Awareness - TPM - Lean - Kanban for quality concecpt
1.
Total Productive Maintenance(TPM) – Summary
Origin
•Developed in Japan in the 1970s by Nippondenso (a Toyota group company) to improve equipment reliability and
productivity.
•Concept evolved from Preventive Maintenance (PM) → Productive Maintenance → TPM, integrating operators into
maintenance.
•Objective: Zero breakdowns, Zero defects, Zero accidents.
•Philosophy: “All employees, all equipment, all departments – Total involvement.”
TPM & IATF 16949
•IATF 16949 (clause 8.5.1.5) requires organizations to establish Total Productive Maintenance systems to ensure
equipment reliability.
• Preventive Maintenance (8.5.1.5.1)
• Predictive Maintenance (8.5.1.5.2)
• Management of production equipment, tooling & gauging (8.5.1.5.3)
•KPI expectation: OEE (Overall Equipment Effectiveness), MTBF, MTTR.
TPM & AIAG Core Tools
•APQP (Advanced Product Quality Planning): Early Equipment Management pillar ensures robust process design.
•FMEA (Failure Mode & Effects Analysis): Used in Planned Maintenance & Quality Maintenance to predict and prevent
failures.
•MSA (Measurement System Analysis): Ensures reliability of inspection tools under Office TPM & Quality Maintenance.
•SPC (Statistical Process Control): Applied for trend monitoring in Predictive/Planned Maintenance.
•PPAP (Production Part Approval Process): TPM inputs help demonstrate process readiness and equipment capability.
2.
TPM Pillars (withJapanese Terms)
1.Autonomous Maintenance (Jishu Hozen, 自主保全 )
1. Operators take responsibility for basic maintenance: cleaning, inspection, lubrication, tightening.
2. Aim: Detect abnormalities early, reduce dependency on maintenance staff.
2.Planned Maintenance (Keikaku Hozen, 計画保全 )
1. Time-based & condition-based maintenance schedules.
2. Reduces unplanned downtime, extends equipment life.
3.Quality Maintenance (Hinshitsu Hozen, 品質保全 )
1. Prevent defects at source by controlling equipment conditions.
2. Focus on “doing it right the first time.”
4.Focused Improvement (Kobetsu Kaizen, 個別改善 )
1. Cross-functional teams eliminate chronic losses (breakdowns, speed loss, defects).
2. Continuous small improvements by all.
5.Early Equipment Management (Shoki Hinshitsu Hozen, 初期品質保全 )
1. Involves maintenance knowledge in new equipment design & installation.
2. Ensures “maintenance-friendly” machines with shorter lead time to stable operation.
6.Education & Training (Kyoiku Kunren, 教育訓練 )
1. Build multi-skilled, knowledgeable workforce.
2. Skill matrix, training on equipment, quality tools, safety.
7.Safety, Health & Environment (Anzen Eisei Kankyo, 安全衛生環境 )
1. Create accident-free, pollution-free, safe workplace.
2. Zero harm as primary target.
8.Office TPM (Jimu TPM, 事務 TPM)
1. Apply TPM principles to administrative and support areas.
2. Eliminate office-related losses: delays, errors, inefficiencies
3.
Pillar (Japanese Term)Inputs Implementation Steps Expected Outcomes
1. Autonomous Maintenance (Jishu
Hozen)
Operator knowledge, equipment
cleaning tools, checklists
- Initial cleaning & inspection - Tagging
abnormalities - Develop standards for
lubrication, tightening - Operators
trained for minor upkeep
- Early abnormality detection - Reduced
minor stoppages - Increased operator
ownership
2. Planned Maintenance (Keikaku
Hozen)
Maintenance history, spare parts,
CMMS system
- Develop time/usage-based PM plans -
Condition-based monitoring - Spare
part standardization - MTBF/MTTR
tracking
- Fewer breakdowns - Higher machine
availability - Longer equipment life
3. Quality Maintenance (Hinshitsu
Hozen)
Quality standards, defect data, control
plans
- Identify critical quality parameters -
Set equipment conditions for zero
defects - Mistake-proofing (Poka-yoke) -
Link with QC tools & FMEA
- Zero defect manufacturing - Reduced
rework/rejection - Stable process
quality
4. Focused Improvement (Kobetsu
Kaizen)
Loss data, OEE analysis, cross-functional
teams
- Identify 6 Big Losses (breakdown,
speed, idle, startup, defect, rework) -
Use root cause tools (5 Why, Fishbone) -
Implement Kaizen projects
- Continuous cost reduction -
Productivity improvement - Higher OEE
5. Early Equipment Management
(Shoki Hinshitsu Hozen)
New equipment design data,
operator/maintenance feedback
- Involve operators in design reviews -
Standardize maintainability features -
Ensure easy access for
cleaning/inspection
- Faster equipment stabilization -
Shorter launch time - Lower lifecycle
cost
6. Education & Training (Kyoiku
Kunren) Skill matrix, training modules, SOPs
- Gap analysis in skills - Structured
training (operator → specialist) -
Evaluate through certification
- Multi-skilled workforce - Reduced
dependency - Fewer human errors
7. Safety, Health & Environment
(Anzen Eisei Kankyo)
Safety audits, risk assessment, EHS
policy
- Hazard identification & risk mitigation
- Safety poka-yoke - Emergency drills,
ergonomics improvement
- Zero accidents - Safe, compliant
workplace - Higher morale
8. Office TPM (Jimu TPM) Admin processes, ERP/MIS data,
workflow maps
- Identify office losses (delays,
duplication) - Digitalization of processes
- Standardize documentation flow
- Faster information flow - Reduced
administrative cost - Support to shop-
floor TPM
4.
