
Recommended
More Related Content
Similar to k2k3
Similar to k2k3 (20)
Recently uploaded
Recently uploaded (9)
k2k3
- 1. 43 BAB III TINJAUAN UMUM PERUSAHAAN 3.1 GAMBARAN UMUM PERUSAHAAN 3.1.1 Sejarah Singkat Perusahaan PT Indomobil Suzuki Internasional (PT ISI) adalah badan usaha di industri otomotif yang beroperasi sebagai agen tunggal, pemegang merek, importir, perakit, dan produsen komponen otomotif untuk Suzuki di Indonesia. PT ISI berdiri pada tahun 1970, dimulai dengan berdirinya PT Indohero Steel & Engineering Co., yang sekaligus menandai kehadiran kendaraan bermotor roda dua/ sepeda motor merk Suzuki di Indonesia. Suzuki mengembangkan produksi sepeda motor melalui PT Indohero Steel & Engineering Co., dan produksi mobil melalui PT Indomobil Utama. Untuk memenuhi program lokalisasi, maka lahirlah PT Suzuki Indonesia Manufacturing sebagai perusahaan penunjang yang memproduksi komponen sepeda motor dan mobil. PT ISI merupakan gabungan usaha (merger) dari kelima perusahaan yang telah disetujui melalui surat pemberitahuan tentang persetujuan Presiden dari Badan Koordinasi Penanaman Modal (BKPM) No. 05/1/PMA/90 tertanggal 6 Januari 1990. Pendiriannya berdasarkan akta notaris Benny Kristianto, S.H. no. 26 tanggal 6 Januari 1995 dan telah mendapat persetujuan Menteri Kehakiman Republik Indonesia dalam SK no. C2-81-H.01.01.TH.95 tanggal 26 Juni 1995. Perusahaan-perusahaan yang bergabung tersebut adalah: 1. PT Indohero Steel and Engineering Co 2. PT Indomobil Utama 3. PT Suzuki Engine Industry Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 2. 44 4. PT Suzuki Indonesia Manufacturing 5. PT First Chemical Industry PT ISI berkantor pusat di Wisma Indomobil, Jalan M.T Haryono Kav. 8, Jakarta Timur, sedangkan pabriknya tersebar di beberapa lokasi, antara lain di Tambun dan Cakung. Adapun visi dan misi perusahaan adalah: 1. Menjadi perusahaan yang terkemuka di dalam Suzuki Global Operation 2. Menjadi perusahaan otomotif yang dihargai dan terkemuka di Indonesia. 3.1.2 Struktur organisasi Struktur organisasi PT ISI merupakan struktur organisasi fungsional dengan 3 departemen terpisah yang dibagi berdasarkan pelaksanaan kegiatan operasional sesuai dengan fungsinya masing-masing. Ketiga departemen tersebut adalah Departement Keuangan dan Administrasi (Finance & Administration), Departemen Pemasaran (Marketing), dan Departement Produksi (Production). Masing-masing departemen dikepalai oleh seorang Managing Director yang membawahi para Director. Ketiga departemen tersebut adalah: 1. Finance and Accounting, dibagi empat bagian: a. Information Technology b. Human Resource Management and General Administration c. Finance d. Accounting 2. Marketing, dibagi tiga bagian: a. Marketing 4W b. Marketing 2W Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 3. 45 c. Spareparts 3. Production, dibagi lima bagian: a. Procurement and Product Control b. Production 4W –Tambun II c. Engineering d. Production 2W –Tambun I e. Production Engine Kewenangan tertinggi berada pada Executive Board yang terdiri dari wakil- wakil pemegang saham, dibantu oleh Managing Director. Jabatan tertinggi dalam direktorat dipegang oleh Managing Director yang membawahi para Director. Setiap Director membawahi General Manager, dan seterusnya sampai ke tingkat Assistant Manager, Supervisor, Foreman, dan Worker. Fungsi-fungsi yang terkait dengan penerapan sistem biaya standard di PT ISI adalah: 1. Procurement & Product Control (PPC) PPC bertugas menetapkan standard harga material yang digunakan dalam produksi. Dalam menetapkan standard harga, PPC melakukan negosiasi dengan pemasok material untuk mendapatkan harga optimal sebagai harga standard material. 