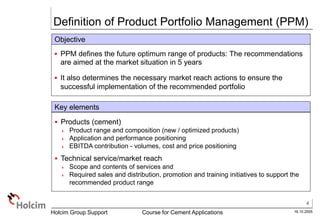
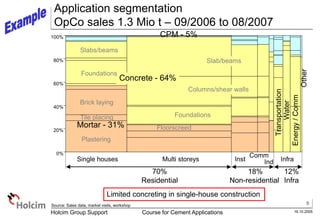
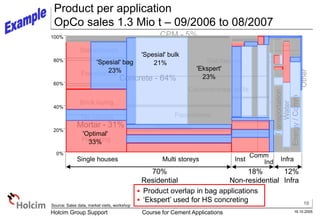
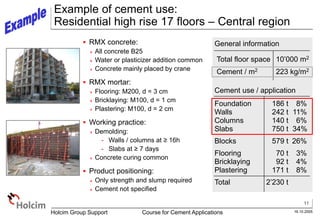
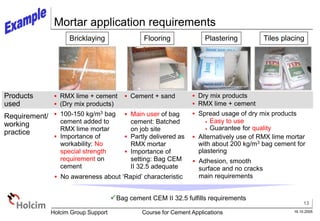
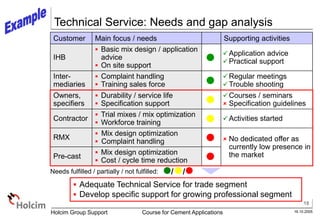
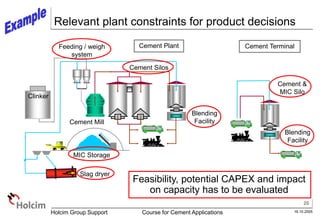
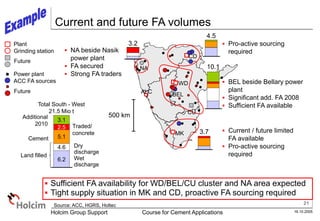
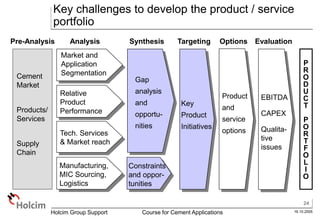
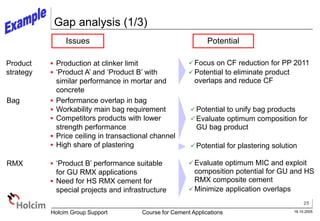
This document provides an overview of product portfolio management for cement applications. It discusses key concepts like understanding customer requirements, analyzing the product range and technical services, and identifying opportunities to optimize the portfolio. The goal is to define the optimal product range and support initiatives to ensure successful implementation. It also reviews plant constraints and fly ash availability that must be considered for product decisions.

![15
16.10.2005
Holcim Group Support Course for Cement Applications
0
10
20
30
40
50
60
70
Internal benchmarking
Mortar characteristics of durability/bag cements
[MPa] P1 P2
3R/4N
4R/5N
4N/R
5N/R
28d
7d
2d
Minimum
standard
requirements
7d 7d
Source: Plant lab, Oct 06 – Mar 07
7d
WD [%] 27.3 27.9 29.7 30.9 28.2 34.7
Cement I3R-S IIAV3R-S IIBV3N IIIA3N IIBS3R VA(S-V)3N
No strength
differentiation in
SR products
3N with 3R
strength
High variation (CoV > 4%)
Most cements fulfilling standard of next higher strength classes](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-15-320.jpg)
![16
16.10.2005
Holcim Group Support Course for Cement Applications
0
10
20
30
40
50
[MPa]
1d
28d
IST [min] 205 203 200 197 185 228 198 198 182 188 185
Slump loss 40`
%
90/18
80
90/22
75
82/15
80
88/22
75
80/20
75
88/23
75
90/18
80
87/25
70
82/12
85
88/17
80
80/8
90
CD Comp. A
WD Comp. C
3d
Comp. B
Holcim with longest setting times
1d / 3d strength of PPC better than OPC 43 and in range of OPC 53
Standard 28d limit
WD
CD
WD
OPC 53
OPC 43
PPC
A C
B
Concrete benchmarking for M20, 350 kg/m3
cement](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-16-320.jpg)
![22
16.10.2005
Holcim Group Support Course for Cement Applications
0
10
20
30
Variable cost of constituents in cement
CD MK
[USD/t]
0
10
20
30
14.9
Clk Gyp
phos
FA
CSTPS
FA
MSEB
(10.1)
D var (8.5) (5.6)
LS
Gyp
mar
13.0 (4.5) (14.4) (14.7)
0
10
20
30
Clk
NW
FA
RTPS
LS
Gyp
phos
Clk
0
10
20
30
Clk FA
RTPS
LS
Gyp
phos
Gyp
mar
10.4 (11.5) (6.3) 13.2 14.2 (9.4) (4.1)
NW
(1.1)
EW
(6.5) (1.6)
Clk FA
Mettur
LS
Gyp
mar
Gbfs
Hospet
Gbfs
Jindal
D var
D var
D var
[USD/t]
FA first priority MIC for cost and CF reduction](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-22-320.jpg)
![23
16.10.2005
Holcim Group Support Course for Cement Applications
National cement standards
