Downloaded 483 times

![13.04.15 36
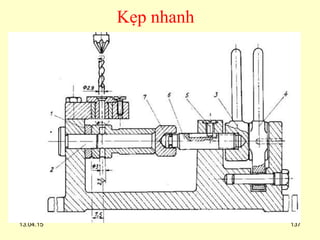
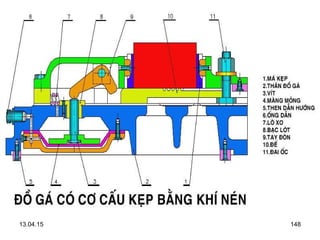
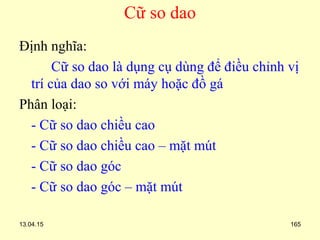
Mục đích tính sai số chuẩnMục đích tính sai số chuẩn
- Sai số khi gia công của kích thước L là:
∆L = Σ(∆đh + ∆đc+ ∆m + ∆n + εgđ) + Σ ∆hh
- Hệ thống công nghệ phải bảo đảm :
∆L<δL
- Kinh nghiệm cho thấy rằng, nếu:
εc ≤ [εc ] = (1/3 ÷ 1/2)δL
thì kích thước hình thành khi gia công có thể sẽ
nằm trong phạm vi dung sai, nghĩa là :
∆L < δL](https://image.slidesharecdn.com/giaotrinhdoga-150413093129-conversion-gate01/85/Giao-trinh-do_ga-36-320.jpg)



![13.04.15 113
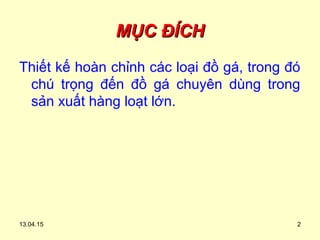
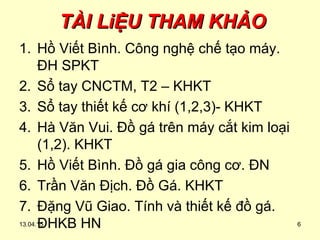
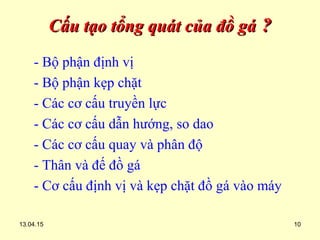
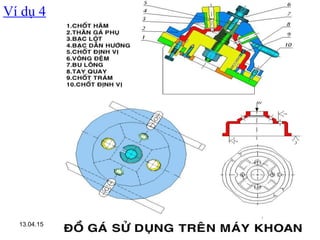
