MET- 427
Assignment –1
Presented By:
Pankaj Barupal (2021UME1435)
Presented to :
Dr. Mukesh kumar
Assistant professor
Aluminium cast alloy and Alumina
1
Department of Mechanical Engineering
Malaviya National Institute of Technology, Jaipur
INTRODUCTION
3
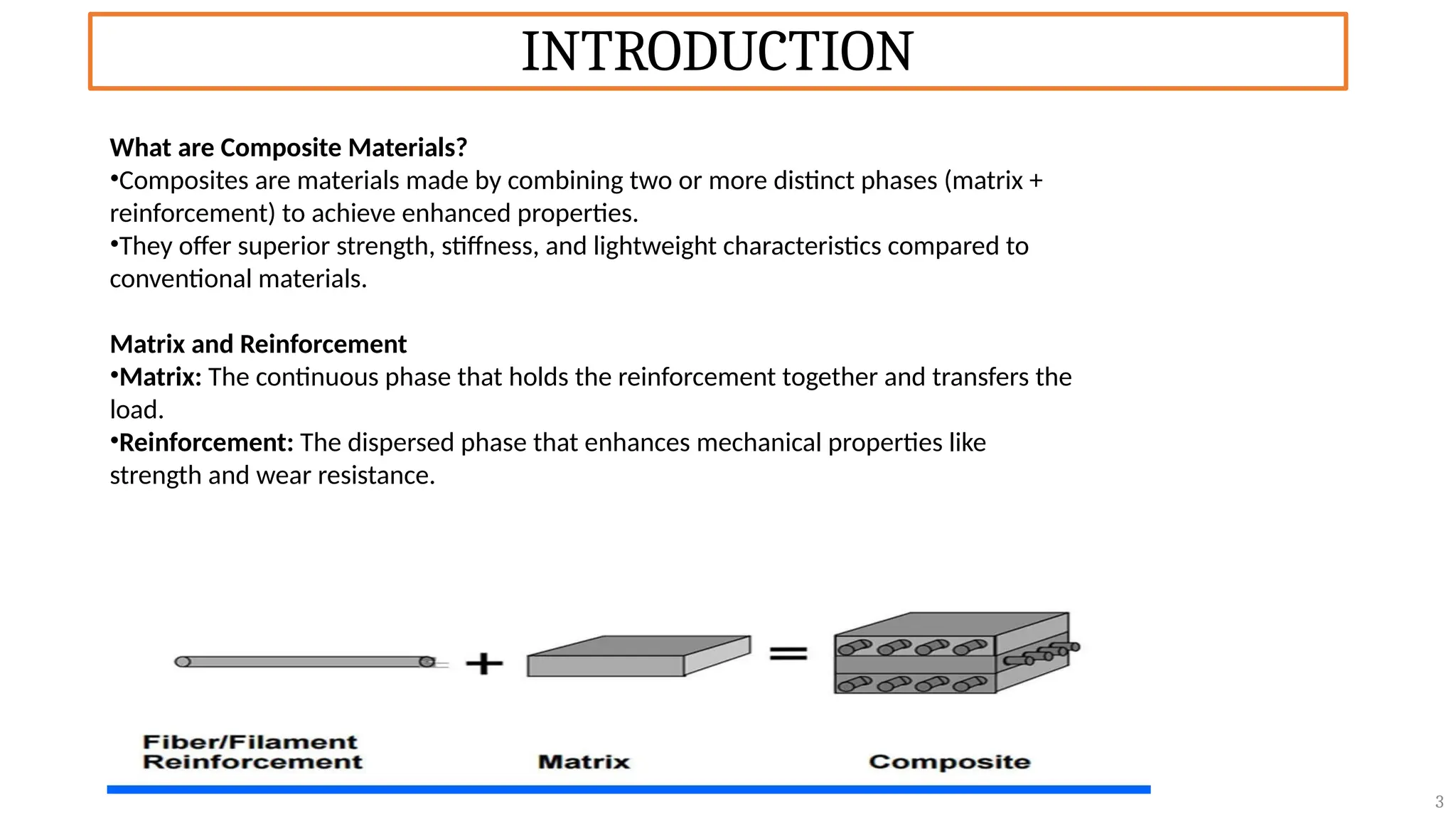
What are CompositeMaterials?
•Composites are materials made by combining two or more distinct phases (matrix +
reinforcement) to achieve enhanced properties.
•They offer superior strength, stiffness, and lightweight characteristics compared to
conventional materials.
Matrix and Reinforcement
•Matrix: The continuous phase that holds the reinforcement together and transfers the
load.
•Reinforcement: The dispersed phase that enhances mechanical properties like
strength and wear resistance.
4.