Min. clinker Min.-max. FA Max. minor constituent
Min.-max. Gbfs
Note: Additional standards: BS EN 197-1 , SR cement, white cement, Ggbfs and FA as concrete addition
Legend:
HSBC (MS 1388)
PzPFC (MS 1520)
BC (MS 1389)
MC (MS 794)
PPFC (MS 1227)
PSC (MS 1389)
OPC&RHPC
MS
Standards
[%]
0 10 20 30 40 50 60 70 80 90 100
95% (incl. gyp.) 5%
65% (incl. gyp.)
65%
40%
5%
6-35%
36-65%
6-35%
Portland cement + AE + other plasticising material
Gbfs, Pozz, FA, LS
5%
65% 35-50%
15-50% 50-85% 5%
5%](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-23-320.jpg)
![30
16.10.2005
Holcim Group Support Course for Cement Applications
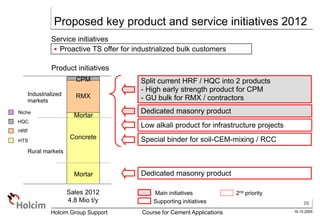
Special
products
New PP
2012
Overview of OpCO sales volumes 2012
Reference
2012
[Mio t]
HTS
HRF
HQC
Niche
HEW
4.8 Mio t 5.8 Mio t
Bulk ratio
Special
products
New PP
2012
Reference
2012
Niche 80
HQC 160
HTS
2’960
HQC /
HRF
1’540
HTS
3’180
HRF
1’380
AAR
Niche 80
6.0
5.0
4.0
3.0
2.0
1.0
0.0
HEW
220
HEW
220
HTS
3’460
HTS
3’250
SB/RCC1)
SB/RCC1)
AAR
HQC /
HRF
2’220
HRF
1’980
HQC 240
Niche 110 Niche 110
34% 37% 40% 43%
1) Volume potential max. 300’000 t/y
[‘000 t] [‘000 t]](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-30-320.jpg)
![31
16.10.2005
Holcim Group Support Course for Cement Applications
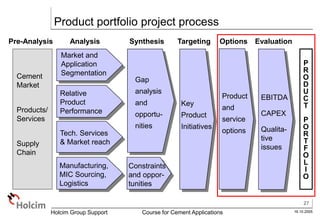
Bag cements:
Current performance and future targets
20
30
Mortar
strength
[MPa]
60
40
50
28d
Future targets
3d
Average strength
1d
Future internal target ranges
Legend:
10
Current performance
‘HTS’ ‘MC 22.5’
Bag Application segments
0
Internal minimum
targets
44
26
35
12
‘PCB 30’ ‘HTS’ ‘HEW’
44
26
12
~35
~25
8
Masonry performance corresponding to ‘PCB 30’](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-31-320.jpg)
![32
16.10.2005
Holcim Group Support Course for Cement Applications
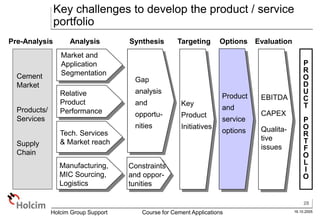
Bulk cements:
Current performance and future targets
10
Concrete
strength
[MPa]
30
20
28d
Future targets
Average strength
1d
Future internal target ranges
Legend:
Current performance
‘HRF’
‘HQC’
HQC
HVL
Nghi
Son
Bulk Application segments
0
31
10
33
8 8
7d
24 24
31
10
24
31
24
‘HMP’
24
6
‘AAR’
‘HMP’
8
25
31
24
3d
10
8
New RMX cement with application oriented early strength performance](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-32-320.jpg)
![33
16.10.2005
Holcim Group Support Course for Cement Applications
Cement HTS HEW HRF HTS HRF HQC HTS HRF HQC
Blaine [cm2/g] 4’700 ~5’000 4’000 5’000 4’100 3’800 4’000 4’000 4’000
Specific energy
[kWh/t]
38 35 37 35 33 32 Blend Blend Blend
Variable cost
[USD/t]1) 18.3 16.5 19.8 50.2 59.4 60.0 50.1 61.5 62.1
HN CL
TV
1) Cost of grinding aid (0.7USD / t) and air entrainer (1.0 USD / t) included
Note: Additional performance improvement possible with gypsum addition in LS grinding in CL