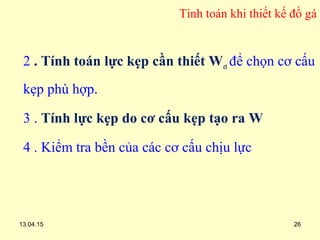
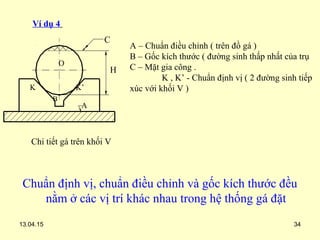
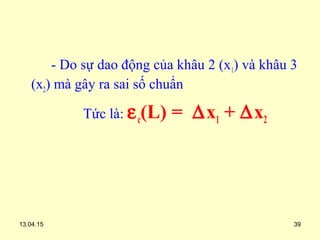
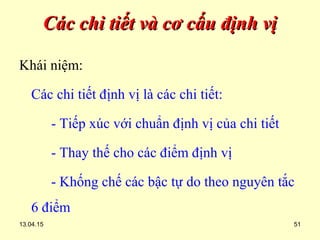
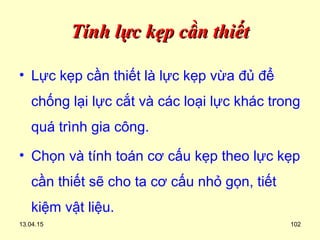
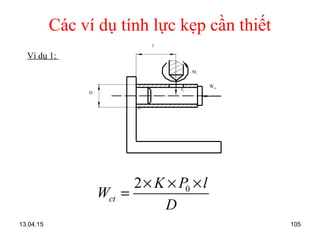
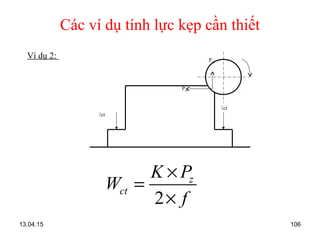
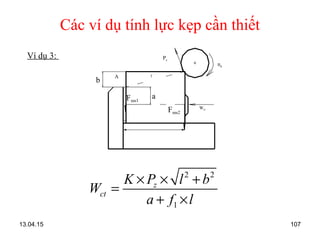
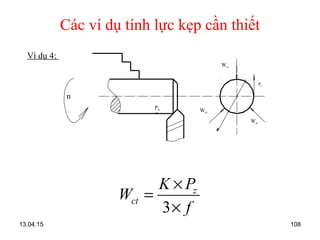
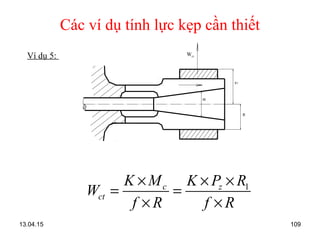
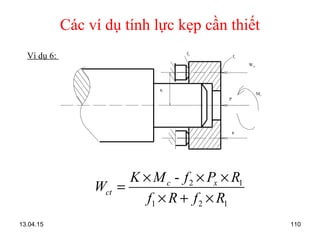
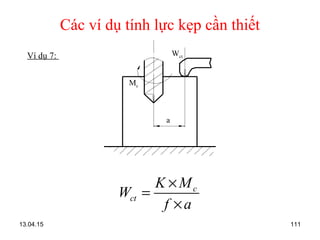
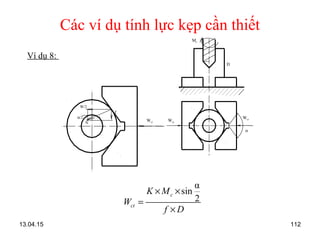
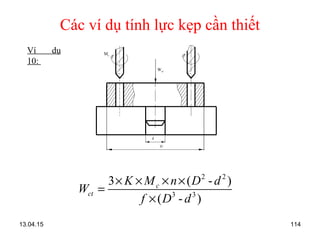
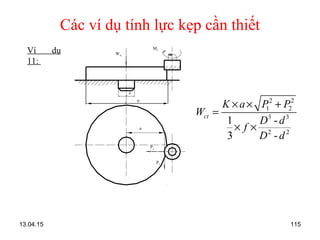
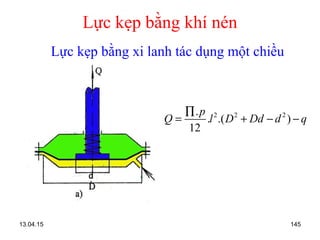
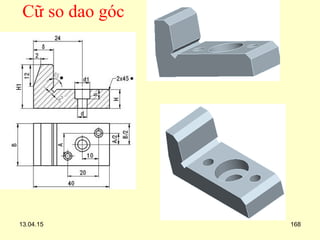
Các ví dụ tính lực kẹp cần thiết
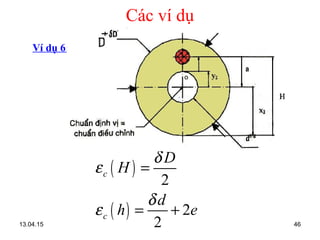
Ví dụ 9:
P
