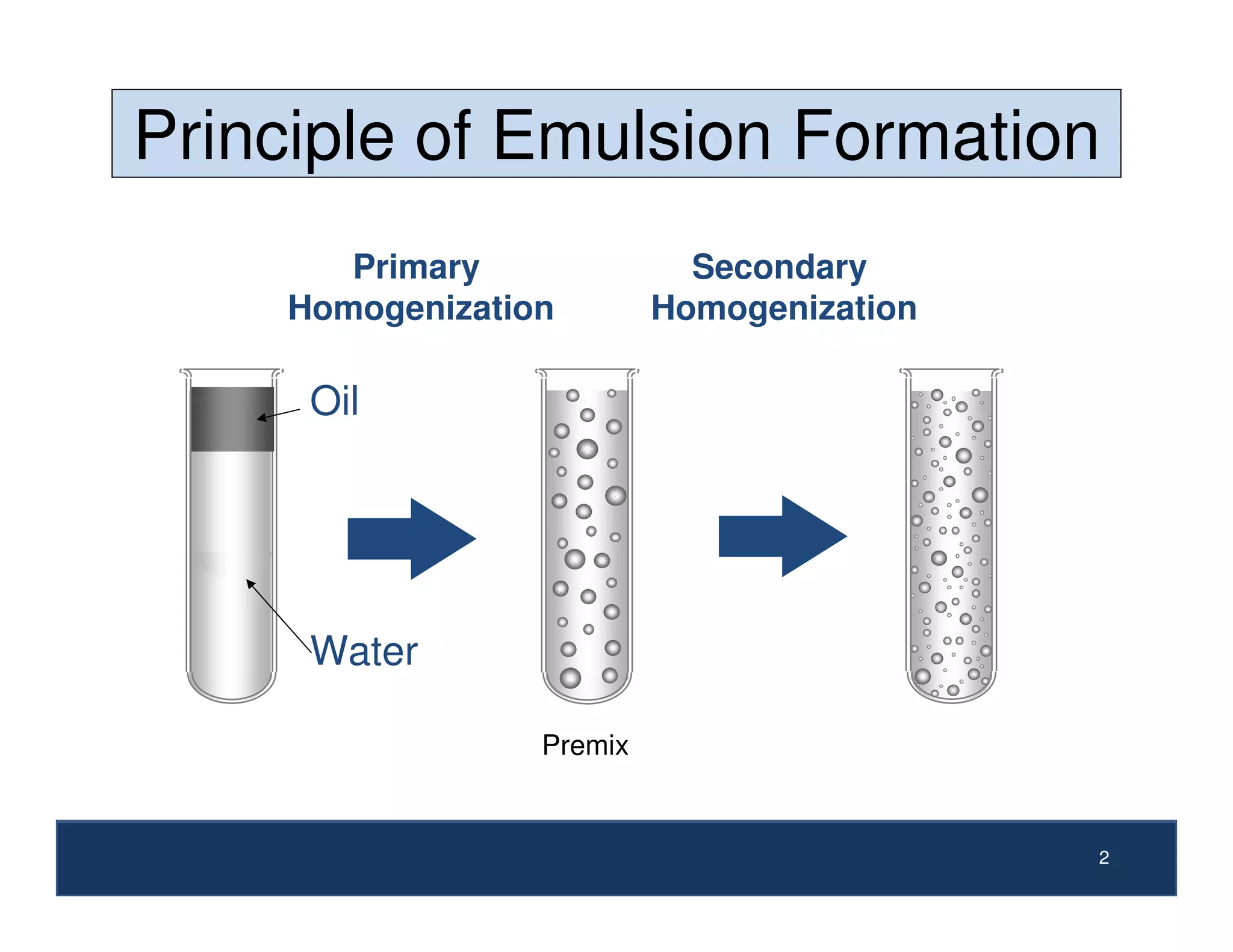
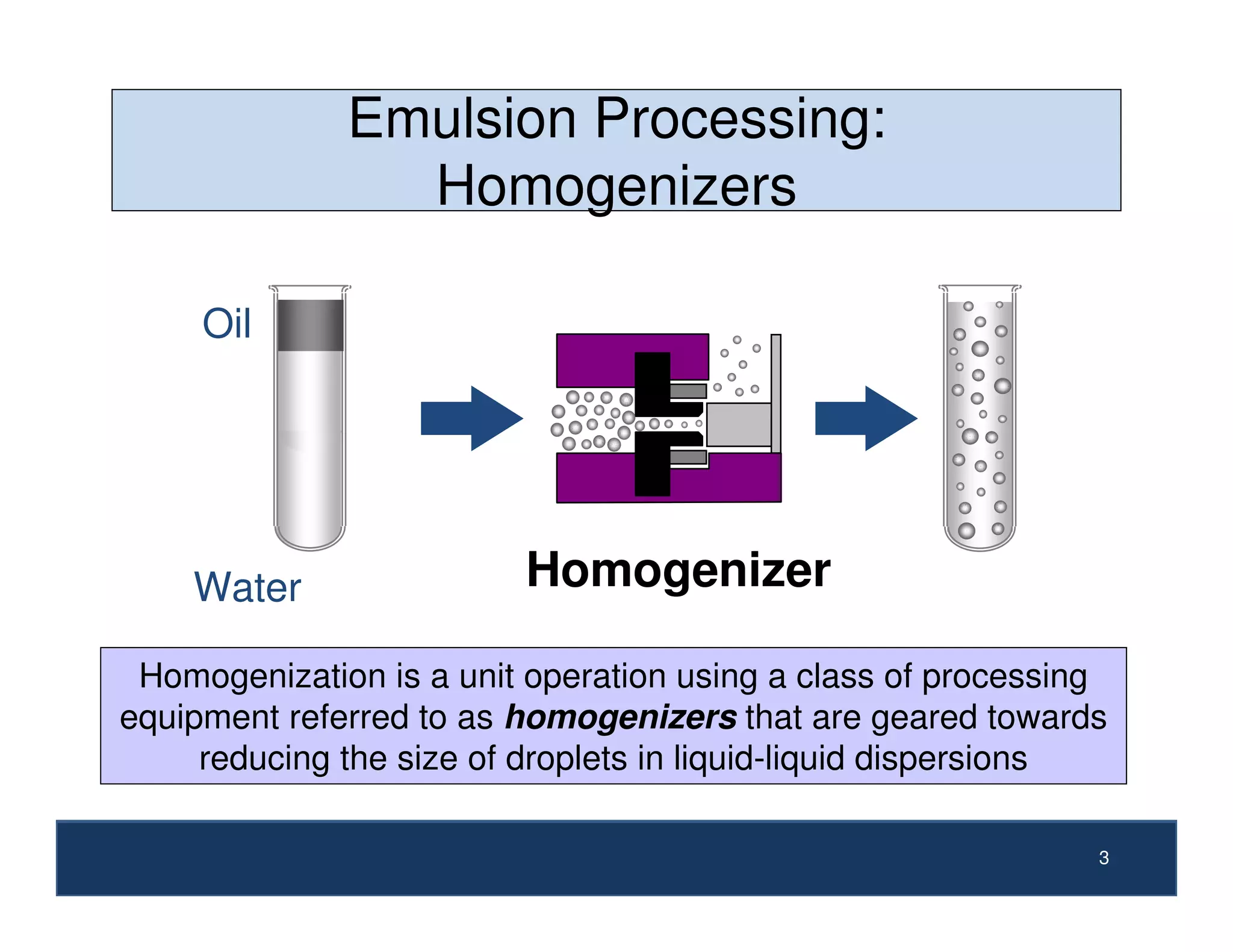
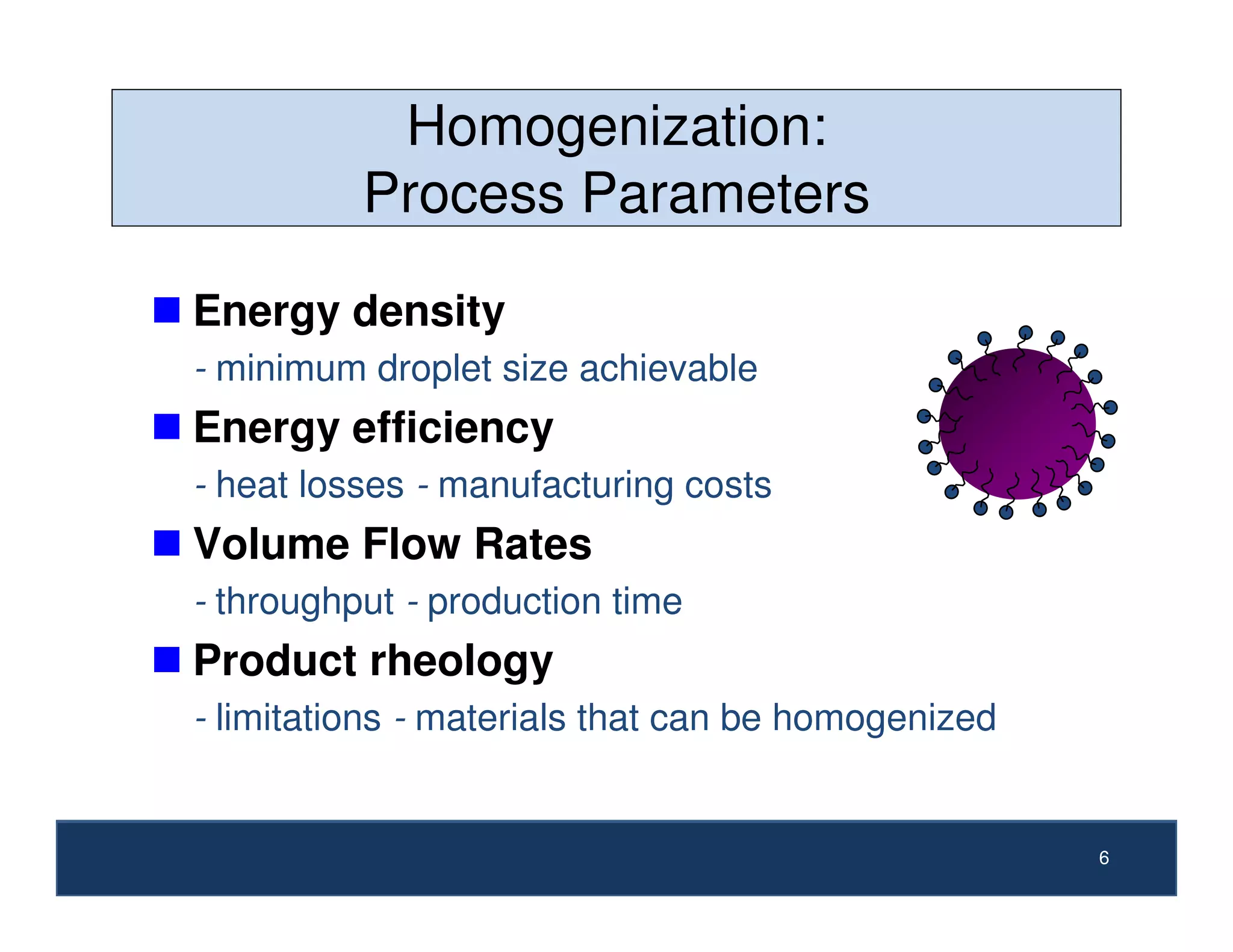
Homogenization is a unit operation that uses homogenizers to reduce the size of droplets in liquid-liquid dispersions. The key homogenization methods discussed are high pressure homogenization, colloid mills, high shear dispersers, ultrasonic homogenizers, and membrane homogenizers. The document outlines the operating principles of each type of homogenizer and the important process parameters that influence droplet size, such as energy density, emulsifier