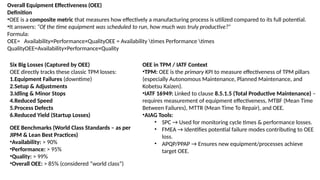
Overall Equipment Effectiveness(OEE)
Definition
•OEE is a composite metric that measures how effectively a manufacturing process is utilized compared to its full potential.
•It answers: “Of the time equipment was scheduled to run, how much was truly productive?”
Formula:
OEE= Availability×Performance×QualityOEE = Availability times Performance times
QualityOEE=Availability×Performance×Quality
Six Big Losses (Captured by OEE)
OEE directly tracks these classic TPM losses:
1.Equipment Failures (downtime)
2.Setup & Adjustments
3.Idling & Minor Stops
4.Reduced Speed
5.Process Defects
6.Reduced Yield (Startup Losses)
OEE Benchmarks (World Class Standards – as per
JIPM & Lean Best Practices)
•Availability: > 90%
•Performance: > 95%
•Quality: > 99%
•Overall OEE: > 85% (considered “world class”)
OEE in TPM / IATF Context
•TPM: OEE is the primary KPI to measure effectiveness of TPM pillars
(especially Autonomous Maintenance, Planned Maintenance, and
Kobetsu Kaizen).
•IATF 16949: Linked to clause 8.5.1.5 (Total Productive Maintenance) –
requires measurement of equipment effectiveness, MTBF (Mean Time
Between Failures), MTTR (Mean Time To Repair), and OEE.
•AIAG Tools:
• SPC → Used for monitoring cycle times & performance losses.
• FMEA → Identifies potential failure modes contributing to OEE
loss.
• APQP/PPAP → Ensures new equipment/processes achieve
target OEE.
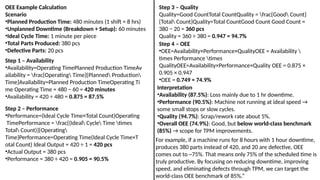
5.
OEE Example Calculation
Scenario
•PlannedProduction Time: 480 minutes (1 shift = 8 hrs)
•Unplanned Downtime (Breakdown + Setup): 60 minutes
•Ideal Cycle Time: 1 minute per piece
•Total Parts Produced: 380 pcs
•Defective Parts: 20 pcs
Step 1 – Availability
•Availability=Operating TimePlanned Production TimeAv
ailability = frac{Operating Time}{Planned Production
Time}Availability=Planned Production TimeOperating Ti
meOperating Time = 480 − 60 = 420 minutes
•Availability = 420 ÷ 480 = 0.875 = 87.5%
Step 2 – Performance
•Performance=(Ideal Cycle Time×Total Count)Operating
TimePerformance = frac{(Ideal Cycle Time times
Total Count)}{Operating
Time}Performance=Operating Time(Ideal Cycle Time×T
otal Count)Ideal Output = 420 ÷ 1 = 420 pcs
•Actual Output = 380 pcs
•Performance = 380 ÷ 420 = 0.905 = 90.5%
Step 3 – Quality
Quality=Good CountTotal CountQuality = frac{Good Count}
{Total Count}Quality=Total CountGood CountGood Count =
380 − 20 = 360 pcs
Quality = 360 ÷ 380 = 0.947 = 94.7%
Step 4 – OEE
•OEE=Availability×Performance×QualityOEE = Availability
times Performance times
QualityOEE=Availability×Performance×Quality OEE = 0.875 ×
0.905 × 0.947
•OEE = 0.749 ≈ 74.9%
Interpretation
•Availability (87.5%): Loss mainly due to 1 hr downtime.
•Performance (90.5%): Machine not running at ideal speed →
some small stops or slow cycles.
•Quality (94.7%): Scrap/rework rate about 5%.
•Overall OEE (74.9%): Good, but below world-class benchmark
(85%) → scope for TPM improvements.
For example, if a machine runs for 8 hours with 1 hour downtime,
produces 380 parts instead of 420, and 20 are defective, OEE
comes out to ~75%. That means only 75% of the scheduled time is
truly productive. By focusing on reducing downtime, improving
speed, and eliminating defects through TPM, we can target the
world-class OEE benchmark of 85%.”
6.