Mc
Wct
f1
f2
Pz
e
α
1 2
α
[ ( )] sin
2
α
( sin )
2
z
ct
K P e R
W
f f
× × + ×
=
+ ×](https://image.slidesharecdn.com/giaotrinhdoga-150413093129-conversion-gate01/85/Giao-trinh-do_ga-113-320.jpg)

![13.04.15 121
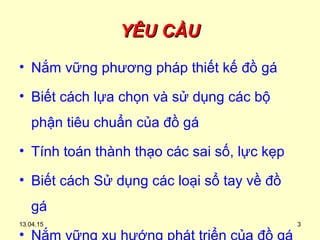
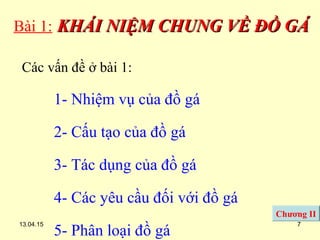
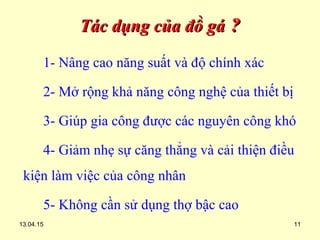
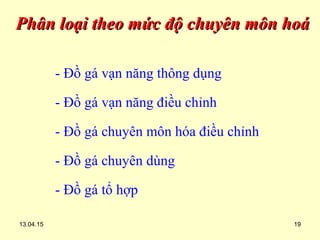
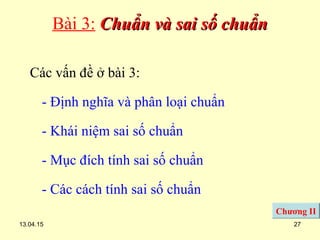
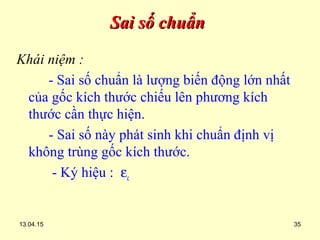
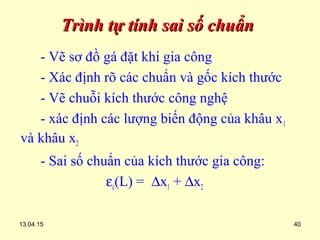
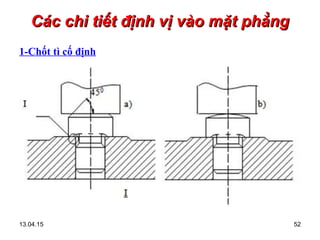
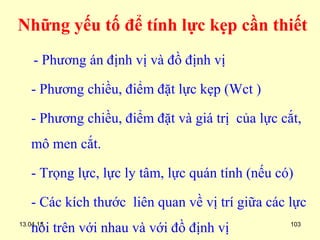
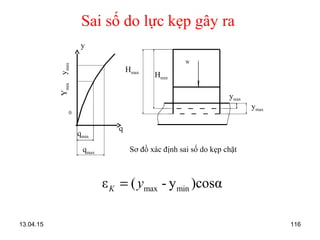
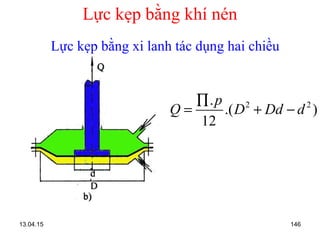
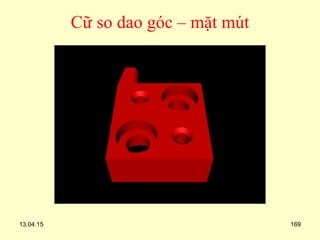
Chêm truyền lực bằng trụ trượt
[ ]1 3'
1 2
. 1 ( )
( )
Q tg tg
W
tg tg
α ϕ ϕ
α ϕ ϕ
