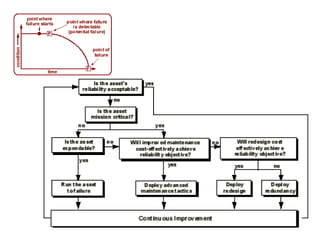
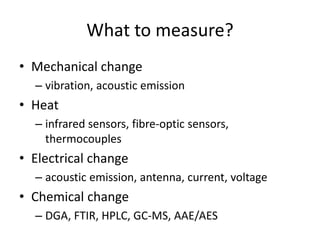
Condition monitoring allows organisations to (1) improve equipment performance, ensure longevity, and predict failures by monitoring equipment condition; (2) measure mechanical, heat, electrical, and chemical changes through techniques like vibration sensors, infrared sensors, and gas analysis; and (3) focus monitoring efforts on the 20% of equipment requiring observation and 5% showing damage risks, with outcomes including clear green-yellow-red condition indicators for non-expert staff.