2. Engineering Engineering bertugas menetapkan kuantitas pemakaian material suatu produk dan mengeluarkan master list yang berisi daftar spesifikasi material dan kuantitasnya. Selain itu, engineering melakukan observasi dan penelitian untuk Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 4. 46 menetapkan standard time yang digunakan dalam produksi di setiap line produksi. Standard time digunakan sebagai dasar alokasi biaya DL dan FOH. 3. HRD HRD bertugas menetapkan gaji tenaga kerja langsung berdasarkan pertimbangan-pertimbangan seperti keahlian direct labor, tingkat senioritas tenaga kerja tersebut, dan tambahan selain gaji pokok seperti fringe benefit yang diterima direct labor. HRD bertugas menetapkan gaji tenaga kerja langsung berdasarkan pertimbangan-pertimbangan seperti keahlian direct labor, tingkat senioritas tenaga kerja tersebut, dan tambahan selain gaji pokok seperti fringe benefit yang diterima direct labor. 4. Accounting Membuat laporan varians untuk DM, DL, dan MOH. Kemudian laporan tersebut dipakai untuk menilai apakah standard yang ditetapkan perlu diubah atau tidak. 3.1.3 Produk Sebagai perusahaan yang bergerak di bidang perakitan kendaraan bermotor, produk utama yang dihasilkan adalah kendaraan bermotor roda empat (4W) dan roda dua (2W). Perakitan untuk dua jenis kendaraan tersebut dilakukan di pabrik yang berbeda. Kendaraan roda empat (4W) dirakit di Tambun Plant I, sedangkan kendaraan roda dua (2W) dirakit di Tambun Plant II. Dibawah ini adalah beberapa produk Suzuki untuk divisi roda dua (2W) dan roda empat (4W): 1. Divisi Roda Dua (2W): Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 5. 47 Suzuki Smash, Suzuki Satria 150, Suzuki Shogun, Suzuki Shogun XRM, Suzuki Econos, Suzuki Satria 120, Suzuki Thunder 125, Suzuki Thunder 150, dll. 2. Divisi Roda Empat (4W): Suzuki Carry ST-100, Suzuki Carry Futura, Suzuki Baleno, Suzuki Side Kick, Suzuki Karimun, Suzuki Escudo, Suzuki Aerio, Suzuki Grand Escudo, Suzuki Swift, dll. Penerapan sistem ..., Prita Alverina, FE UI, 2007
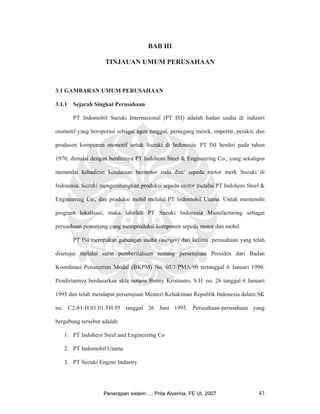
- 6. 48 Gambar 3-1 Struktur Organisasi PT ISI Sumber: Data dari PT ISI Finance & Administration Marketing Production HRD & GA Marketing 2 W Accounting Marketing 4 W Production Engine Engineering Production 4W Spareparts Procurement & Product Control IT Finance Production 2W President Director Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 7. 49 3.1.4 Pabrik Seperti diuraikan di atas, pabrik PT ISI tersebar di beberapa wilayah. Berikut di bawah ini profil pabrik PT ISI: a. Tambun Plant I Dahulu dikenal dengan nama PT Indohero Steel and Engineering Co., berlokasi di Jalan Raya Dipenogoro Km 38,2 Tambun bekasi. Pabrik dengan luas area 80.000m2 dan kapasitas karyawan 1500 orang ini merupakan tempat perakitan kendaraan roda dua (2W). Di kawasan pabrik ini juga terdapat tempat pemrosesan bahan baku plastik (Plastic Injection) untuk berbagai macam kebutuhan komponen sepeda motor dan mobil. Dahulu Plastic Injection bernama PT First Chemical Industry, berada di Cakung. Maksud dipindahkannya Plastic Injection ke Tambun adalah untuk mempermudah proses painting dan assembling kendaraan bermotor 2W dan 4W pada masing-masing pabrik. b. Tambun Plant II Pabrik yang diresmikan tanggal 14 Mei 1991 ini merupakan merupakan proyek khusus untuk kendaraan bermotor roda empat (4W). Lokasi berada di Jalan Raya Dipenogoro Km 38,3, berada dekat Tambun Plant I. Di atas tanah seluas 217.533 m2 dan dengan 2000 orang karyawan, kegiatan memproduksi dan merakit komponen-komponen mobil dilakukan. c. Cakung Plant PT ISI juga mempunyai pabrik perakitan mesin (engine), peralatan transmisi, dan kemudi untuk kendaraan mobil dan sepeda motornya. Pabrik ini berlokasi di Jalan Raya Penggilingan, Cakung, Jakarta Timur. Cakung Plant sebelumnya Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 8. 