− + +
=
+ +](https://image.slidesharecdn.com/giaotrinhdoga-150413093129-conversion-gate01/85/Giao-trinh-do_ga-121-320.jpg)
![13.04.15 130
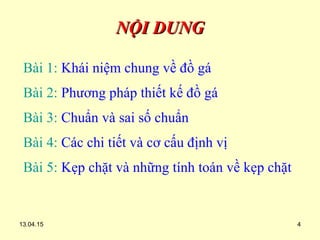
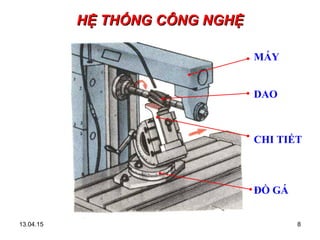
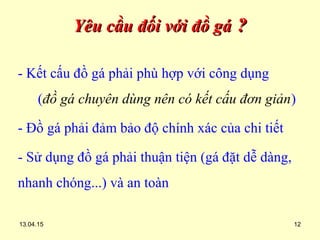
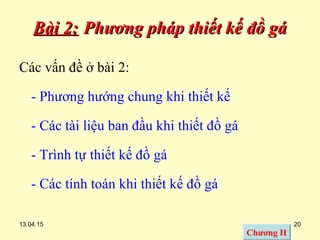
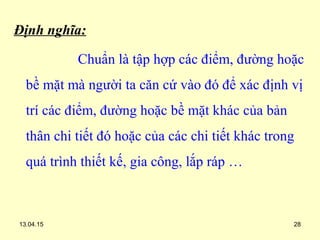
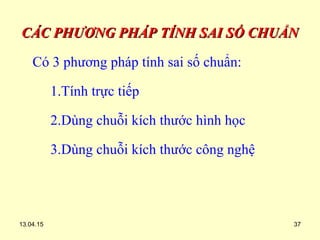
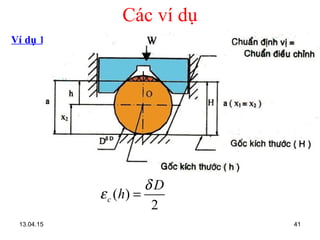
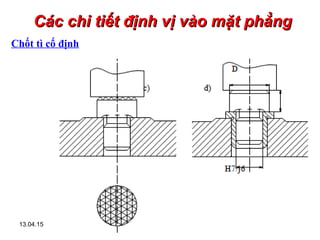
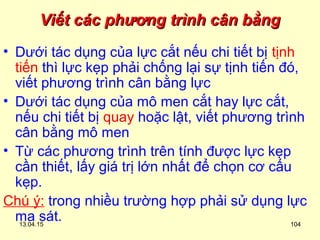
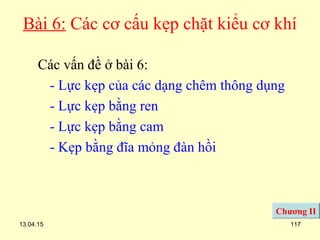
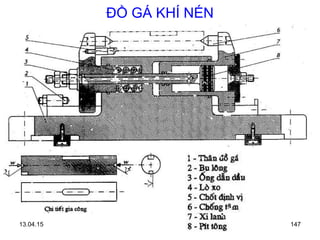
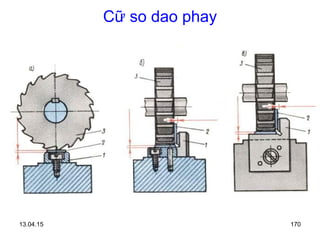
Tính sức bền và chọn bulông
Tính theo ứng suất tương đương:
Tính theo hệ số an toàn:
Chọn đường kính bulông:
[ ]
2
5,2.
.
P
d
σ
≥
∏
[ ]th
tt
P
n n
P
= ≥
.