Product compositions for ‘Current MIC’ option
57%
67% 83% 65% 81% 83% 65% 84% 85%
39%
20%
12%
14%
14% 12%
12%
11% 10%
8% 16% 19%
4%
5% 5% 5% 5% 5% 4% 5% 5%
HRF in CL with limited improvement
potential due to late strength targets
Gypsum
Pozzolan
Limestone
Clinker
Legend:](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-33-320.jpg)
![34
16.10.2005
Holcim Group Support Course for Cement Applications
EBITDA contribution per product initiative in 2012
‘Current MIC’
Sales volume [Mio t/y] 4.80 4.85 5.8 4.85 5.8 4.85 5.8
CF / D CF [%] 72.0 71.4 / -0.6 71.0 / -1.0
Clinker import HN / TV [‘000 t/y] 80 / 1’050 65 / 1’075 40 / 1’065
LS / PZ [‘000 t/y] 690 / 400 750 / 380 790 / 360
Grinding utilization HN / TV [%] 2) 102 / 100 101 / 100 101 / 100
Clinker utilization HN [%] 2) 100 100 100
CAPEX required [Mio USD] - 1.54) 1.55)
1) Commercial margin 12 USD/t 2) OEE = 85% 3) Additional sales delivered to TV market according current BP
4) Cement silo for HQC: 2’500 tons including connections 5) Cement silo for HEW: 2’500 tons, including connections
‘Reference’ ‘Split HRF and HQC’ ‘Masonry’
- 0.6 12.0 2.6 14.0 4.0 15.4
0.0
15.0
1.03)
1.4
1.4
5.0
10.0
0.6
11.4
Incremental EBITDA
[Mio USD/y]
Volume impact
VC impact
LPC impact 1)
1.6
11.4](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-34-320.jpg)
![35
16.10.2005
Holcim Group Support Course for Cement Applications
Cement HTS HEW HRF HTS HRF HQC HTS HRF HQC
Blaine [cm2/g] 4’700 ~5’000 4’000 4’400 3’800 3’900 4’000 3’750 3’900
Specific energy
[kWh/t]
38 35 37 33 35 36 Blend Blend Blend
Variable cost
[USD/t]1) 18.3 16.5 19.8 50.0 59.8 60.2 53.0 61.8 63.1
HN CL
TV
Product compositions for ‘Gbfs’ option
57%
67% 83% 62% 75% 78% 63% 76% 81%
4%
5% 5% 5% 5% 5% 5% 5% 6%
39%
20%
12% 7%
4% 7% 14% 5% 5%
8%
16%
10%
16% 10% 10%
8%
14% 8%
Gypsum
Ggbfs
Gbfs
Pozzolan
Limestone
Clinker
Legend:
1) Cost of grinding aid (0.7USD / t) and air entrainer (1.0 USD / t) included
Note: Additional performance improvement possible with gypsum addition in LS grinding in CL](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-35-320.jpg)
![36
16.10.2005
Holcim Group Support Course for Cement Applications
12.0
EBITDA contribution per product initiative
‘Slag with additional mill in TV / CL’
Incremental EBITDA
[Mio USD/y]
Sales volume [Mio t/y] 4.8 5.8 5.8 5.8 5.8
CF / D CF [%] 72.0 69.3 / -2.7 69.5 / -2.5 69.3 / -2.7
Clinker import HN / TV [‘000 t/y] 80 / 1’050 0 / 1’900 0 / 875 0 / 860
LS / PZ / Gbfs [‘000 t/y] 680 / 410 575 / 420 / 485 590 / 420 / 455 650 / 390 / 435
Grinding utilization HN / TV [%] 1) 102 / 98 79 / 100 79 / 93 88 / 93
Clinker utilization HN [%] 1) 100 100 100 100
CAPEX required [Mio USD] - ~1002) ~1003) 1.54)
10
5
15
25
20
