• 5S isa system for organizing spaces so work
can be performed efficiently, effectively, and
safely.
• This system focuses on putting everything
where it belongs and keeping the workplace
clean, which makes it easier for people to do
their jobs without wasting time or risking
injury.
3.
• 5S beganas part of the Toyota Production System (TPS),
the manufacturing method begun by leaders at the
Toyota Motor Company in the early and mid-20th
century. This system, often referred to as Lean
manufacturing in the West, aims to increase the value of
products or services for customers. This is often
accomplished by finding and eliminating waste from
production processes.
4.
• Reduced costs
•Higher quality
• Increased productivity
• Greater employee satisfaction
• A safer work environment
5.
• The firststep of 5S, Sort, involves going through all the
tools, furniture, materials, equipment, etc. in a work
area to determine what needs to be present and what
can be removed. Some questions to ask during this
phase include:
• What is the purpose of this item?
• When was this item last used?
• How frequently is it used?
• Who uses it?
• Does it really need to be here?
6.
• For caseswhen an item's value is uncertain—
for example, a tool hasn't been used recently,
but someone thinks it might be needed in the
future—use the red tag method.
• Red tags are usually cardboard tags or stickers
that can be attached to the items in question.
Users fill out information about the item such
as:
• Then theitem is placed in a “red tag area”
with other questionable items. If after a
designated amount of time (perhaps a month
or two) the item hasn't been used, it's time to
remove it from the workspace. It's not worth
hanging onto things that never get used since
they just take up space.
9.
• Once theextra clutter is gone, it's easier to see what's what. Now
work groups can come up with their own strategies for sorting
through the remaining items. Things to consider:
• Which people (or workstations) use which items?
• When are items used?
• Which items are used most frequently?
• Should items be grouped by type?
• Where would it be most logical to place items?
– Would some placements be more ergonomic for workers than others?
– Would some placements cut down on unnecessary motion?
• Are more storage containers necessary to keep things organized?
10.
• During thisphase, everyone should determine
what arrangements are most logical. That will
require thinking through tasks, the frequency
of those tasks, the paths people take through
the space, etc.
11.
Shine
• Everyone thinksthey know what
housekeeping is, but it's one of the easiest
things to overlook, especially when work gets
busy. The Shine stage of 5S focuses on
cleaning up the work area, which means
sweeping, mopping, dusting, wiping down
surfaces, putting tools and materials away, etc.
12.
• In additionto basic cleaning, Shine also
involves performing regular maintenance on
equipment and machinery. Planning for
maintenance ahead of time means businesses
can catch problems and prevent breakdowns.
That means less wasted time and no loss of
profits related to work stoppages.
13.
• Standardize assignsregular tasks, creates
schedules, and posts instructions so these
activities become routines. It makes
standard operating procedures for 5S so that
orderliness doesn't fall by the wayside.
14.
• Once standardprocedures for 5S are in place, businesses must
perform the ongoing work of maintaining those procedures
and updating them as necessary. Sustain refers to the process
of keeping 5S running smoothly, but also of keeping everyone
in the organization involved. Managers need to participate, as
do employees out on the manufacturing floor, in the
warehouse, or in the office. Sustain is about making 5S a long-
term program, not just an event or short-term project. Ideally,
5S becomes a part of an organization's culture. And when 5S is
sustained over time, that's when businesses will start to notice
continuous positive results.
15.
• Some companieslike to include a sixth S in
their 5S program: Safety. When safety is
included, the system is often called 6S. The
Safety step involves focusing on what can be
done to eliminate risks in work processes by
arranging things in certain ways.
44.
• The Kaizenumbrella (fig. 1.) is a set of
methods and approaches that describe this
philosophy:
• Customer orientation - fulfilling the customers
needs is our main objective
45.
• Total QualityControl -
statistical process control and other statistical
tools are necessary to understand the
process. Six sigma is based on TQC, it's just
more American approach.
• Robotics and automation - automation can
help, but it's not the ultimate solution in every
problem
46.