W
d C
σ
=](https://image.slidesharecdn.com/giaotrinhdoga-150413093129-conversion-gate01/85/Giao-trinh-do_ga-130-320.jpg)
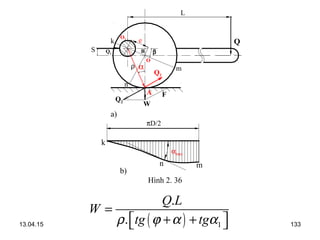
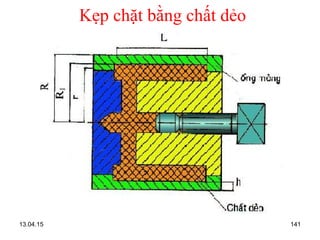
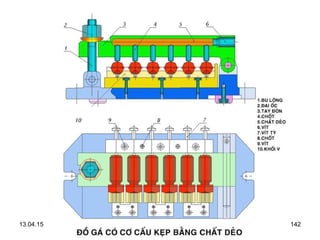
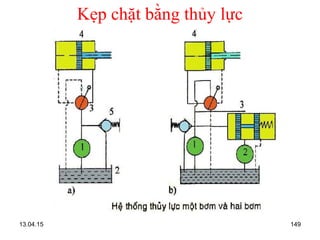
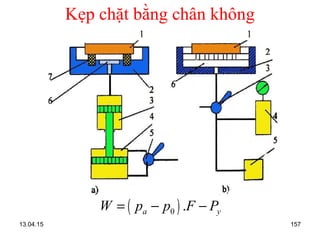


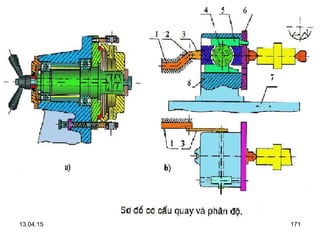
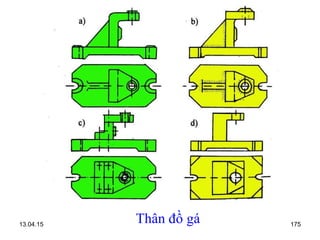

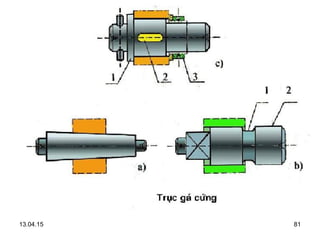
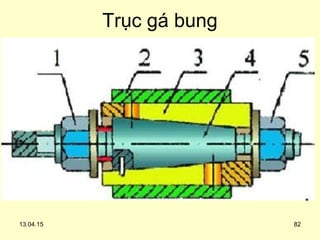
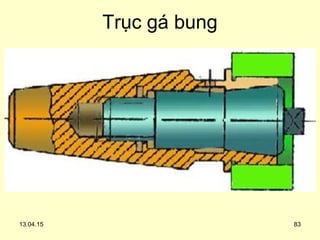
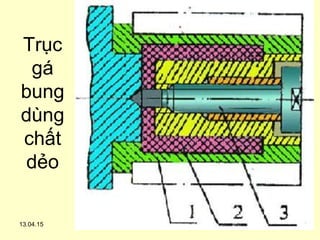
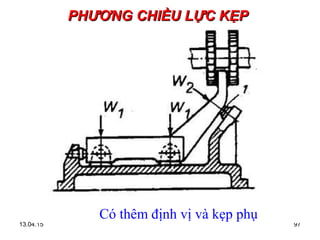
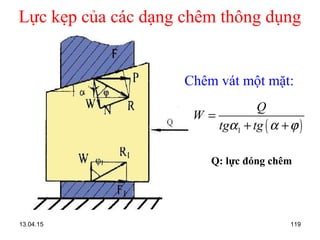
Tài liệu trình bày về thiết kế và ứng dụng các loại đồ gá trong sản xuất, đặc biệt tập trung vào đồ gá chuyên dùng cho sản xuất hàng loạt lớn. Các nội dung chính bao gồm khái niệm, phương pháp thiết kế, các yêu cầu và tính toán sai số, lực kẹp, cũng như phân loại và cơ cấu các loại đồ gá. Một số tài liệu tham khảo cũng được cung cấp để hỗ trợ trong quá trình thiết kế đồ gá.
















![Giáo trình NX Unigraphics [Tiếng Việt]](https://cdn.slidesharecdn.com/ss_thumbnails/giaotrinhugs-160304081230-thumbnail.jpg?width=640&height=640&fit=bounds)














