50 dikenal dengan nama PT Suzuki Indonesia Manufacturing dan PT Suzuki Engine Industry. Luas area 52.085m2, dan kapasitas tenaga kerja 363 karyawan. 3.1.5 Tata Letak Produksi Semakin terstandardisasi suatu produk dan semakin berulang (continue) suatu alur produksi, maka semakin penting suatu pabrik mempunyai tata letak yang baik (Dudick, 1985)17 . Menurutnya, tata letak pabrik yang baik memenuhi kriteria sebagai berikut: a. menyediakan jarak yang terpendek untuk alur produksi, konsisten dengan fasilitas yang ada b. mendukung pemanfaatan lebih baik tenaga kerja dan fasilitas pabrik c. tersedia ruang sisa (floor space) yang cukup d. meminimalkan tingkat persediaan dari peningkatan produktivitas fasilitas Berdasarkan hasil observasi langsung ke pabrik, penulis menyimpulkan bahwa tata letak Tambun Plant I sudah memenuhi keempat syarat di atas. Berikut adalah gambaran umum tata letak Tambun Plant I secara garis besar: Gambar 3-2 Tata Letak Tambun Plant I 17 Thomas S. Dudick, Dudick on Manufacturing Cost Controls, Prentice Hall, N.J: 1985, p. 64 Pressing Line Assembling Line Welding Line Painting Plating Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 9. 51 3.1.6 Kegiatan Produksi Karakteristik perusahaan manufaktur perakit kendaraan bermotor adalah proses produksi yang sangat kompleks. Proses produksi di Tambun Plant I pun demikian. Proses produksi dilakukan di lima pusat kerja (work centre) dimana kelima proses itu merupakan pusat biaya (cost centre) Tambun Plant I. Kelima pusat biaya itu adalah: 1. Pressing Line 2. Welding Line 3. Painting Line 4. Plating Line 5. Assembling Line Untuk mengetahui apa yang terjadi di kelima work centre tersebut, maka di bawah ini terdapat uraian tahapan proses / alur produksi, dimulai dari material sampai menjadi satu unit sepeda motor yang utuh. a. Mulai dari penyiapan material yang diperlukan. Dalam produksi sepeda motor, bahan baku yang digunakan dikategorikan sebagai berikut: 1. Komponen import, yaitu komponen produksi yang diimport dari luar negeri. Komponen ini disebut juga dengan CKD (Complete-Knock Down). 2. Inhouse, yaitu bahan baku yang memerlukan proses lebih lanjut untuk menjadi finished part. Contoh bahan jenis ini adalah baja (dalam bentuk gulungan lembaran besar, pipa bulat/kotak/pejal, dan coil), plastik, aluminium ingot, wiring harness, dan consumable material. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 10. 52 3. Komponen lokal, yaitu komponen produksi yang berupa finished part, dibeli dari pemasok lokal. b. Pressing Bahan baku (raw material) yang terdiri dari gulungan besar lembaran baja, pipa baja (ada ysng berbentuk bulat, kotak, juga pejal) dan coil diproses di Pressing Line sesuai dengan bentuk yang diperlukan. Sebagai contohnya adalah material gulungan lembaran baja. Setelah lembaran baja dipotong, lembaran itu dibentuk atau dicetak sesuai bentuk komponen yang diperlukan, misalnya lempengan tangki bensin atas, bagian samping dan bagian bawah. . c. Welding Setelah bahan baku melewati proses pressing, material tersebut digabung- gabung dan dilas menjadi