ALUMINIUM CAST ALLOY
4
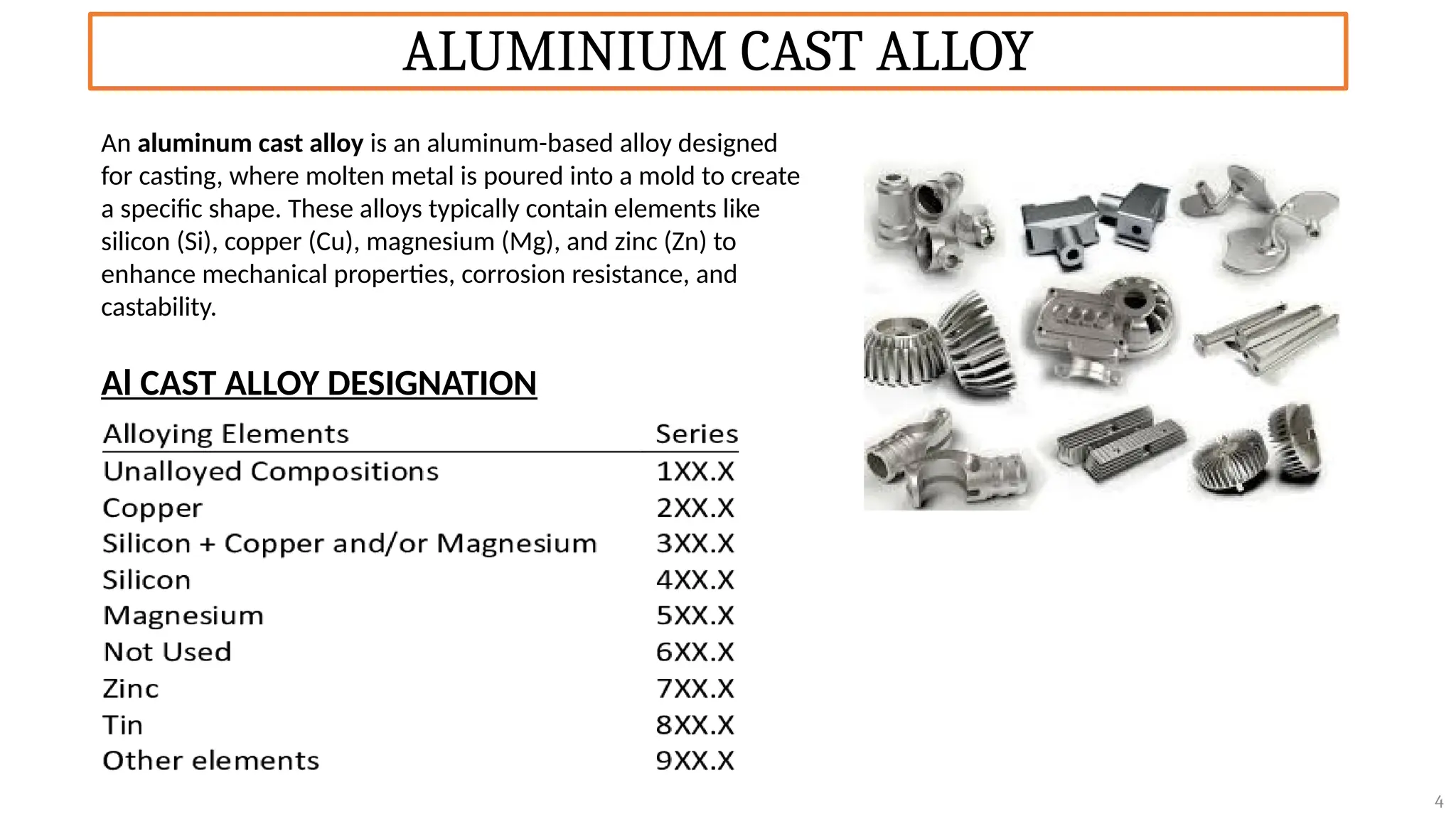
Analuminum cast alloy is an aluminum-based alloy designed
for casting, where molten metal is poured into a mold to create
a specific shape. These alloys typically contain elements like
silicon (Si), copper (Cu), magnesium (Mg), and zinc (Zn) to
enhance mechanical properties, corrosion resistance, and
castability.
Al CAST ALLOY DESIGNATION
5.
5
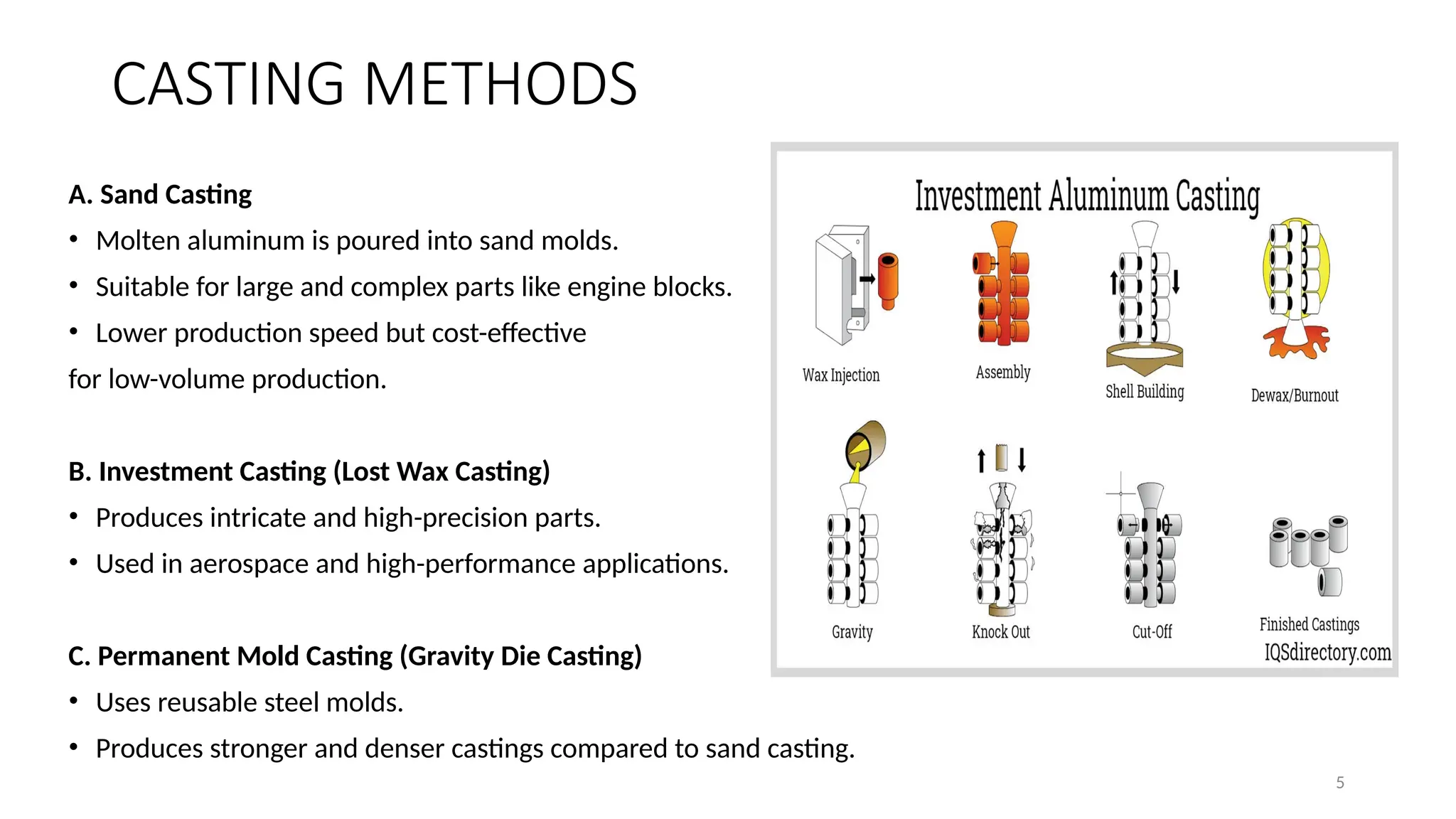
CASTING METHODS
A. SandCasting
• Molten aluminum is poured into sand molds.
