
Recommended
More Related Content
What's hot
What's hot (20)
Similar to 機械製造ⅱ教師手冊 第7章
More from lungtengtech
More from lungtengtech (20)
Recently uploaded
Recently uploaded (11)
機械製造ⅱ教師手冊 第7章
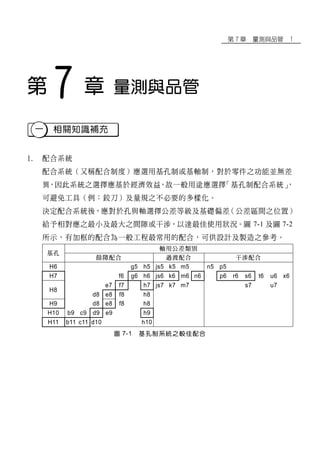
- 1. 第7章 量測與品管 1 第 7 章 量測與品管 一 相關知識補充 1. 配合系統 配合系統(又稱配合制度)應選用基孔制或基軸制,對於零件之功能並無差 異,因此系統之選擇應基於經濟效益,故一般用途應選擇「基孔制配合系統」, 可避免工具(例:鉸刀)及量規之不必要的多樣化。 決定配合系統後,應對於孔與軸選擇公差等級及基礎偏差(公差區間之位置) 給予相對應之最小及最大之間隙或干涉,以達最佳使用狀況。圖 7-1 及圖 7-2 所示,有加框的配合為一般工程最常用的配合,可供設計及製造之參考。 基孔 軸用公差類別 餘隙配合 過渡配合 干涉配合 H6 g5 h5 js5 k5 m5 n5 p5 H7 f6 g6 h6 js6 k6 m6 n6 p6 r6 s6 t6 u6 x6 H8 e7 f7 h7 js7 k7 m7 s7 u7 d8 e8 f8 h8 H9 d8 e8 f8 h8 H10 b9 c9 d9 e9 h9 H11 b11 c11 d10 h10 圖 7-1 基孔制系統之較佳配合
- 2. 2 第 7 章 量測與品管 基軸 孔用公差類別 餘隙配合 過渡配合 干涉配合 h5 G6 H6 JS6 K6 M6 N6 P6 h6 F7 G7 H7 JS7 K7 M7 N7 P7 R7 S7 T7 U7 X7 h7 E8 F8 H8 h8 D9 E9 F9 H9 h9 E8 F8 H8 D9 E9 F9 H9 B11 C10 D10 H10 圖 7-2 基軸制系統之較佳配合 2. 國際單位制(SI)之前綴詞:如表 7-1 所示。 倍數與分數即稱為前綴詞,其後緊接著單位名稱,所用之數值不宜太大或太 小,介於 0.1 至 1000 較為適宜,例如:1000 km 不應表示成 100,000,000 cm。 表 7-1 倍數及分數名稱 倍數(分數)名稱 代號 係數因子 倍數(分數)名稱 代號 係數因子 佑(yotta) Y 1024 微(micro) μ 10 - 6 皆(zetta) Z 1021 奈(nano) n 10 - 9 艾(exa) E 1018 皮(pico) p 10 - 12 拍(peta) P 1015 飛(femto) f 10 - 15 兆(tera) T 1012 阿(atto) a 10 - 18 吉(giga) G 109 介(zepto) z 10 - 21 百萬(mega) M 106 攸(yocto) y 10 - 24 千(kilo) k 103 億 慣用 108 百(hector) h 102 萬 慣用 104 十(deca) da 101 百分 % 10 - 2 分(deci) d 10 - 1 百萬分 ppm 10 - 6 厘(centi) c 10 - 2 十億分 ppb 10 - 9 毫(milli) m 10 - 3
- 3. 第7章 量測與品管 3 二 隨 堂 練 習 7-1 公差與配合 ( B )1. 工件的上限界尺度和下限界尺度的差值,稱之為 (A)標準差 (B) 公差 (C)偏差 (D)加工差。 ( D )2. 兩個工件配合時,需外加壓力且完成後不易鬆脫的配合稱為 (A) 餘隙配合 (B)加壓配合 (C)過渡配合 (D)干涉配合。 解析:干涉配合時,除需外加壓力,亦可將孔加熱,使孔徑膨脹 後配入。 ( A )3. 下列標準公差等級,何者的公差區間最小? (A)IT01 (B)IT0 (C)IT1 (D)IT18。 解析:公差區間之大小隨標準公差等級由 IT01、IT0、IT1、IT2~ IT18 之排列增加。 ( C )4. CNS 與 ISO 將標準公差等級表列分成幾個等級? (A)16 (B)18 (C)20 (D)22。 