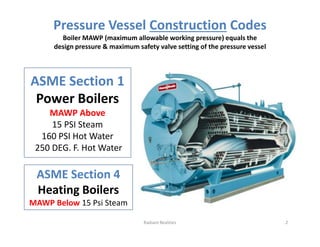
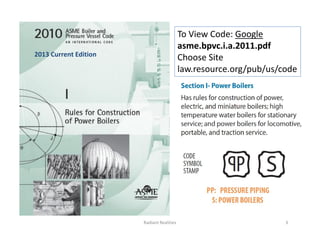
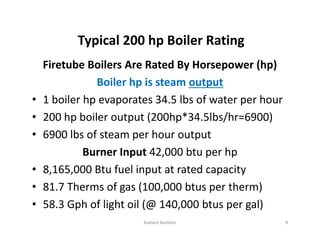
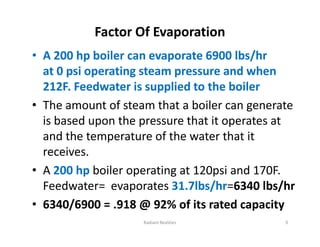
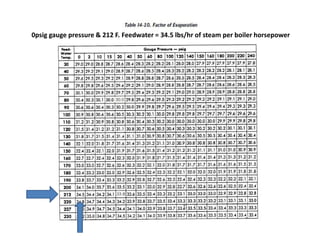
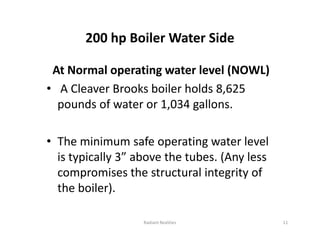
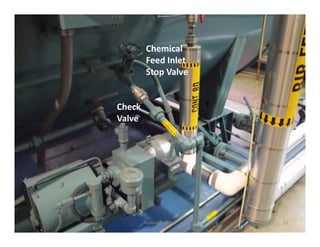
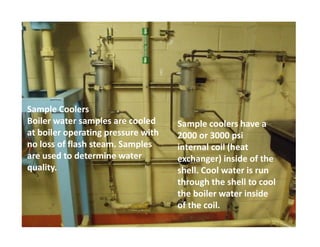
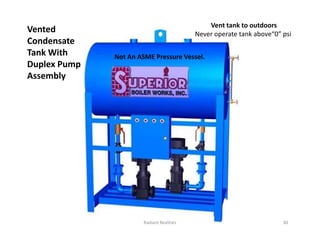
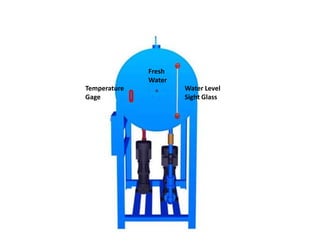
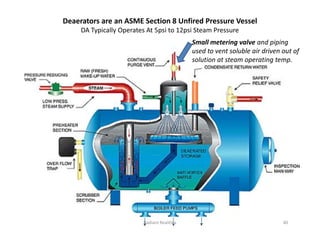
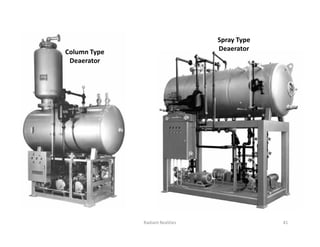
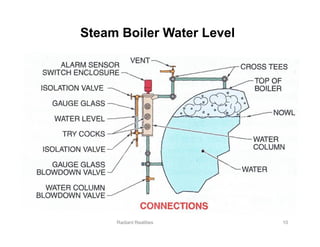
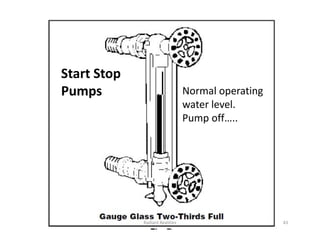
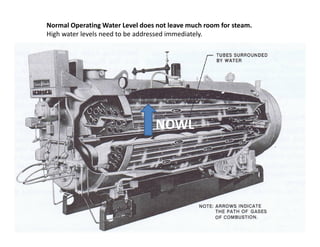
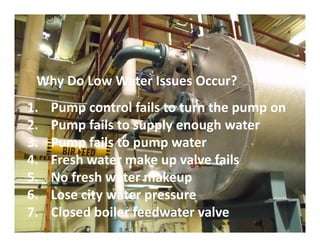
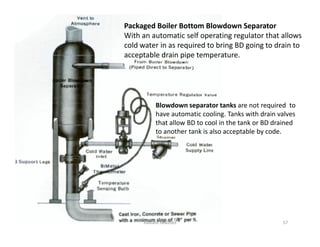
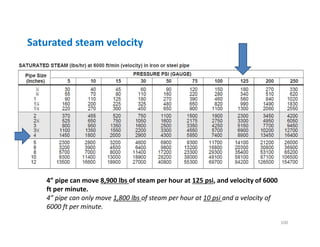
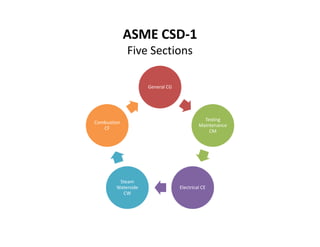
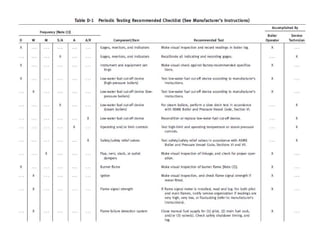
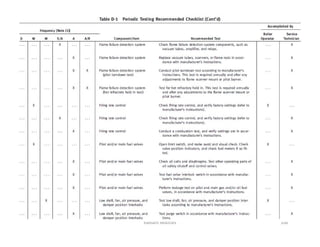