• Quality circles- engage your employees
• Suggestion system - everyone can suggest a
change, even if he/she doesn't work in the
process
• Discipline in the workplace means 5S method
everywhere
• Total Productive Maintenance (TPM) allows to
maximize performance of production
47.
• Kanban methodologysmooths the production
processes
• Just in time (JIT) smooths cooperation with
business partners
• Quality improvement is the key to success
• Zero defects is a concept of ultimate
improvement, idea of Philip B. Crosby
48.
• Small-group activitieshelp enhance teamwork
• Cooperative relations between managers and
employees improve information flow
• Productivity improvement is the effect of the
program
• New product development is required to keep
us in the business
50.
• Challenge
• Havea long term → vision of the challenges
you need to face to realize your ambition –
what you need to→ learn rather than what you
want to do and then have the spirit to face that
challenge.
• To do so, you and your team have to challenge
yourselves every day to see if you are achieving
your goals.
51.
• Kaizen
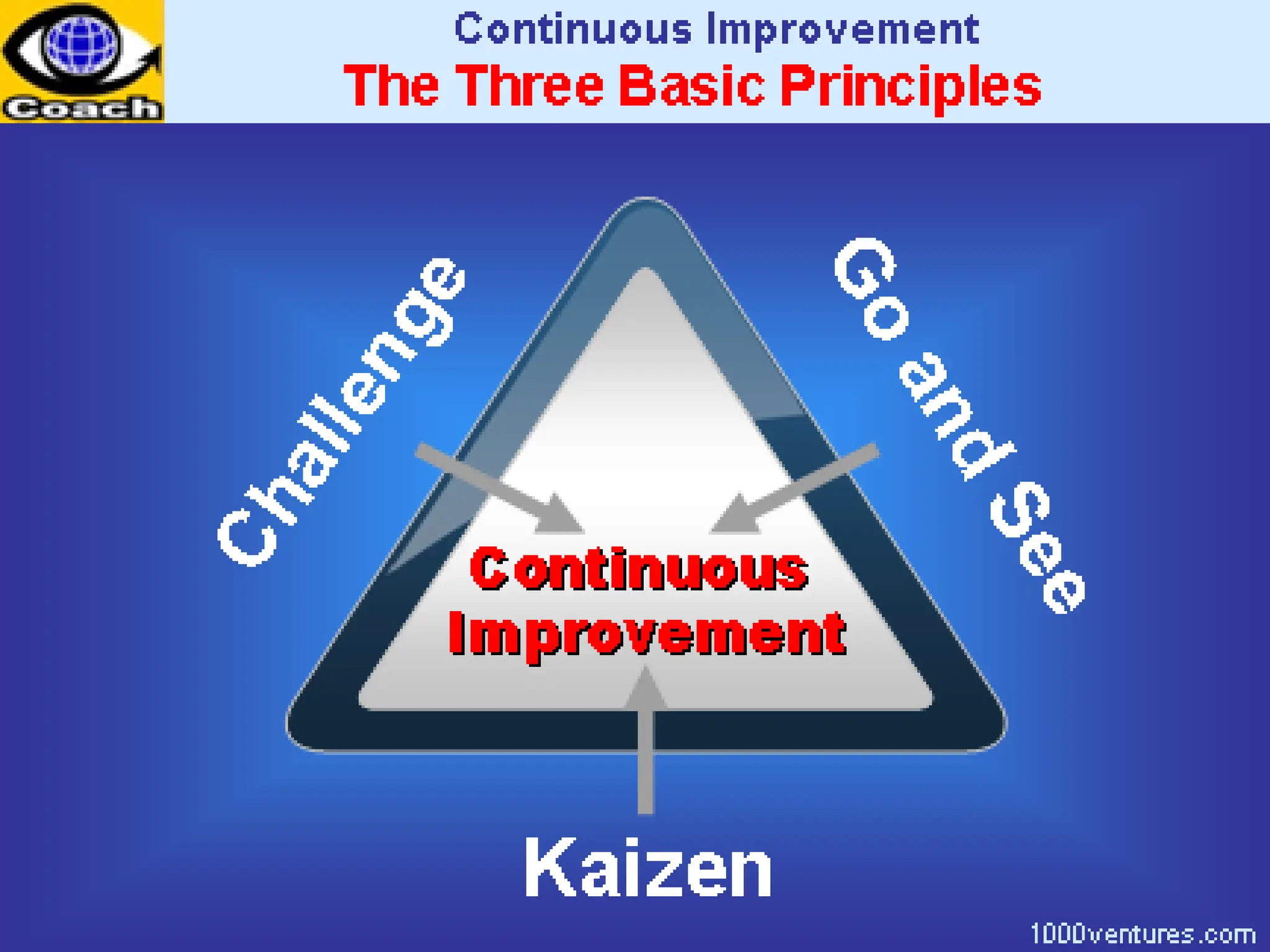
• Establishingthe → Kaizen Mindset is the
starting point of the continuous improvement
journey. Everything can and should be
improved. Good enough never is, no process
can ever be thought perfect, so operations
must be improved continuously, striving for
evolution and → innovation.