• Suitable for large and complex parts like engine blocks.
• Lower production speed but cost-effective
for low-volume production.
B. Investment Casting (Lost Wax Casting)
• Produces intricate and high-precision parts.
• Used in aerospace and high-performance applications.
C. Permanent Mold Casting (Gravity Die Casting)
• Uses reusable steel molds.
• Produces stronger and denser castings compared to sand casting.
7
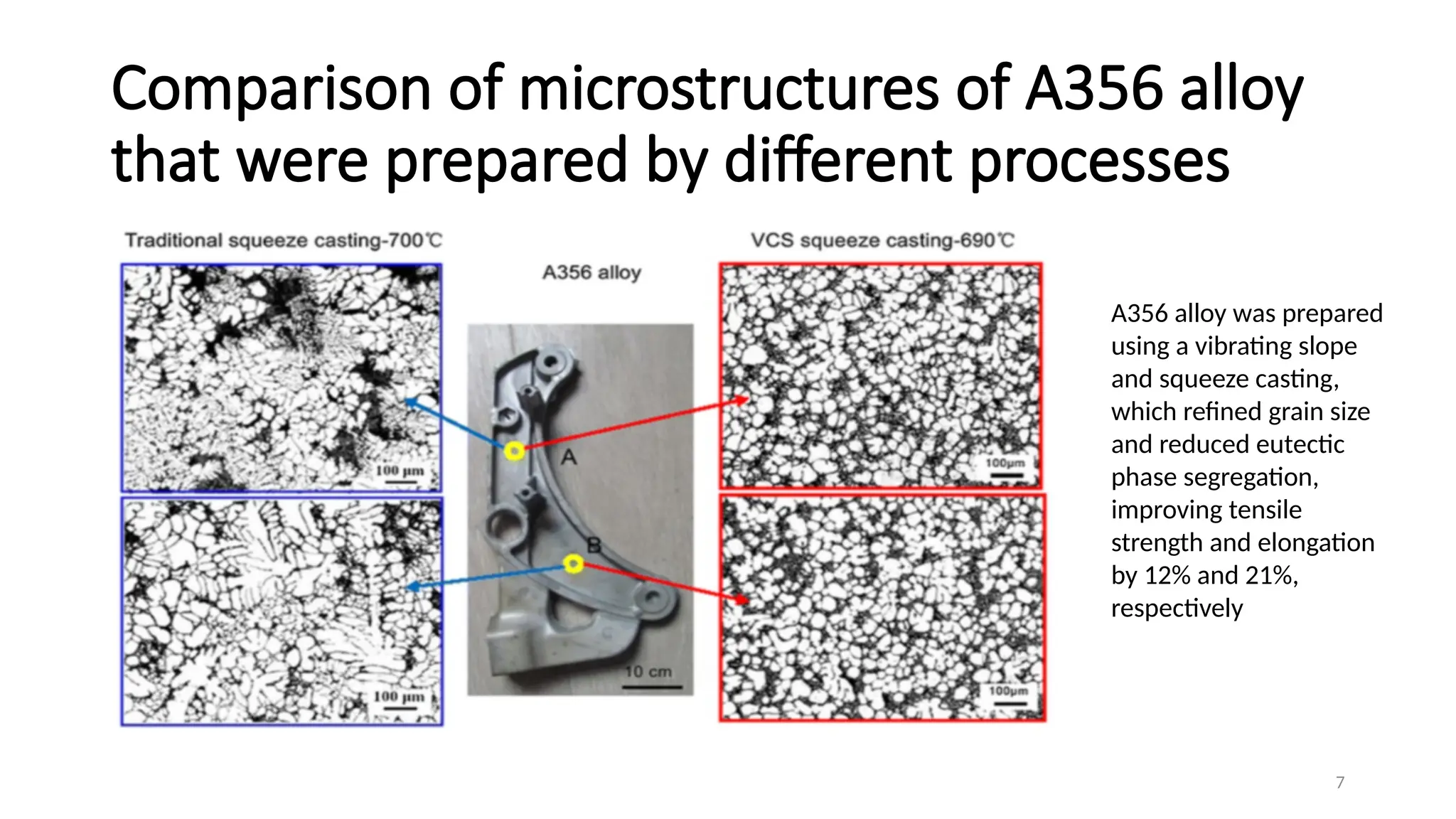
Comparison of microstructuresof A356 alloy
that were prepared by different processes
A356 alloy was prepared
using a vibrating slope
and squeeze casting,
which refined grain size
and reduced eutectic
phase segregation,
improving tensile
strength and elongation
by 12% and 21%,
respectively
8.
8
Advantages:
• Lightweight
• GoodCastability
• High Corrosion Resistance
• Good Thermal Conductivity
• Cost-Effective
• Recyclability
Disadvantages:
• Lower Strength Compared to
Other Metal
• Brittleness in Cast Form
• Limited High-Temperature
Resistance
• Poor Wear Resistance
• Susceptibility to Fatigue
Failure
• Difficulty in Bonding with
Certain Reinforcements
9.