properties, and viscosity ratios of the dispersed and continuous phases. Selecting the appropriate homogenizer depends on the desired emulsion characteristics and production conditions.







![Factors Affecting Droplet Size:
Emulsifier Concentration
0.2
0.4
0.6
0.8
1
1.2
1.4
0 0.2 0.4 0.6 0.8
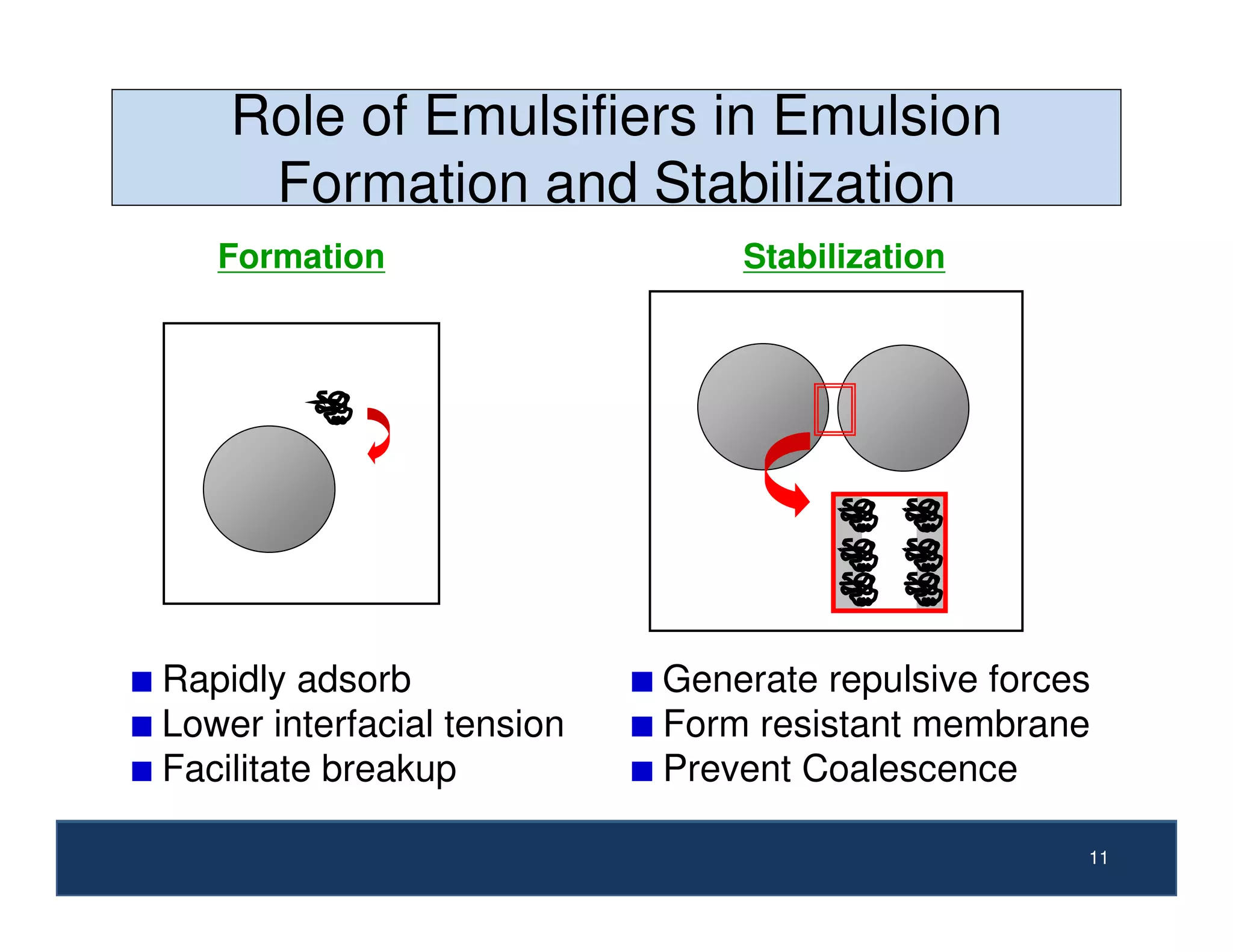
Once the emulsifier
concentration exceeds a
certain level the droplet size
depends on the energy input
of the homogenizer.
Corn O/W emulsion - Pandolfe (1995)
Fixed Homogenization
Conditions (1000 psi)
Emulsifier/Oil
Mean
Droplet
Diameter