解析:公差、偏差及配合之基礎,依據 ISO 286-1,不變更內容, 修訂成為 CNS 4-1 中華民國國家標準。 ( A )5. 標準公差等級 IT5~IT10,適用於下列何者? (A)一般配合機件 (B)非配合機件 (C)量具 (D)鑄造件。 7-2 工件量測 ( D )6. 微 米 ( μm)的 長 度 , 等 於 多 少 mm? (A)1 (B)0.1 (C)0.01 (D)0.001。 ( B )7. 下列哪一種量具不屬於計量方法? (A)鋼尺 (B)塞規 (C)塊規 (D)卡尺。 解析:可直接量取實際尺度數值的量測,稱為計量。塞規只能檢 查孔徑是否在公差範圍之內。
- 4. 4 第 7 章 量測與品管 ( D )8. 下列哪一項 不是 組合 角尺的組件之一? (A)直尺 (B)直角尺 (C)中心規 (D)正弦桿。 解析:組合角尺:由直尺、直角尺、中心規及量角器等四個部分 組成。 ( A )9. 下列哪一種量規可以檢驗微小間隙? (A)厚薄規 (B)環規 (C) 塞規 (D)卡規。 ( D )10. 精度為 0.02mm 的卡尺,不適合用於量測下列哪一種公差大小? +0.1 0 (A)10.5±0.1mm (B)10 0 mm (C)20 -0.05mm (D)20±0.005mm。 解析:量測時必須依據工件公差,選用精度小於公差的量具。 7-3 品質管制與實施 ( B )11. 「品質」若簡單的說,就是下列哪一項涵意? (A)最高級的產品 (B)顧客的滿意度 (C)最精確的尺度 (D)最好的售後服務。 ( A )12. 下列有關品管的英文簡稱,何者錯誤? (A)品質保證:QM (B) 品質管制:QC (C)全面品質管制:TQC (D)品管圈 QCC。 解析:品質保證(Quality assurance,QA)。 ( C )13. 使用表格劃記,來檢核工作事項是否完成,或是不良項目發生的 次數的品管工具,是下列哪一項? (A)散布圖 (B)直方圖 (C) 檢核表 (D)管制圖。 ( D )14. 要解析兩個變數(X,Y)之間的相關性時,應使用下列哪一種手 法? (A)柏拉圖 (B)管制圖 (C)要因分析圖 (D)散布圖。 ( B )15. ISO 標準中,下列哪一項是屬於品質管理標準? (A)ISO 1000 (B)ISO 9000 (C)ISO 14000 (D)ISO 22000。 解析:ISO 1000:國際單位制、ISO 9000:品質管理標準、 ISO 14000:環境管理標準、ISO 22000:食品管理標準。
- 5. 第7章 量測與品管 5 7-1 三 自 我 評 量 一、 選擇題 ( D )1. 有關產品的加工精度,下列何者不正確? (A)要符合經濟效益 (B)要達到功能性 (C)要有互換性 (D)愈精準愈好。 解析:加工精度愈高,成本也愈高。加工精度要符合經濟效益。 ( C )2. 工件加工時,所允許的上限界尺度與下限界尺度之差值,稱之為 (A)標稱尺度 (B)裕度 (C)公差 (D)基礎偏差。 0.01- ( B )3. 有一尺度為 40 0.05 - ,下列敘述哪一項錯誤? (A)公差為 0.04 (B)公差為-0.06 (C)上限界偏差為-0.01 (D)下限界偏差為 -0.05。 解析:公差=39.99-39.95=0.04(mm) 0 ( A )4. 下列哪一個尺度為雙向公差? (A)24±0.05 (B) 36 0.02 - +0.05 +0.06 (C)15 0 (D) 18 +0.02。 +0.05 ( D )5. 圖面尺度為 27-0.02mm,則實測尺度時下列哪一個尺度是不合格 的? (A)27.05mm (B)26.98mm (C)27.03mm (D)26.97mm。 ( D )6. 下列有關配合的敘述,何者錯誤? (A)餘隙配合(孔 軸) (B) 干涉配合(孔 軸) (C)過渡配合(孔>、=、<軸) (D)孔上 限界尺度與軸下限界尺度配合時稱為裕度。 解析:孔下限界尺度與軸上限界尺度配合時,兩者尺度差即是裕 度,又稱容差。 ( B )7. 使用基孔制時,基礎偏差通常以下列何者為基準? (A)h (B)H (C)J (D)j。 ( A )8. 58H7/f6 是屬於下列哪一種配合? (A)餘隙配合 (B)過渡配合 (C)干涉配合 (D)過盈配合。