9
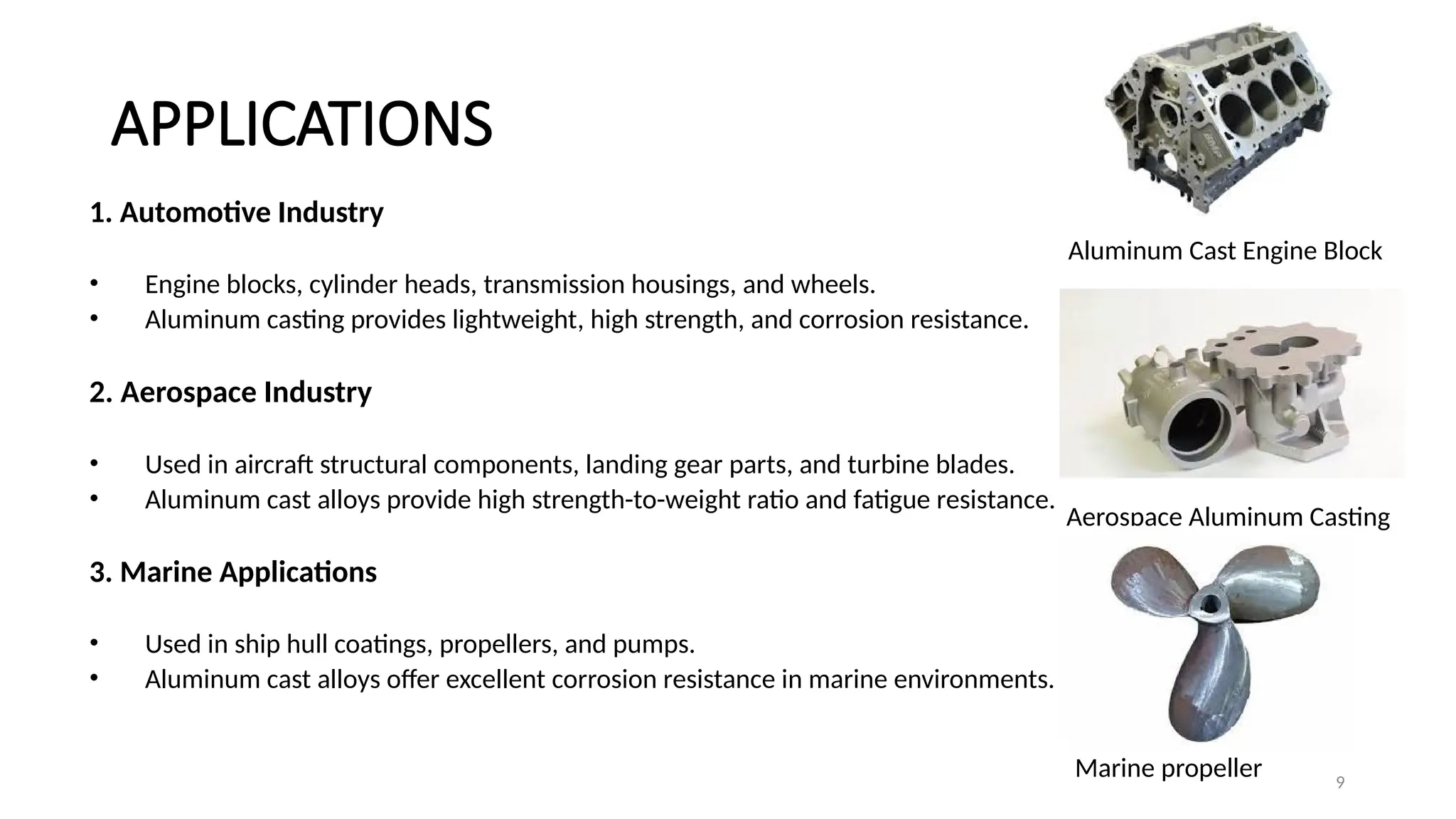
APPLICATIONS
1. Automotive Industry
•Engine blocks, cylinder heads, transmission housings, and wheels.
• Aluminum casting provides lightweight, high strength, and corrosion resistance.
2. Aerospace Industry
• Used in aircraft structural components, landing gear parts, and turbine blades.
• Aluminum cast alloys provide high strength-to-weight ratio and fatigue resistance.
3. Marine Applications
• Used in ship hull coatings, propellers, and pumps.
• Aluminum cast alloys offer excellent corrosion resistance in marine environments.
Aluminum Cast Engine Block
Aerospace Aluminum Casting
Marine propeller
10.
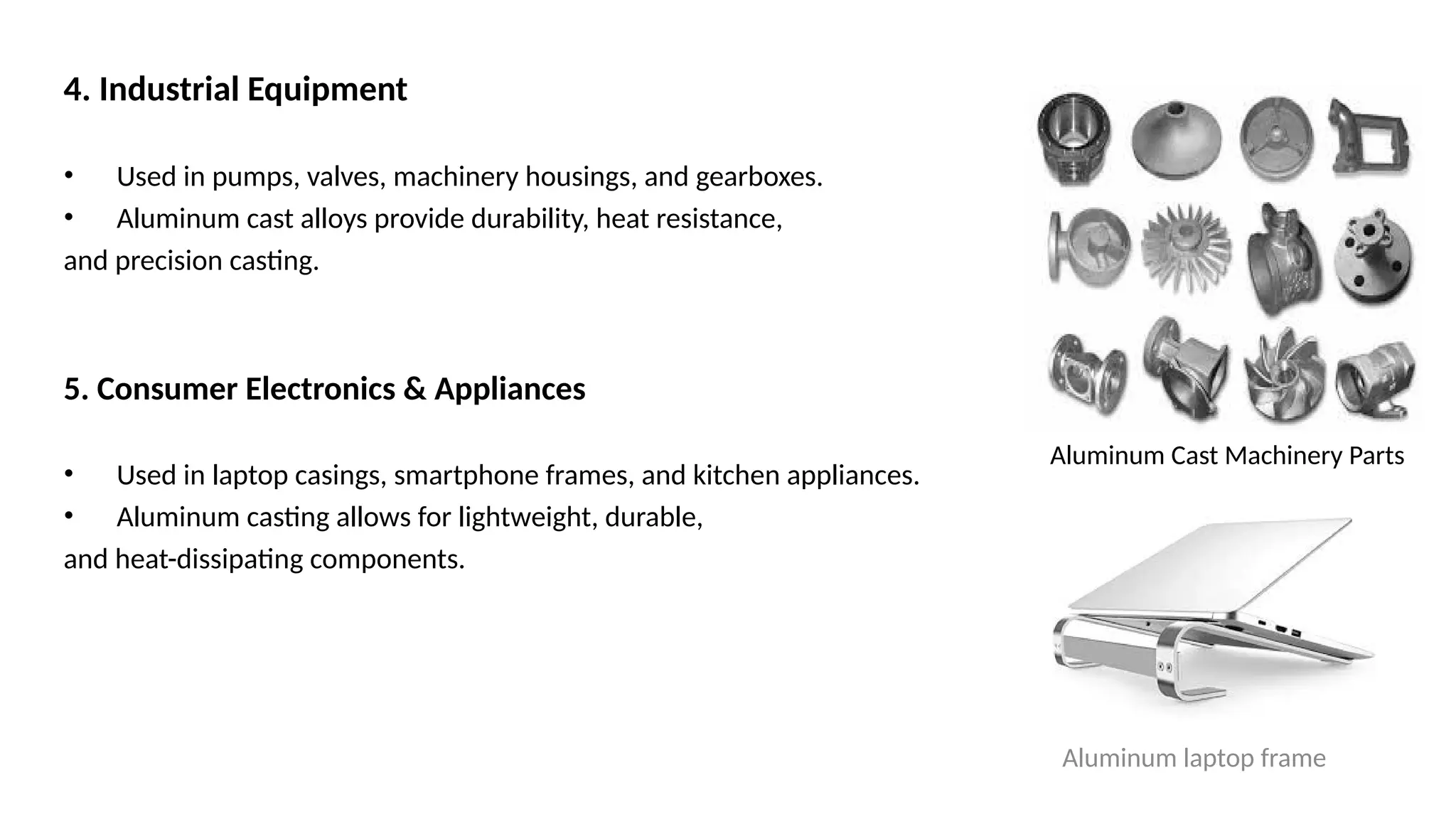
4. Industrial Equipment
•Used in pumps, valves, machinery housings, and gearboxes.