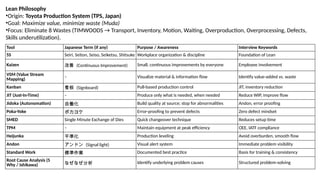
Lean Philosophy
•Origin: ToyotaProduction System (TPS, Japan)
•Goal: Maximize value, minimize waste (Muda)
•Focus: Eliminate 8 Wastes (TIMWOODS → Transport, Inventory, Motion, Waiting, Overproduction, Overprocessing, Defects,
Skills underutilization).
Tool Japanese Term (if any) Purpose / Awareness Interview Keywords
5S Seiri, Seiton, Seiso, Seiketsu, Shitsuke Workplace organization & discipline Foundation of Lean
Kaizen 改善 (Continuous Improvement) Small, continuous improvements by everyone Employee involvement
VSM (Value Stream
Mapping) – Visualize material & information flow Identify value-added vs. waste
Kanban 看板 (Signboard) Pull-based production control JIT, inventory reduction
JIT (Just-In-Time) – Produce only what is needed, when needed Reduce WIP, improve flow
Jidoka (Autonomation) 自働化 Build quality at source; stop for abnormalities Andon, error proofing
Poka-Yoke ポカヨケ Error-proofing to prevent defects Zero defect mindset
SMED Single Minute Exchange of Dies Quick changeover technique Reduces setup time
TPM – Maintain equipment at peak efficiency OEE, IATF compliance
Heijunka 平準化 Production leveling Avoid overburden, smooth flow
Andon アンドン (Signal light) Visual alert system Immediate problem visibility
Standard Work 標準作業 Documented best practice Basis for training & consistency
Root Cause Analysis (5
Why / Ishikawa) なぜなぜ分析 Identify underlying problem causes Structured problem-solving
7.
Lean Awareness Points(Good to Mention in Interview)
•Lean is about culture, not just tools → continuous improvement & respect for people.
•8 Wastes elimination is the core target.
•Lean is linked to IATF 16949 requirements (process efficiency, continual improvement, risk-based thinking).
•Lean complements AIAG Core Tools (FMEA, SPC, APQP, etc.) by driving efficiency and robust processes.
•Lean → Higher OEE, lower cost, improved customer satisfaction.
Q: What Lean tool have you applied?
“I applied 5S in inspection area – organized gauges, used visual labels, and reduced searching time by 40%.”
👉
Q: How does Lean link with TPM?
“Both aim at waste reduction – TPM focuses on equipment-related losses, while Lean covers process & workflow waste.
👉
Together, they drive higher OEE and customer satisfaction.”
Q: Why is Lean important in automotive (IATF context)?
“Lean ensures waste-free processes, robust flow, and aligns with IATF 16949 requirements for continual improvement and
👉
process efficiency.”
If you remember 5S + Kaizen + VSM + Kanban + JIT + Jidoka + Poka-Yoke + SMED + TPM, you’ll cover 90% of typical Lean
interview discussions.
8.
What is Kanban?
•Kanban= “Signboard / Visual card” (Japanese: 看板 ).
•A pull-based production & inventory control system.
•Material is replenished only when consumed (Just-In-Time
principle).
•Purpose: Deliver the right material, in the right quantity, at
the right time.
How Kanban Works
1.Each container/lot of material has a Kanban card.
2.When a part is consumed at downstream process, the card is sent
back upstream as a signal to produce/replenish.
3.No production or movement happens without a Kanban signal.
Types of Kanban
•Production Kanban → Authorizes upstream process to produce.
•Withdrawal Kanban → Authorizes movement/transfer of material.
•Supplier Kanban → Signal to external supplier for delivery.
•Emergency Kanban → Used for unexpected demand or defects.
•E-Kanban → Electronic system using barcodes/RFID instead of physical
cards.
Kanban Rules (Toyota Guidelines)
1.Downstream (customer process) withdraws only what is needed.
2.Upstream (supplier process) produces only what is withdrawn.
3.Defects are not passed forward.
4.Number of Kanbans limits WIP (Work In Process).
5.Kanban must accompany product/material always.
6.Continuous improvement of Kanban system (Kaizen).
Kanban Formula (to calculate number of Kanbans)
n=D×L×(1+S)Cn = frac{D times L times (1 + S)}{C}n=CD×L×(1+S)
Where:
•n = Number of Kanbans
•D = Demand rate per unit time
•L = Lead time per Kanban cycle
•S = Safety factor (%)
•C = Container capacity
Benefits of Kanban
•Reduces excess inventory (pull vs. push).
•Improves material flow & visibility.
•Quick identification of bottlenecks.
•Enforces Just-In-Time delivery.
•Promotes discipline & accountability.
IATF 16949 Clause 8.5.4 (Preservation) → Material handling, FIFO, inventory control → supported by Kanban









![TPM[1]iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii.ppt](https://cdn.slidesharecdn.com/ss_thumbnails/tpm1-250627061842-e3e2df7f-thumbnail.jpg?width=640&height=640&fit=bounds)





![TPM[1]3jjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjj.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/tpm1-250627061625-633dc9e1-thumbnail.jpg?width=640&height=640&fit=bounds)



