- 6. 6 第 7 章 量測與品管 7-2 ( A )9. 當孔徑為 0.03 30 0 mm + ,軸徑為 0.09 30 0.06mm + + 時,則最小干涉為多 少 mm? (A)0.03 (B)0.06 (C)0.09 (D)0.12。 解析:孔最大 30.03-軸最小 30.06=∣-0.03∣,最小干涉為 0.03mm。 ( C )10. 表面粗糙度是指工件表面的 (A)切削痕跡 (B)電鍍程度 (C)紋 理粗細程度 (D)反光的程度。 ( D )11. 下列何種表面最為粗糙? (A)精切面 (B)細切面 (C)粗切面 (D)光胚面。 解析:光胚面是指以鑄造、鍛造、壓鑄、輥軋、火焰切割等無屑 加工法所得的表面。 ( D )12. 下列哪一種量具不屬於量規量測? (A)塞規 (B)牙規 (C)圓弧 規 (D)分厘卡。 解析:分厘卡可直接讀取尺度數值,屬於計量的一種。 ( D )13. 下列有關量具的說明,何者錯誤? (A)游標卡尺是利用游標微分 原理 (B)分厘卡是利用螺紋節距微分原理 (C)塞規無法測得實 際尺度 (D)塊規具有磁性以方便組合使用。 ( B )14. 下列對量具的敘述,何者錯誤? (A)正弦桿可量測角度 (B)光學 平鏡可測量表面粗糙度 (C)牙規用於檢驗螺距 (D)塊規精度分 為 AA、A、B、C 四級。 ( D )15. 卡尺無法用來測量 (A)螺距 (B)外徑 (C)內徑 (D)錐度。 ( A )16. 使用伸縮式量錶時,測桿要與測量面成多少度,才不會有誤差產 生? (A)垂直 (B)平行 (C)30° (D)45°。 ( D )17. 將工件的外形以光學投影原理顯示在螢幕上,再用標準片進行比 對量測的儀器是 (A)三次元量床 (B)金相顯微鏡 (C)光學平鏡 (D)光學投影機。 ( A )18. 下列哪一種量具,使用時最有可能產生「阿貝誤差」? (A)游標 卡尺 (B)塊規 (C)刀口平尺 (D)直尺。 解析:卡尺軸線與待測工件之軸線相距較遠,容易產生阿貝誤差。
- 7. 第7章 量測與品管 7 7-3 ( C )19. 下列有關量規量測的敘述,何者錯誤? (A)大量檢驗孔徑時應選 用柱塞規 (B)柱塞規之通端取工件孔之最小尺度 (C)螺紋環規 用於檢驗螺紋大徑、節徑及長度 (D)若錐度塞規大徑沾有紅丹, 表示工件錐度太小。 解析:螺紋環規用於檢驗螺紋大徑、節徑、小徑、螺距、螺紋角。 ( B )20. 下列有關量測的方法,何者正確? (A)工具顯微鏡具有的光源, 可穿透工件內部進行顯微量測 (B)光學投影機無法量測工件的深 度、螺旋角及內部尺度 (C)三次元量床又稱坐標量測儀,簡稱 MMC (D)雷射掃描量測快速精準,但只適用於靜態工件。 解析:工具顯微鏡可量測外形輪廓等,無法穿透工件內部。三次 元量床簡稱 CMM。雷射掃描量測快速精準,非常適合動態 工件。 ( A )21. 品質管制方法中,常應用於產品的開發設計階段的是 (A)實驗設計 法 (B)抽樣驗收法 (C)電腦輔助設計法 (D)統計製程管制法。 ( A )22. QC 七手法之散布圖,若呈現如圖所示之情形, 則表示兩變數為下列哪一種關係? (A)正相關 (B)負相關 (C)直交相關 (D)無相關。 解析:正相關:當一變數值愈大,另一變數值也 有增加的傾向。 ( B )23. 下列哪一種品管工具係根據「20/80 定律」,可找出造成品質不良 之少數但重要的原因,作為優先改善的對象? (A)直方圖 (B) 柏拉圖 (C)特性要因圖 (D)管制圖。 ( D )24. ISO 9000 驗證通過取得證書,其有效年限是 (A)無限期 (B)一年 (C)二年 (D)三年。 ( C )25. 下列何者為經濟部標準檢驗局針對合格安全的商品所核給的「CNS 正字標記」? (A) (B) (C) (D) 。