• Aluminum cast alloys provide durability, heat resistance,
and precision casting.
5. Consumer Electronics & Appliances
• Used in laptop casings, smartphone frames, and kitchen appliances.
• Aluminum casting allows for lightweight, durable,
and heat-dissipating components.
Aluminum laptop frame
Aluminum Cast Machinery Parts
11.
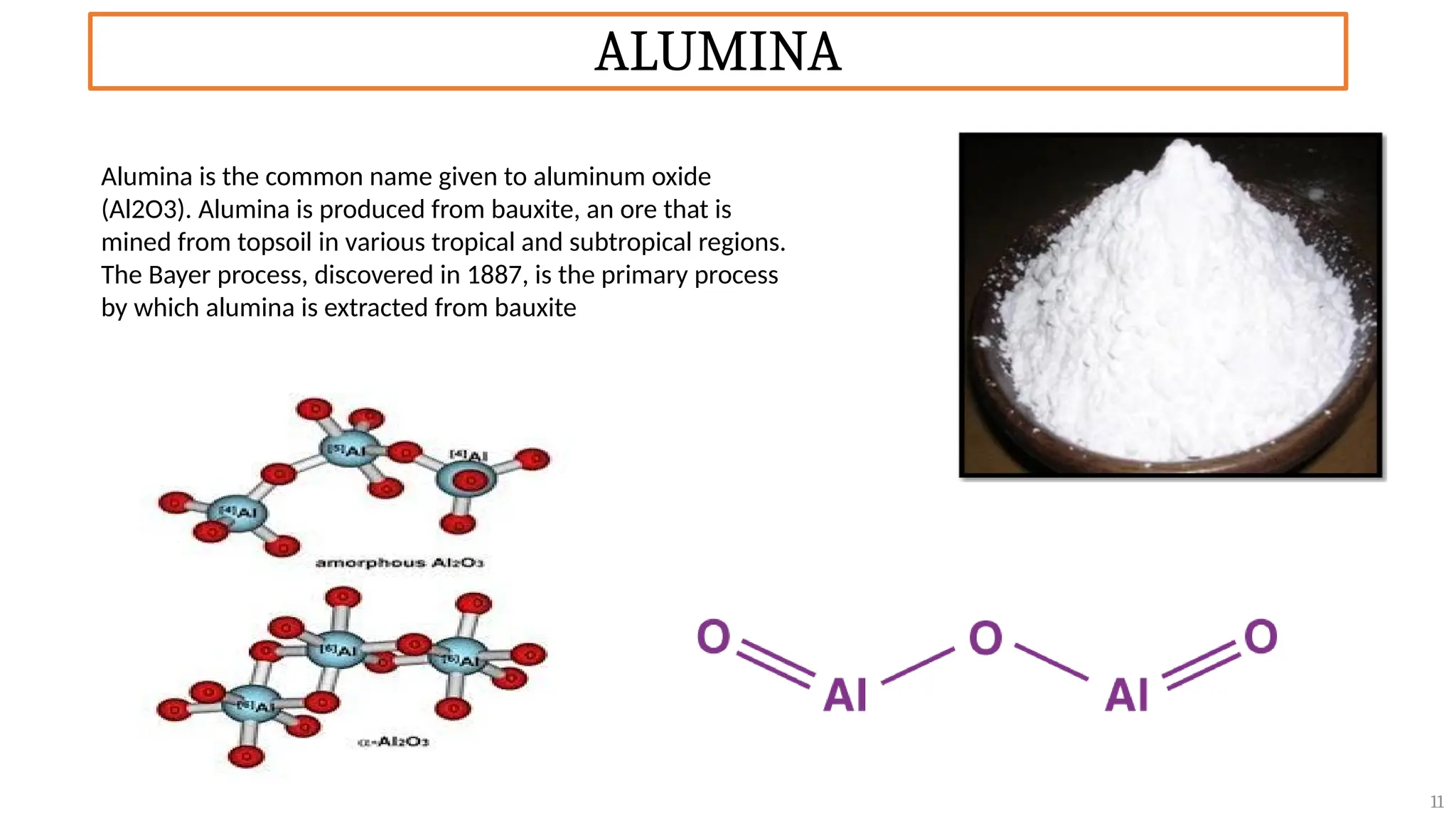
ALUMINA
11
Alumina is thecommon name given to aluminum oxide
(Al2O3). Alumina is produced from bauxite, an ore that is
mined from topsoil in various tropical and subtropical regions.
The Bayer process, discovered in 1887, is the primary process
by which alumina is extracted from bauxite
12.