52.
• Go andSee (Genchi Genbutsu):
• This is a key principle of the →
Toyota Production System. The only way to
truly understand what happens on the shop
floor ( 'gemba') is to go there. It is here that
value is added and here that waste could be
observed. 'Go and See' is therefore a key
approach in → problem solving.
53.
• If theproblem exists on the shopfloor then it
needs to be understood and solved at the
shop floor. Since real value is created at the
shop floor in manufacturing, this is where
management need to spend their time.
54.
• Go tothe source to see the facts for oneself
and make the right decisions, create
consensus, and make sure goals are attained
at the best possible speed. This → attitude of
"Go and See" is also called Gemba attitude.
55.
• Making ItWork: Respect For People
• Respect For People at → Toyota essentially
involves two defining principles:
• 1. Respect: Taking every stakeholders'
problems seriously, and making every effort to
build mutual trust. Taking responsibility for
other people reaching their objectives.
56.
• 2. Teamwork:Develop individuals through →
teams-based problem-solving. Engage people
and develop them through their contribution
to team performance. The are three team
levels: shop floor teams, the whole site as
team, and the whole company as a team.
60.
• Throw outall your old fixed ideas on how to
do things
• No blame - treat others as you want to be
treated treat others as you want to be treated
• Think positive – don’t say can’t
• Don t’ wait for perfection 50% improvement
now is fine wait for perfection. 50%
improvement now is fine
61.
• 5. Correctmistakes as soon as they are found
• 6. Don’t substitute money for thinking
substitute money for thinking - Creativity before
Creativity before Capital
• 7. Keep asking why until you get to the root
cause asking why until you get to the root cause
• 8. Better the wisdom of 5 people that the
expertise of 1
62.
• Base decisionson data not opinions decisions
on data not opinions
• Improvement is not made from a conference
room!
63.
• Muda, Mura,Muri
• Muda, Mura, and Muri are terms often used together in the
Toyota Production System (and called the Three Ms) that
collectively describe wasteful practices to be eliminated.
• Muda
• Any activity that consumes resources without creating value
for the customer. Within this general category it is useful to
distinguish between type one muda, consisting of activities
that cannot be eliminated immediately, and type two muda,
consisting of activities that can be eliminated quickly through
kaizen.
64.
• Mura
• Unevennessin an operation; for example, a
gyrating schedule not caused by end-
consumer demand but rather by the
production system, or an uneven work pace
in an operation causing operators to hurry
and then wait. Unevenness often can be
eliminated by managers through level
scheduling and careful attention to the pace
of work.
65.
• Muri
• Overburdeningequipment or operators
by requiring them to run at a higher or
harder pace with more force and effort
for a longer period of time than
equipment designs and appropriate
workforce management allow.
67.
• It emphasizesthe engagement of each worker to the concept and
vision of the company, so that employees will identify themselves
with the enterprise, its culture and objectives.
• The important aspects of Kaizen are:
• What is wrong? not who is wrong?