metal part. Contohnya, lempengan baja setelah dicetak, kemudian dikirim ke Welding Line untuk dilas atau disatukan dengan menggunakan energi panas. Hasil akhirnya adalah terbentuk komponen yang diinginkan. Di Welding Line ini juga ada beberapa komponen produksi (lokal dan import) yang diproses. d. Plastic Injection Di sini, material local part yang berupa plastik diproses dan dicetak menjadi plastic part yang nantinya akan dicat. e. Painting Part yang selesai dari proses welding (untuk metal part) dan injection (untuk plastic part) dicat di Painting Line sesuai dengan warna yang diminta oleh bagian marketing. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 11. 53 f. Plating Part yang selesai dari proses welding (metal part) diterima Plating Line untuk dilapisi dengan chrome. Proses ini disebut dengan plating. Selain metal part, part-part lain yang tidak dibuat oleh PT ISI tetapi yang dibeli dari pemasok, juga ada beberapa yang dilapisi chrome. g. Assembling Komponen-komponen yang terpisah-pisah yang berasal dari departemen sebelumnya, dari pemasok, dan komponen mesin yang diproduksi Cakung Plant diterima di Assembling Line untuk dirakit secara bertahap, satu-persatu komponen di atas conveyor, sampai utuh menjadi satu unit sepeda motor. h. Final Inspection Setelah sepeda motor selesai dirakit, dilakukan inspeksi akhir untuk memeriksa kualitasnya sebelum sepeda motor tersebut dikirim ke dealer. Jika lulus dari tahap ini, produk akan dikirim ke gudang milik marketing dan siap untuk dijual. Jika tidak lulus, maka dikirim kembali ke departemen perakitan. Dalam setiap tahapan dalam proses produksi, PT ISI melakukan pengawasan mutu yang sangat ketat. Perusahaan telah memegang Sertifikat ISO 9002 yang menunjukkan komitment perusahaan pada konsistensi produksi yang bermutu tinggi. 3.1.7 Kegiatan Pemasaran Kegiatan pemasaran untuk kendaraan kendaraan bermotor 4W (mobil) tidak dilakukan oleh PT ISI sendiri, melainkan oleh PT Indomobil Niaga Internasional (PT IMNI) yang masih tergabung di dalam PT Indomobil Group. PT IMNI bertugas Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 12. 54 memasarkan produk mobil ke agen-agen yang tersebar di seluruh Indonesia dan menjualnya secara langsung ke konsumen melalui showroom di Wisma Indomobil. Sedangkan pemasaran untuk sepeda motor (2W) dilakukan sendiri oleh PT ISI dengan cara membangun jaringan distribusi melalui agen-agen Suzuki yang tersebar di seluruh Indonesia. Disamping itu, guna memperluas jaringan distribusi dan meningkatkan mutu pelayanan, PT ISI memberikan bantuan kepada wiraswasta lokal yang ingin membuka dan menangani usaha dealer dan showroom otomotif. 3.2 STRUKTUR BIAYA MANUFAKTUR PT ISI PT ISI sebagai perusahaan manufaktur mempunyai struktur biaya yang terdiri dari biaya bahan baku (DM), biaya tenaga kerja langsung (DL), dan biaya overhead pabrik (FOH). Khusus untuk biaya bahan baku, PT ISI membagi menjadi tiga bagian yaitu komponen import, komponen lokal, dan komponen inhous. Struktur biaya tersebut dicatat pada biaya standard. Namun pelaporan biaya tersebut pada nilai aktualnya. Biaya aktual didapat dari biaya standard ditambah/kurang dengan varians-nya. Di bawah ini terdapat tabel struktur biaya manufaktur untuk motor Smash, salah satu jenis motor yang diproduksi PT ISI di Tambun Plant I, periode 2005. Keterangan Standard Varians Aktual Komponen import (CKD) 1,174,551 136,035 1,310,586 Inhouse 656,490 65,324 721,814 Komponen lokal 4,385,611 362,012 4,023,599 Sub total direct material 6,216,652 160,653 6,055,999 Direct labor 101,292 5,004 96,288 FOH 645,049 531,872 1,176,921 Subtotal 746,341 526,868 1,273,209 TOTAL COST /unit 6,962,993 366,215 7,329,208 Tabel 3-1 Komparasi Biaya Standard dan Aktual Smash tahun 2005 Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 13. 