12
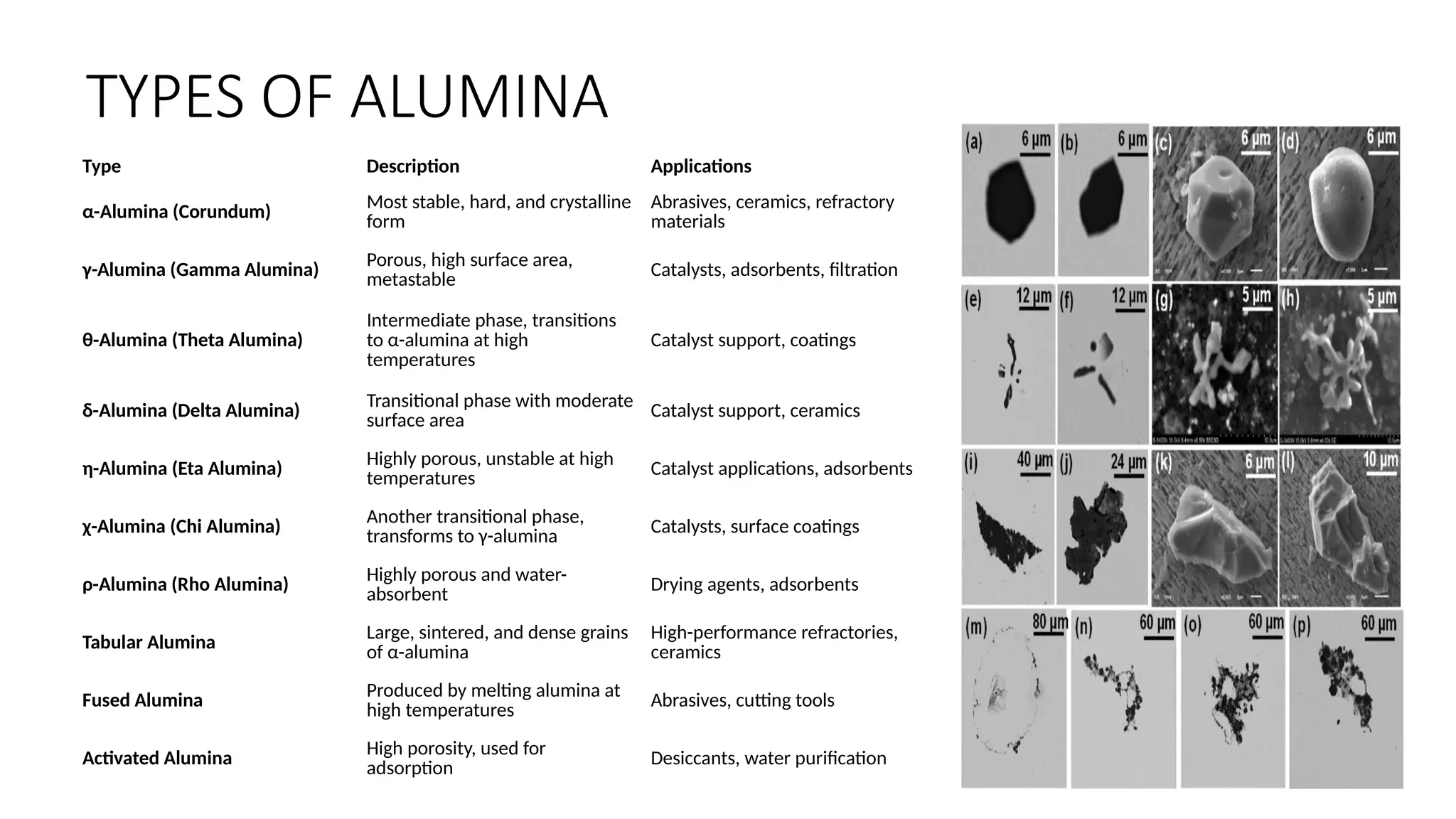
TYPES OF ALUMINA
TypeDescription Applications
α-Alumina (Corundum) Most stable, hard, and crystalline
form
Abrasives, ceramics, refractory
materials
γ-Alumina (Gamma Alumina) Porous, high surface area,
metastable Catalysts, adsorbents, filtration
θ-Alumina (Theta Alumina)
Intermediate phase, transitions
to α-alumina at high
temperatures
Catalyst support, coatings
δ-Alumina (Delta Alumina) Transitional phase with moderate
surface area Catalyst support, ceramics
η-Alumina (Eta Alumina) Highly porous, unstable at high
temperatures Catalyst applications, adsorbents
χ-Alumina (Chi Alumina)
Another transitional phase,
transforms to γ-alumina Catalysts, surface coatings
ρ-Alumina (Rho Alumina) Highly porous and water-
absorbent Drying agents, adsorbents
Tabular Alumina
Large, sintered, and dense grains
of α-alumina
High-performance refractories,
ceramics
Fused Alumina Produced by melting alumina at
high temperatures
Abrasives, cutting tools
Activated Alumina High porosity, used for
adsorption Desiccants, water purification
13.
