Downloaded 95 times


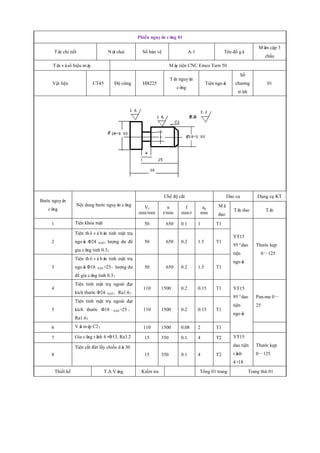



Tài liệu hướng dẫn lập quy trình công nghệ gia công chi tiết trên máy CNC cho sản phẩm nút chai từ thép CT 45 với số lượng 200 chiếc. Nó bao gồm các bảng tiến trình công nghệ, bảng chọn lựa dao cụ và bảng quy trình công nghệ với chi tiết các bước gia công và thông số kĩ thuật cần thiết. Các nguyên công cụ thể được mô tả chi tiết, kèm theo chương trình NC cho từng bước gia công.



































































