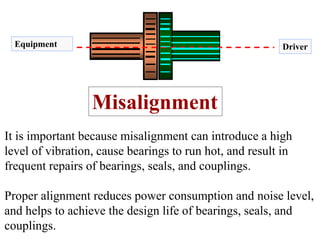
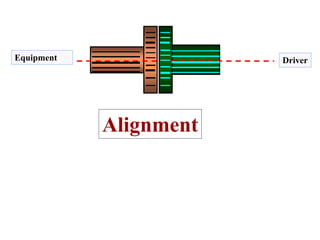
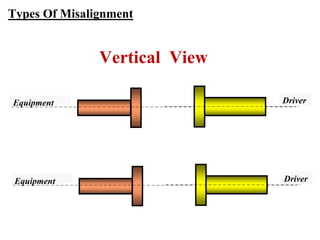
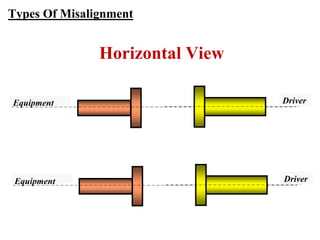
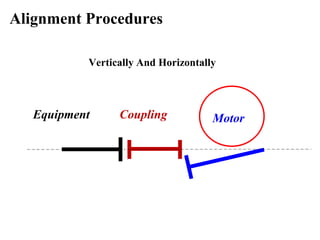
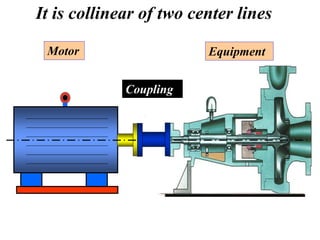
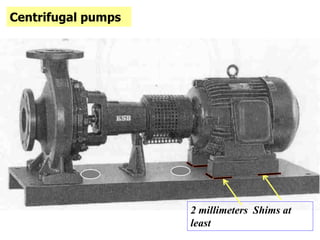
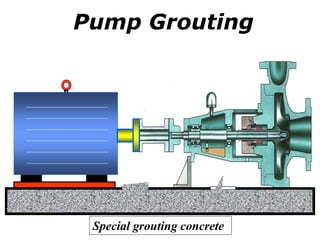
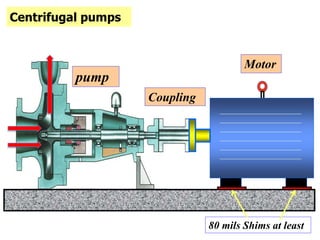
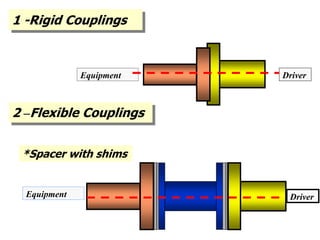
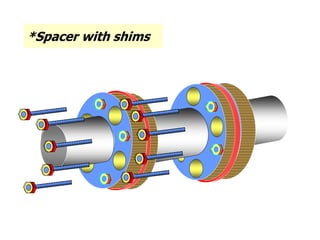
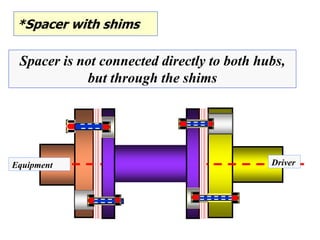
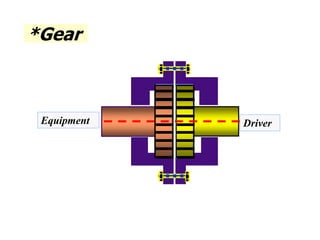
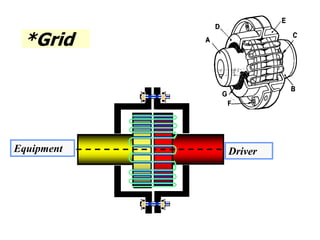
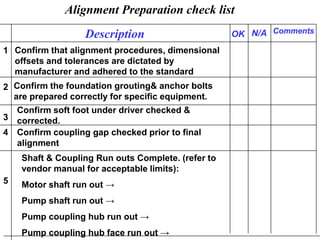
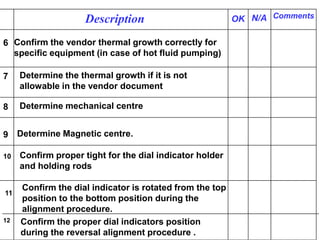
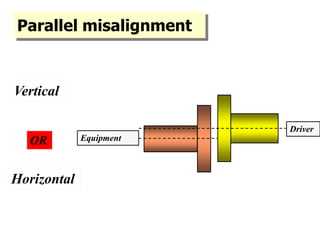
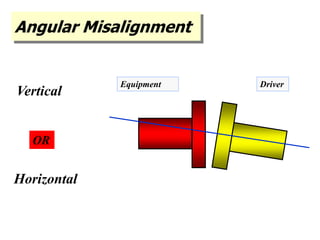