55 3.2.1 Bahan Baku Langsung (DM) Bahan baku merupakan input yang paling esensial bagi PT ISI dalam proses produksi untuk menghasilkan unit produk. Struktur biaya di atas menunjukkan biaya direct material adalah biaya dengan proporsi terbesar dari komponen biaya unit produk, yaitu 92% dari total biaya unit produk. Sedangkan sisanya yang 8% terdiri dari komponen biaya direct labor dan FOH. Karena itu perlu perencanaan dan pengendalian yang baik akan ketersediaan dan pemakaian material. Bahan baku langsung yang digunakan dalam produksi di PT ISI dibedakan menjadi dua jenis, yaitu bahan baku langsung berupa komponen jadi yang dibeli dari pemasok dalam dan luar negeri, dan bahan mentah (raw material) yang perlu pemrosesan lebih lanjut. Bahan mentah ini terdiri dari baja, aluminium, plastik, wiring harness, dan consumable direct material. Consumable direct material adalah bahan penolong yang melekat pada unit produk yang juga digunakan dalam proses produksi untuk menghasilkan barang jadi. Contoh consumable direct material adalah minyak pelumas (oli), cat, thinner, dan lainnya. Pabrik Tambun Plant I memproduksi motor sebanyak kurang lebih 1000 unit sehari dengan proses produksi yang sistematis. Dapat dipastikan perusahaan membutuhkan bahan baku dalam jumlah besar untuk menunjang proses produksinya dan menghasilkan produk jadi. Dalam kaitan dengan pengadaan bahan baku dan komponen produksi import dan lokal, PT ISI mengadakan rapat produksi secara rutin setiap bulannya. Rapat ini dihadiri oleh beberapa bagian terkait dari Tambun Plant I (2W) dan Tambun Plant II (4W), seperti Raw Material House, Planning Production and Delivery Control (PPDC), Procurement, Accounting, Production Material Control (PMC), Import, dan Marketing. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 14. 56 Bagian marketing membuat estimasi penjualan unit produk di pasaran. Dari estimasi penjualan ini, bagian PPDC bertugas merencanakan kebutuhan produksi unit produk, termasuk membuat perencanaan kebutuhan material untuk produksi (Material Requirement Planning/MRP). Dalam rencana pengadaan material, PT ISI menerapkan sistem Just-In-Time (JIT), dimana pengadaannya berdasarkan kebutuhan produksi. PT ISI mempertahankan jumlah persediaan dengan tingkat yang minimum untuk minimisasi biaya. 3.2.1.1 Bahan Mentah (Raw Material) Untuk memproduksi sepeda motor lebih banyak digunakan bahan baku lokal dibandingkan import, dengan presentase perbandingan lokal dan impor adalah 80:20. sedangkan untuk memproduksi mobil yang dilakukan di Pabrik Tambun II, lebih banyak menggunakan bahan baku import daripada lokal, dengan komposisi 80:20. Bahan baku dengan proporsi biaya terbesar adalah baja (steel), yaitu sekitar 30% dari total biaya bahan baku. Baja dipesan oleh perusahaan dari pemasok luar negeri dan lokal dalam jumlah dan ukuran yang sangat besar. Pemasok luar negeri diantaranya adalah dari Jepang, Malaysia, Singapura, Thailand, Australia dan Amerika; sedangkan pemasok baja lokal adalah PT Krakatau Steel, Cilegon. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 15. 