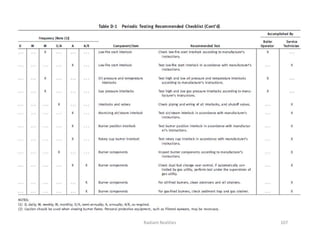
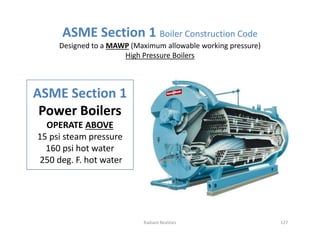
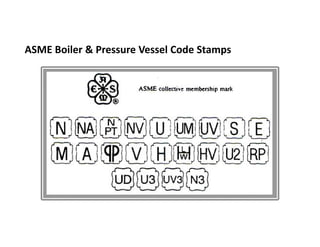
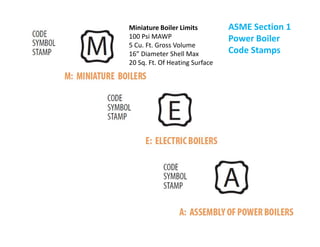
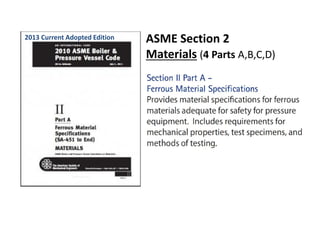
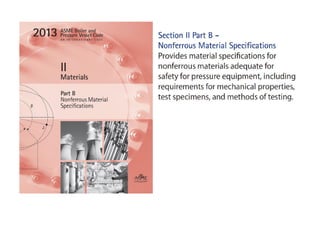
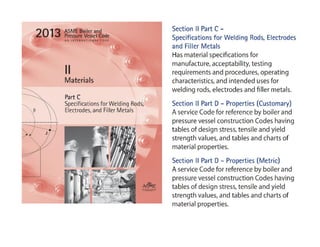
This document provides information on boiler safety checklists, preventative maintenance, and steam boiler ancillary equipment. It discusses ASME boiler codes, firetube boiler types and ratings, boiler water volume and evaporation rates, water treatment including softeners and chemicals, boiler trim components like sample coolers and condensate tanks, and boiler feed pumps. Key topics covered include boiler inspection checklists, boiler horsepower ratings, factors affecting steam generation rates, and equipment to treat boiler feedwater and return condensate.