The document provides an overview of reliability centered maintenance (RCM) including:
1. RCM is a process used to determine necessary maintenance to ensure assets perform their intended functions by mitigating failure consequences.
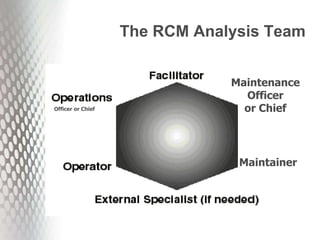
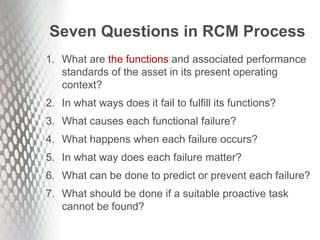
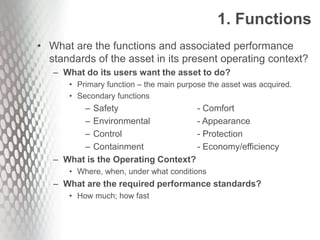
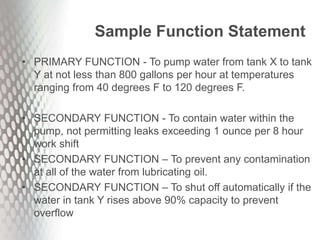
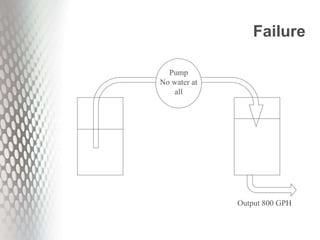
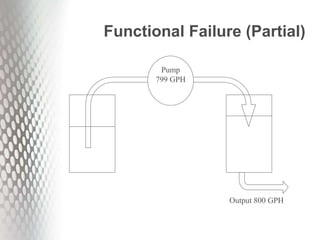
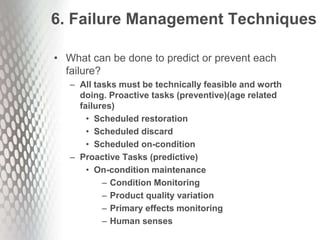
2. An RCM analysis involves a multifunctional team answering seven questions about asset functions, failures, failure causes, effects, importance, and predictive/preventive maintenance techniques.
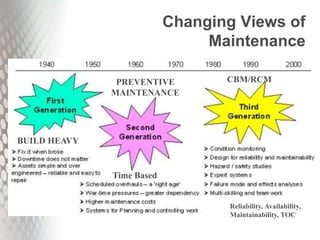
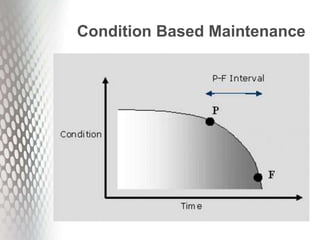
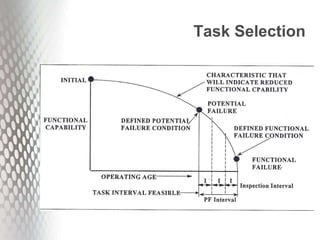
3. Implementing RCM principles like condition-based maintenance improves reliability by focusing maintenance on asset condition rather than rigid schedules and reducing unnecessary tasks.




















![002 Maintenance M Overview 20 06 06[1]](https://cdn.slidesharecdn.com/ss_thumbnails/002-maintenance-m-overview-20-06-061-1221944333735887-9-thumbnail.jpg?width=640&height=640&fit=bounds)





























