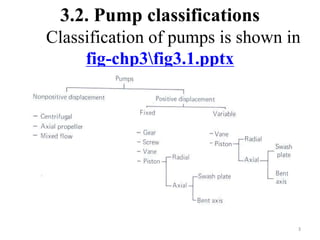
This document summarizes different types of hydraulic pumps. It begins by defining a pump as converting mechanical energy to hydraulic energy. Pumps are then classified as either dynamic or positive displacement. The majority of the document focuses on describing various types of positive displacement pumps, including gear pumps, vane pumps, and piston pumps. It provides diagrams and equations to explain the operating principles and determine performance metrics like flow rate and efficiency for each pump type. In the end, factors for comparing pump performance and selecting an appropriate pump for a given application are discussed.