TV CL
1) OEE = 85% 2) Additional mill of 70 t/h for slag grinding 3) New mill of 55 t/h for slag grinding
4) Cement silo for HEW: 2’500 tons 5) Logistic disadvantage to HCMC of supply from TV versus CL: ~3.30 USD/t 6) CM 12 USD/t
0
30
- 12.0 23.4 26.9 28.3
‘Reference’ ‘Split HRF and HQC’ ‘Masonry’
Logistic impact 5)
Volume impact
VC impact
LPC impact 6)
26.6
-0.1
1.4
-3.1
26.6
-1.3
1.6](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-36-320.jpg)
![38
16.10.2005
Holcim Group Support Course for Cement Applications
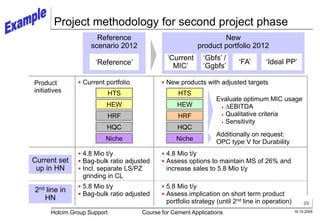
Summary of option evaluation
Final product portfolio with 1 kiln line in HN
‘Current MIC’
‘Gbfs
new mill TV/CL’
‘Ggbfs’ ‘FA’ ‘Ideal PP’
Production w. cur-
rent set-up [Mio t/y]
4.85 5.8 5.5 5.2 5.0
CF / D CF [%pt]
71.0 / -1.0
TV: 69.3 / -2.7
CL: 69.5 / -2.5
66.8 / -5.2 68.9 / -3.1 68.7 / -3.3
D EBITDA1)
[Mio USD/t] 3.4
TV: 12.7
CL: 16.2
1.72) 4.43) 6.22)
CAPEX
[Mio USD]
3.0 ~100 16.0 23.5 8.0
NPV4) [Mio USD] 19.2 5.9 -4.9 5.3 32.5
MIC supply
Independent
Dependency on
Gbfs supply
and price
Dependency on
Ggbfs supply
and price
Dependency on
FA supply and
price
Dependency on
Ggbfs supply for
HRF
Manufacturing
complexity
Lowest, focus
on product
introduction only
High
complexity
Low increase of
complexity
Low increase of
complexity
Low increase of
complexity
Marketing
effort
Lowest efforts
High efforts by
TS / sales
Superior PP to
‘Current MIC’
High efforts by
TS / sales
Superior PP to
‘Current MIC’
High efforts by
TS / sales
Superior PP to
‘Gbfs’ / ‘Ggbfs’
High efforts by
TS / sales
Best product
portfolio
1) Including margin of LPC imports 2) Ggbfs 40 USD / t at mill inlet, all plants 3) FA 20 USD / t in HN 4) WACC 15.3%, perpetuity](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-38-320.jpg)
![49
16.10.2005
Holcim Group Support Course for Cement Applications
Realized incremental EBITDA 2007 related to
PPM initiatives 2003
PPM recommendation Realized Differences
Legend:
Durability
New Mortero
Optimization
D EBITDA
[Mio USD/y]
Block Cement
DEBITDA
corrected by
-
Exchange rate
/ RMX
Volume Cost
PP/
composition
Volume 8.7 Mio t/y 8.3 Mio t/y
Variable cost Assumption 2007 Actual 2007
CF 67.9% 66.9%
Block cement
initiative not
implemented to
avoid spill over of
special bag product
into general use bag
segment
Realized additional
sales of Mortero did
not fully meet PPM
volume projections
Additional
optimization
initiatives lead to a
positive impact
VI RMX1)
7.8 6.4 10.1 6.9
6.8
2.3
4.4
0.2
1.1
4.9
4.1
0.6
3.9
2.1
-0.2
0.7
4.1
2.2
-0.2
0.7
2.1
3.3
1.9
-0.2 Δ
1) Logistics and operational benefit of RMX operations not considered](https://image.slidesharecdn.com/011030knezevic-220904184723-d151b8d2/85/CEMENT-2022-011030knezevic-ppt-49-320.jpg)