57 Raw Material Biaya Aktual 2005 (Rp) Steel, Pipe & Bar 217,993 Aluminium Ingot 152,978 Plastic 135,580 Wiring Harness 91,592 Oli Mesin 10,350 Painting - Consumable 83,900 Welding - Consumable 10,238 Plating - Consumable 16,894 Assembling - Consumable 2,288 Total 721,813 Tabel 3-2 Biaya Bahan Baku Produk Smash Tahun 2005 Baja yang besar tersebut perlu diproses lagi, dipotong-potong menjadi ukuran yang lebih kecil. Pemotongan baja berukuran besar ini dilakukan oleh Sub-Kontraktor PT ISI, yaitu PT Super Steel Indonesia (SSI) dan PT United Steel Center Indonesia (USCI). Sub-Kontraktor inilah yang mendapatkan baja dari luar negeri dan kemudian memotong baja itu menjadi berbentuk lembaran, pipa, atau coil. Baja dari Sub- Kontraktor tersebut kemudian diproses di pabrik, yaitu dirajang dan dipotong (shearing dan cutting) menjadi bentuk yang sesuai dengan komponen yang dibutuhkan. 3.2.1 2 Komponen lokal dan import Komponen lokal maupun import dibeli dalam bagian (part) utuh yang langsung dirakit di Assembly Line, atau dapat juga berupa part setengah jadi yang masih harus diproses dalam Welding, Painting, ataupun Plating Line sebelum dirakit di Assembly Line. Untuk lebih jelasnya dapat dilihat diagram proses produksi motor PT ISI. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 16. 58 3.2.2 Tenaga Kerja Langsung dan Overhead Pabrik Dalam mengolah komponen produksi dan bahan baku dalam proses produksi motor di Tambun Plant I, PT ISI menggunakan tenaga kerja produksi dan peralatan- peralatan canggih berupa mesin-mesin produksi dan robot untuk menunjang proses produksi. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 17. 59 Material Final Inspection Pressing AssemblingPainting Storage (Marketing) Welding Plastic Injection Platting Engine Assembly Potong Material Import & Lokal Proses Chrome Parts Supplier PT ISI – Cakung (Supply Engine) Proses Pengecatan Parts Cetak Plastic Parts Proses Pengepresan Parts Proses Pengelasan Parts Perakitan Motor Pengecekan Akhir Motor Motor Siap Dikirim ke Dealer Gambar 3-3 Proses Produksi Sepeda Motor di Tambun Plant I Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 18. 60 BAB IV PEMBAHASAN DAN ANALISIS MASALAH Sistem biaya standard telah diterapkan PT ISI sebagai sistem biaya sejak perusahaan berdiri, dan merupakan kebijakan yang diwariskan oleh Suzuki yang berbasis di Jepang. Biaya standard PT ISI berguna sebagai alat untuk penghitungan biaya produksi dan penilaian persediaan. Penetapan biaya standard pada PT ISI merupakan teknik mengalokasikan total biaya produksi ke setiap produk dengan mempertimbangkan estimasi volume produksi untuk tiap produk tersebut. Hasil pengalokasian ini adalah biaya produk yang wajar, sehingga dapat disimpulkan bahwa PT ISI menerapkan konsep full-costing, dimana semua rencana biaya produksi, dari material mentah sampai barang jadi dialokasikan ke biaya produk. 4.1 PROSES PERHITUNGAN BIAYA STANDARD DI PT ISI Proses penghitungan biaya standard ditujukan untuk mendapatkan biaya produk yang wajar dengan cara mendistribusikan/mengalokasikan total estimasi biaya ke total estimasi volume produksi. Oleh sebab itu, jumlah produk yang diproduksi mempunyai dampak kepada estimasi biaya dan total biaya produksi nantinya didistribusikan/dialokasikan ke tiap produk. Berdasarkan hasil tanya jawab jawab dengan pihak PT ISI, proses penghitungan biaya standard tiap produk dapat digambarkan sebagai berikut: Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 19. 