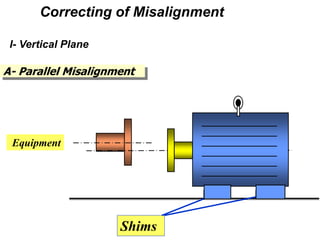
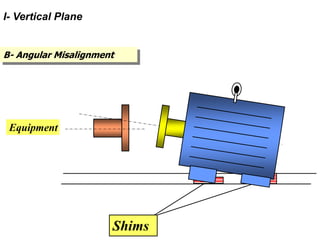
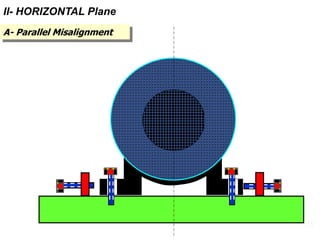
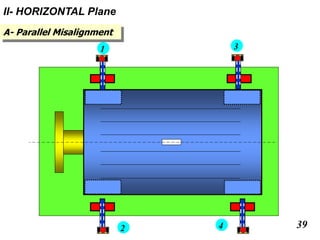
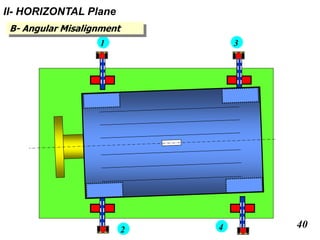
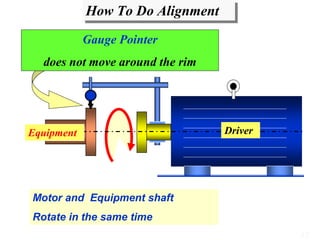
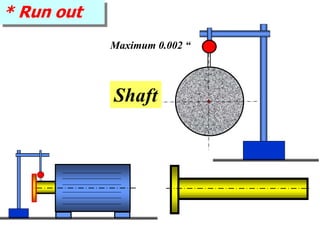
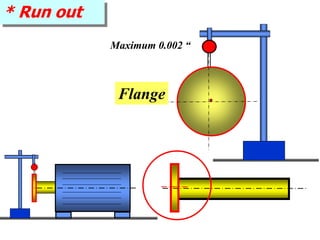
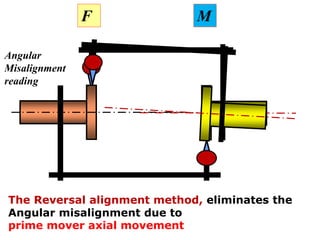
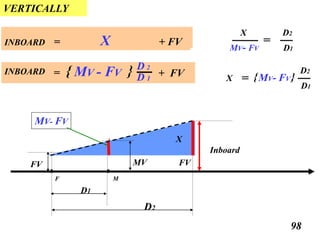
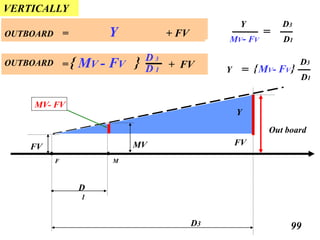
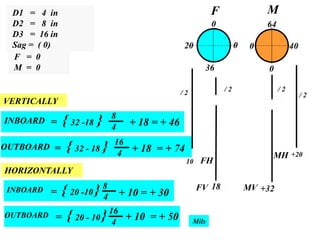
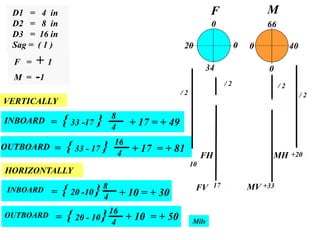
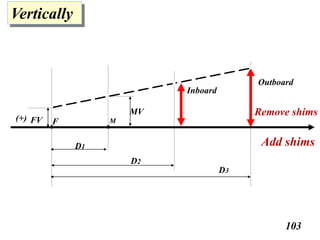
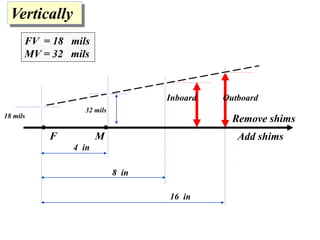
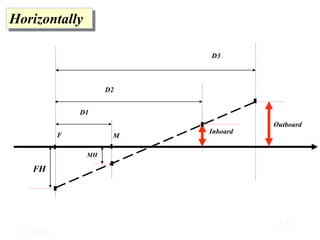
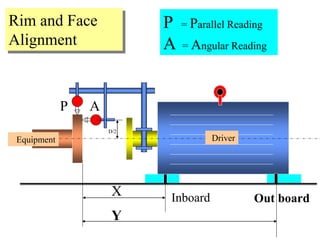
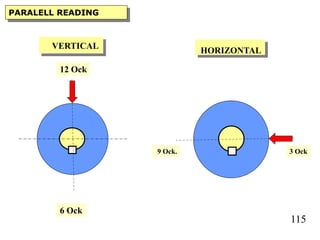