13
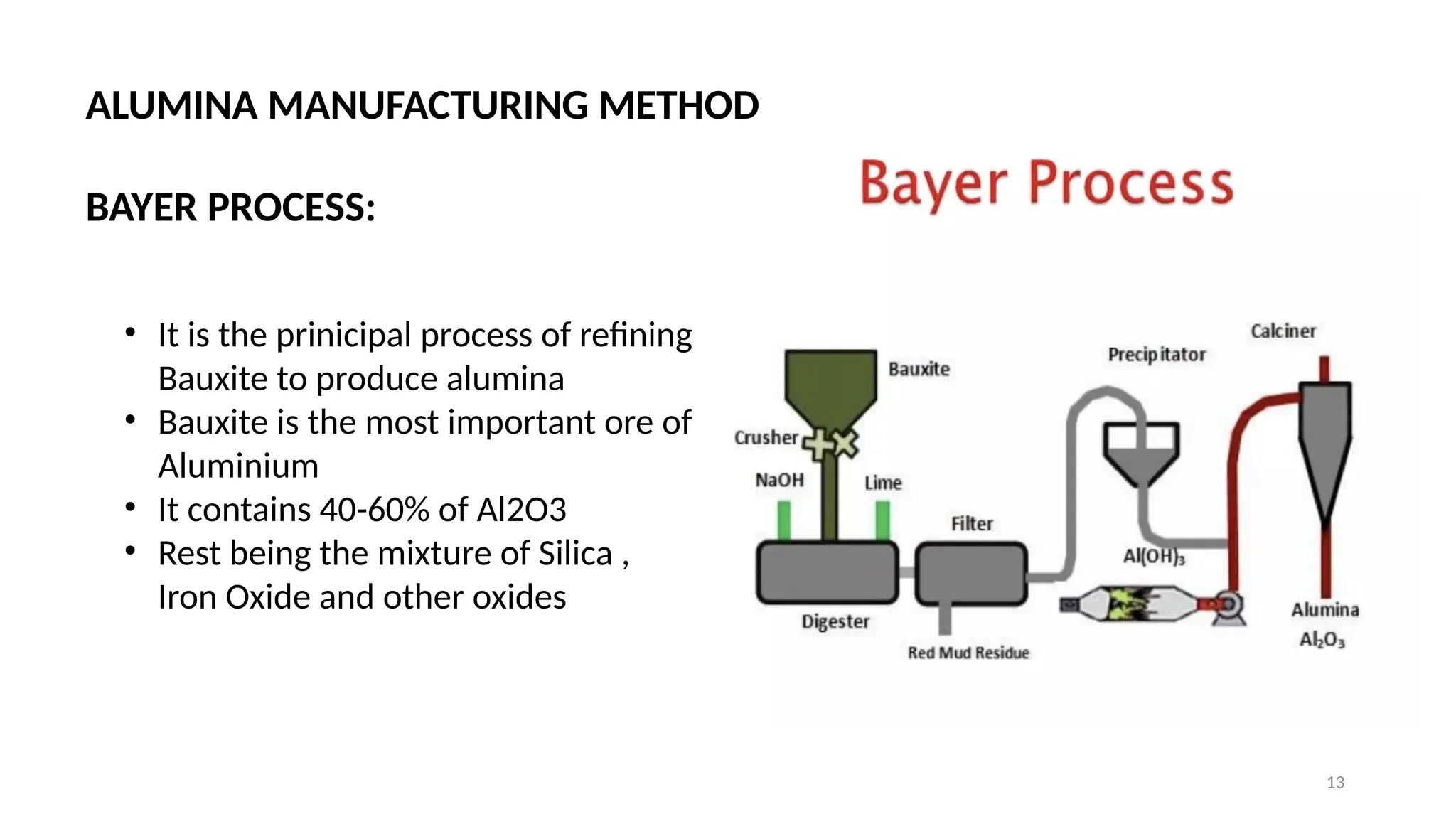
• It isthe prinicipal process of refining
Bauxite to produce alumina
• Bauxite is the most important ore of
Aluminium
• It contains 40-60% of Al2O3
• Rest being the mixture of Silica ,
Iron Oxide and other oxides
ALUMINA MANUFACTURING METHOD
BAYER PROCESS:
14.
14
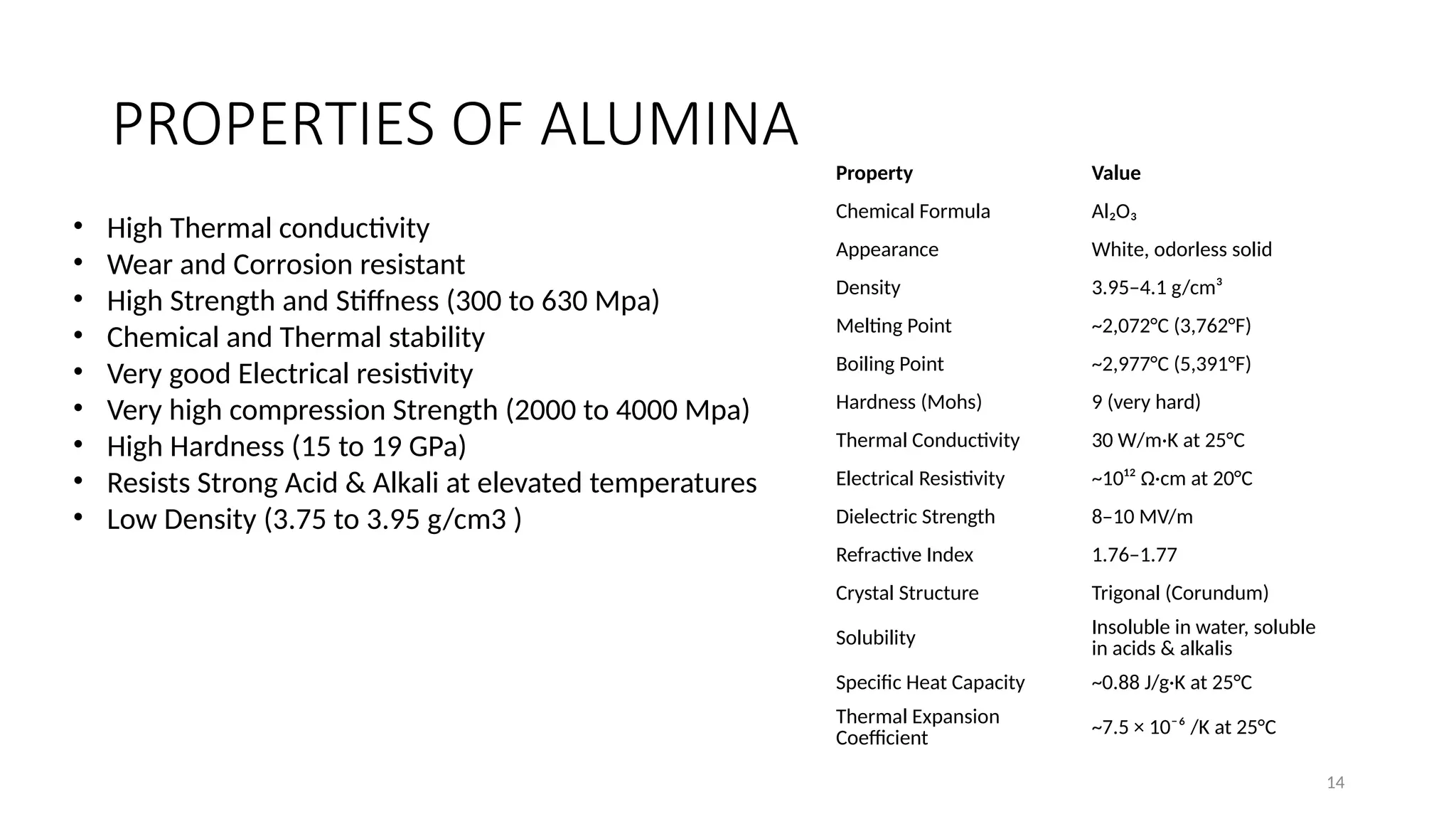
PROPERTIES OF ALUMINA
PropertyValue
Chemical Formula Al₂O₃
Appearance White, odorless solid
Density 3.95–4.1 g/cm³
Melting Point ~2,072°C (3,762°F)
Boiling Point ~2,977°C (5,391°F)
Hardness (Mohs) 9 (very hard)
Thermal Conductivity 30 W/m·K at 25°C
Electrical Resistivity ~10¹² Ω·cm at 20°C
Dielectric Strength 8–10 MV/m
Refractive Index 1.76–1.77
Crystal Structure Trigonal (Corundum)
Solubility Insoluble in water, soluble
in acids & alkalis
Specific Heat Capacity ~0.88 J/g·K at 25°C
Thermal Expansion
Coefficient
~7.5 × 10⁻⁶ /K at 25°C
• High Thermal conductivity
• Wear and Corrosion resistant
• High Strength and Stiffness (300 to 630 Mpa)
• Chemical and Thermal stability
• Very good Electrical resistivity
• Very high compression Strength (2000 to 4000 Mpa)
• High Hardness (15 to 19 GPa)
• Resists Strong Acid & Alkali at elevated temperatures
• Low Density (3.75 to 3.95 g/cm3 )
15.
15
Advantages
• High Hardness& Wear
Resistance
• High Strength & Stiffness
• Good Thermal Stability
• Chemical Inertness
• Low Density
• Electrical Insulation
• Cost-Effective
Disadvantages
• Brittleness
• Poor Ductility
• Weak Interfacial Bonding
• Difficult Machinability
• Thermal Expansion Mismatch
• Lower Toughness Compared to
Other Reinforcements
16.
16
APPLICATION
Filler
It is usedas a filler for plastics and also a common ingradient
in cosmetics such as Lipstick & Nailpolish
Catalysis
Alumina is the Catalyst in the Claus process for converting
hydrogen sulphide waste gases in to elemental sulphur in
refineries. It is also useful for dehydration of alcohols to
alkenes
Purification
Alumina is widely used to remove water from gas streams
17.
17
Abrasive
Many types ofSand paper use Alumina crystal. Its low
Specific heat make it widely used in grinding operations
Paint
It is used in paints for reflective decorative effects such as in
the automotive or cosmetic industries
Composite fiber
Aluminium oxide has been used in a few experimental and
commercial fiber materials for high-performance
appliications
• Transparent aluminium oxide is used in some sodium vapor
lamps
• Aluminium oxide is also used in preparation of coating
suspensions in compact fluorescent lamps
#3 Thermal spraying is a line-of-sight process, wherein feedstock material, in the form of powder, wire, rod, or suspension, is fed into a spray torch and heated up to a molten or near-molten state and propelled toward a base material
illustrates the flexibility offered by TS in terms of the wide spectrum of flame temperature–particle velocities available. Plasma spray (atmospheric and vacuum), high-velocity arc spray, HVOF, warm spray, and cold spray have been employed to syn thesize thermal sprayed HEA coatings.