- 8. 8 第 7 章 量測與品管 二、 統整型選擇題 ( C )26. 管制圖常用於分析工件品質變異,其中用於表達產品品質特性以 及影響品質變異之主要因素及次要因素者為 (A)長條圖 (B)柏 拉圖分析圖 (C)特性要因圖 (D)直方圖。 ( D )27. 有一批孔與軸配合之組合機件,經檢測其孔徑在 25.012mm 至 25.033mm 之間,軸徑則在 24.987mm 至 25.021mm 之間,當軸與 孔組裝配合以後,所可能產生之最大間隙為多少 mm? (A)0.009 (B)0.012 (C)0.025 (D)0.046。 解析:最大間隙=孔上限界尺度-軸下限界尺度=25.033-24.987 =0.046mm ( C )28. 有關公差與工件配合的敘述,下列何者不正確? (A)公差符號由 標 稱 尺 度 、 基 礎 偏 差 及 標 準 公 差 等 級 三 部 分 組 成 (B)軸 徑 為 20.08mm,孔徑為 19.92mm,這種配合稱為干涉配合(Interference fit) (C)若軸的尺度為 35h7,則其最小軸徑為 35.00mm (D)工 件的標稱尺度為 28mm,若最大尺度為 28.04mm,最小尺度為 27.98mm,則其公差稱為雙向公差。 +0 解析: 35h7= 35-0.025 所以最小軸徑為 34.975mm。 ( B )29. 一 般 機 械 零 件 的 配 合 , 其 常 用 的 公 差 等 級 為 (A)IT01 ~ IT4 (B)IT5~IT10 (C)IT11~IT14 (D)IT15~IT18。 解析:各級的用途:IT01~IT4 為規具公差;IT5~IT10 為配合公 差;IT11~IT18 為非配合公差。 ( D )30. 有關光學投影機之敘述,下列何者正確? (A)適用於工件厚度測 量 (B)適用於盲 孔的 孔深測量 (C)適用於 螺紋之螺 旋角測量 (D)適用於縫衣針之輪廓測量。 解析:光學投影機能有效精確測量齒輪外形及尺寸、螺紋牙角及 尺寸,工件尺寸、垂直度及傾斜度等,但無法測出工件之 深度及螺紋的螺旋角。
- 9. 第7章 量測與品管 9 7-1 7-2 7-3 7-1 三、 填充題 1. 機件的加工精度受 機器 、 材料 、 人為 及量測技術等四個因素 影響最大。 2. 幾何公差符號中,“ ”代表真直度,“ ”代表 真平度 ,“ ” 代表 平行度 ,“ ”代表 垂直度 。 3. 請於空格中填入長度單位的代號: 公尺(米):m,公分(厘米):cm,公厘: mm ,微米: μm , 奈米: nm 。 4. 游標卡尺的量測是利用 游標微分 原理,分厘卡(精度 0.01mm)的量測 是利用 螺紋節距微分 原理。 5. 常用於解決品質問題的「QC 七手法」有:(1)檢核表、(2)直方圖、(3) 柏拉圖 、 (4) 散布圖 、(5)管制圖、(6) 特性要因圖 、(7)層別法。 四、 問答題 1. 請簡述公差、配合及裕度的定義。 答:(1) 公差:加工尺度允許在一定的範圍之內有些許的差異,稱之為公差。 (2) 配合:兩機件組裝後的鬆緊程度稱為配合。 (3) 裕度:孔下限界尺度與軸上限界尺度配合時,兩者尺度差即是裕度,又 稱容差。 2. 請簡述兩機件配合的情形(種類)有哪三種? 答:(1) 餘隙配合(孔軸):孔尺度大於或等於軸尺度的配合情形,又稱留隙配 合或鬆配合。 (2) 干涉配合(孔軸):孔尺度小於或等於軸尺度的配合情形,又稱過盈配 合或緊配合。 (3) 過渡配合(孔>、=、<軸):當一批孔與軸依公差加工完成,隨機取樣 配合時,孔大於、等於或小於軸;保有間隙或產生干涉的情形都可能發 生,又稱為精密配合或靜配合。
- 10. 10 第 7 章 量測與品管 7-2 7-3 3. 請簡述何謂計量與量規量測並各舉兩種以上量測工具。 答:(1) 計量:凡是利用量具進行測量工件,可直接量取實際尺度數值者,例如: 鋼尺、游標卡尺、分厘卡及塊規等,則稱為計量。 (2) 量規量測:凡利用樣規以比較方式測得尺度大小的方法,無法直接度量 實際尺度者,例如:塞規、環規及卡規等,稱為量規量測。 4. 請簡述何謂解析度、量測值、真值及量測誤差? 答:(1) 解析度:量具所能辨別最小刻度的程度。 (2) 量測值:又稱測定值,是指以量具或任何量測方法所得之值。 (3) 真值:工件的實際尺度。 (4) 量測誤差:量測值與真值的差異。 5. 請簡述何謂品管圈及其成立的目的為何? 答:品管圈是面對問題第一線的品管組織。品管圈是同部門成員所組成,圈長是 小組活動的原動力,可以互相推選,但通常為班長(領班)擔任,以自主、 合作的方式,利用 QC 七大手法,解決該部門所產生的品質問題。