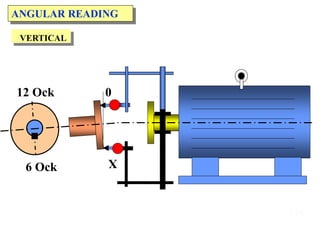
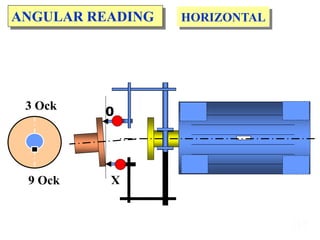
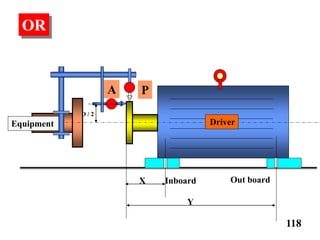
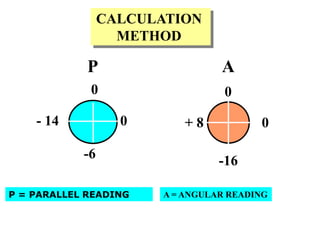
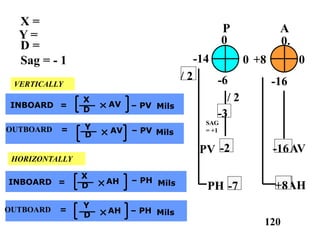
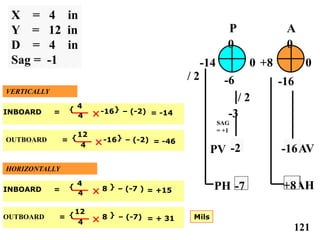
This document provides information on shaft alignment, including definitions of key terms, types of couplings, alignment preparation procedures, how to perform an alignment, and potential consequences of misalignment. Shaft alignment is defined as positioning the rotational centers of two or more shafts to be co-linear under operating conditions. Proper alignment reduces vibration, bearing wear, and power consumption. The document outlines methods for measuring and correcting offset and angular misalignment.