[µm]](https://image.slidesharecdn.com/5emulsionformation-220826023525-673736e0/75/5-Emulsion_Formation-pdf-13-2048.jpg)
![Factors Affecting Droplet Size:
Emulsifier Type
0
1
2
3
4
5
0 5 10 15
Fast
Slow
Insufficient
Denaturation
Depends on:
Emulsifier Type
Emulsifier Conc.
Solution Conditions
Mechanical Device
Mean
Droplet
Diameter
[µm]
E [MJm-3]](https://image.slidesharecdn.com/5emulsionformation-220826023525-673736e0/75/5-Emulsion_Formation-pdf-14-2048.jpg)













![Influence of Disperse and Continuous Phase
Viscosity
0
2
4
6
8
10
0.001 0.01 0.1 1 10
Viscosity Ratio:
Small droplets can only be
formed when viscosity
ratio of oil to aqueous
phase is between 0.05
and 5. It is therefore
important to control
viscosity ratio.
Laminar Flow Conditions, O/W
Emulsions, Fast Emulsifier
(Schubert and Armbruster, 1992)
ηd/ηc
Mean
Droplet
Diameter
[µm]](https://image.slidesharecdn.com/5emulsionformation-220826023525-673736e0/75/5-Emulsion_Formation-pdf-28-2048.jpg)







































![Homogenization.pptx_Surya [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/homogenization-250416104032-e6fe3d01-thumbnail.jpg?width=640&height=640&fit=bounds)
