Figure 1 (Ref 4) illustrates the spread of particle size, temperature, and velocity offered by TS processes. Using this scheme, an appropriate processing window can be identified based on the nature of the feedstock material (metallic/ceramic) and the desired coating microstructure, such as density and phase content. For example, for cera mic coatings with a predetermined porosity requirement, such as hydroxyapatite coatings for orthopedic applica tions, APS would be preferred. However, for depositing dense metal coatings, such as coating aluminum alloys onmagnesium parts for corrosion protection, cold spray would be the preferred method.
#4 Thermal spraying is a line-of-sight process, wherein feedstock material, in the form of powder, wire, rod, or suspension, is fed into a spray torch and heated up to a molten or near-molten state and propelled toward a base material
illustrates the flexibility offered by TS in terms of the wide spectrum of flame temperature–particle velocities available. Plasma spray (atmospheric and vacuum), high-velocity arc spray, HVOF, warm spray, and cold spray have been employed to syn thesize thermal sprayed HEA coatings.
Figure 1 (Ref 4) illustrates the spread of particle size, temperature, and velocity offered by TS processes. Using this scheme, an appropriate processing window can be identified based on the nature of the feedstock material (metallic/ceramic) and the desired coating microstructure, such as density and phase content. For example, for cera mic coatings with a predetermined porosity requirement, such as hydroxyapatite coatings for orthopedic applica tions, APS would be preferred. However, for depositing dense metal coatings, such as coating aluminum alloys onmagnesium parts for corrosion protection, cold spray would be the preferred method.
#11 Thermal spraying is a line-of-sight process, wherein feedstock material, in the form of powder, wire, rod, or suspension, is fed into a spray torch and heated up to a molten or near-molten state and propelled toward a base material
illustrates the flexibility offered by TS in terms of the wide spectrum of flame temperature–particle velocities available. Plasma spray (atmospheric and vacuum), high-velocity arc spray, HVOF, warm spray, and cold spray have been employed to syn thesize thermal sprayed HEA coatings.
Figure 1 (Ref 4) illustrates the spread of particle size, temperature, and velocity offered by TS processes. Using this scheme, an appropriate processing window can be identified based on the nature of the feedstock material (metallic/ceramic) and the desired coating microstructure, such as density and phase content. For example, for cera mic coatings with a predetermined porosity requirement, such as hydroxyapatite coatings for orthopedic applica tions, APS would be preferred. However, for depositing dense metal coatings, such as coating aluminum alloys onmagnesium parts for corrosion protection, cold spray would be the preferred method.