• How to eliminate waste (Muda)
• How to decrease quality costs
• The waste is being eliminated by empowering people with tools
and provision of methodology for uncovering improvement
opportunities and making small changes. This is a low cost
approach, that uses simple quality control tools: Pareto, Ishikawa
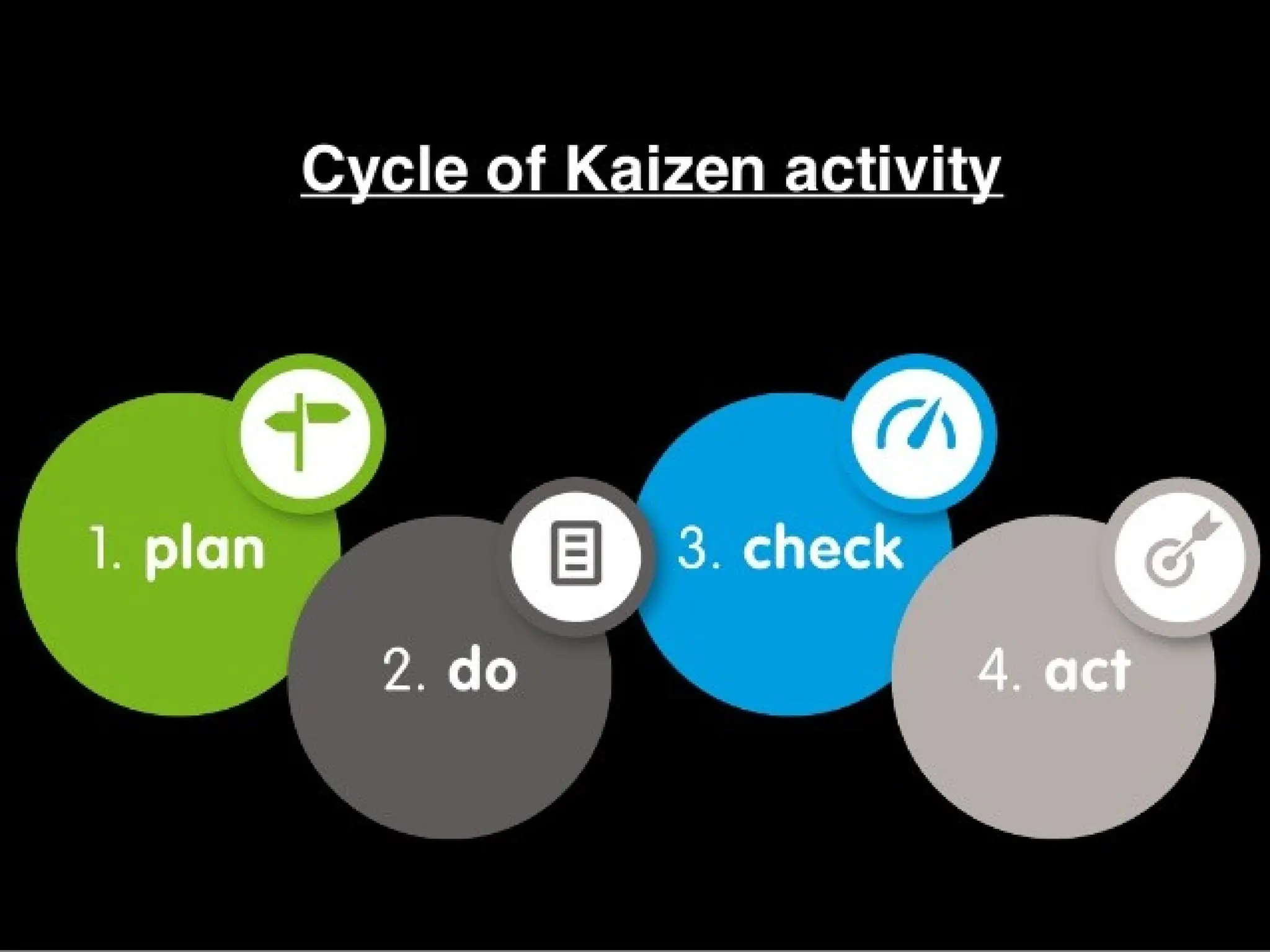
diagrams and PDCA cycle.