps once per week. Table 2 1. Buecker, B., CPI water and steam chemistry,
Chem. Eng., Vol. 115, No. 2, February 2008,
mary disadvantages of bromine use summarizes some of the properties of pp. 30-34.
are that an extra chemical is needed, the most common non-oxidizers. 2. Buecker, B., Steam generation thermody-
and feed systems are a bit more com- Careful evaluation of the microbial namics 101, Power Engineering, Vol. 112, No.
11, November 2008, pp. 106–114.
plex than for bleach alone. species in the cooling water is neces-
Chlorine dioxide (ClO2) has found sary to determine the most effective
Author
some application as an oxidant for biocides. From personal experience, I
Brad Buecker is the tech-
two primary reasons. Its killing power have seen very positive results with nical support specialist
is not affected by pH, and it does not DBNPA on lake water supplies, but with AEC PowerFlow (3125
Roanoke Road, Kansas City,
form halogenated organic compounds. this chemical should not be considered MO 64111; Phone: 816-
531-3800; Email: bbuecker@
Also, chlorine dioxide is more effective a universal killing agent. Also, none aecpowerflow.com). Previ-
in attacking established bio-deposits. of these chemicals should be used or ously, he served as an air-
quality control specialist and
However, ClO2 is unstable and thus tested without appropriate regula- plant chemist for Kansas
must be generated onsite. A common tory approval. They must fit in with City Power & Light. He also
has experience as a chemical
method for onsite generation is the the plant’s National Pollutant Dis- cleaning services engineer, water and wastewa-
reaction of sodium chlorite (NaClO2) charge Elimination System (NPDES) ter system supervisor, and consulting chemist
for Burns & McDonnell Engineers. Earlier in
and chlorine in a slipstream fed to the or equivalent guidelines. his career, Buecker served as a results engineer,
fluegas desulfurization (FGD) engineer, and an-
cooling water, which proceeds as: alytical chemist for City Water, Light & Power
2NaClO2 + Cl2 2ClO2 + 2NaCl (8)
Closing thoughts (Springfield, Ill.). Buecker has written many
articles on steam generation, water treatment,
As discussed in an earlier article by and FGD chemistry, and he is the author of three
Costs are usually several times higher this author [1], CPI technical personnel books on steam generation topics, published by
PennWell Publishing (Tulsa, Okla.). He holds an
due to the fact that more chemicals sometimes focus on process chemistry A.A. in pre-engineering from Springfield College
are required with onsite production without properly monitoring water/ in Illinois, and a B.S. in chemistry from Iowa
State University. He is a member of the ACS,
than for straight halogen treatment. steam chemistry closely. Not only can AIChE, ASME, and NACE.
46 CHEMICAL ENGINEERING WWW.CHE.COM AUGUST 2009](https://image.slidesharecdn.com/chemicalengineering200908-130204115317-phpapp01/85/Fine-Grinding-Getting-Up-To-Speed-52-320.jpg)













This document provides information on performance fluids from Dow that can be used in various applications. It discusses how Dow's fluids help achieve high performance levels and productivity in demanding applications, such as heat transfer, lubrication, fluid power, freeze protection, and deicing. It also notes that Dow provides global support to help customers select and implement the right fluids for their needs.






















