61 Gambar 4-1 Proses Penghitungan Biaya Standard PT ISI Proses penghitungan biaya standard dilakukan sebelum suatu produk diluncurkan ke pasar. Proses ini menghasilkan biaya standard produk. Proses penghitungan biaya standard PT ISI dapat dibagi menjadi dua tahap. Pertama bagian produksi membuat estimasi/ramalan volume produksi. Dari informasi tersebut responsibility centre membuat estimasi biaya. Kedua estimasi ini dipakai dalam penghitungan untuk menghasilkan biaya standard tiap produk. Biaya standard ini akan dimonitor dan dapat dilakukan revisi/update standard. 4.2 PRINSIP FORECASTING PT ISI Prinsip forecasting pada PT ISI dapat digambarkan sebagai berikut: Estimasi biaya oleh responsibility centre Estimasi volume produksi produk Teknik Penghitungan Biaya Standard Tiap Produk Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 20. 62 Gambar 4-2 Prinsip Forecasting PT ISI Dari alur tersebut dapat diketahui bahwa penentuan estimasi jumlah produk yang harus diproduksi di periode mendatang diperoleh dari estimasi tingkat penjualan produk tersebut. Dari estimasi volume penjualan satu produk, dipecah untuk mendapat estimasi volume penjualan tiap model/tipe. Proses ini menggunakan teknik statistik tertentu berdasarkan informasi product mix. Estimasi volume penjualan ini sebagai dasar estimasi volume produksi produk setiap satu tipe tertentu. 4.3 PENETAPAN BIAYA STANDARD PT ISI Secara umum, penetapan biaya standard akan dibahas adalah penetapan biaya standard untuk biaya produksi langsung, yaitu biaya bahan baku langsung (DM) dan biaya tenaga kerja langsung (DL). Biaya standard ditentukan oleh pihak-pihak yang bertanggung- jawab sebelum suatu produk untuk pertama kalinya diluncurkan ke pasar. (1) Estimasi Volume Penjualan Tiap Produk (2) Estimasi Volume Penjualan Tiap Model Produk (3) Estimasi Volume Produksi Tiap Model Produk Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 21. 63 4.3.1 Penetapan Biaya Standard Bahan Baku Langsung (DM) Seperti yang telah diketahui bahwa material langsung (DM) PT ISI terdiri dari berbagai macam yang secara umum dibagi menjadi tiga yaitu komponen lokal, raw material, dan komponen import. Untuk mendapatkan biaya standard untuk material, PT ISI menetapkan standard kuantitas pemakaian dan standard harga untuk masing-masing ketiganya. 4.3.1.1 Standard Kuantitas Bahan Baku Langsung (DM) Standard kuantitas ditentukan oleh bagian engineering PT ISI dengan berpedoman pada spesifikasi produk. Untuk menentukan standard kuantitas membutuhkan kemampuan dan pengetahuan teknik yang hanya dimiliki oleh engineering. Standard kuantitas material yang berupa komponen lokal dan import tercermin di dalam master list satu jenis produk. Master list mendeskripsikan nama/spesifikasi komponen material, kuantitas material yang dipakai dalam proses produksi satu unit barang jadi, harga per satuan unit material tersebut, dan biaya standard tiap material. Proses produksi sepeda motor (2W) di PT ISI lebih banyak menggunakan material lokal dibandingkan material import (80:20); sedangkan proses produksi mobil (4W) lebih banyak menggunakan material import. Hal ini tercermin dari master list komponen lokal dan import. Material jenis inhouse (raw material) adalah material yang dibeli dari pemasok dan masih perlu diproses untuk dijadikan komponen (parts) yang akan dirakit bersama-sama dengan komponen jadi import dan lokal. Engineering PT ISI melakukan percobaan (trial) Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 22. 64 untuk menentukan standard kuantitas material jenis inhouse. Percobaan ini dilakukan selama kurang lebih enam bulan, sebelum produk diluncurkan ke pasar. Percobaan untuk menentukan standard kuantitas material jenis inhouse dilakukan sebagai berikut: Engineering melakukan beberapa percobaan (trial) untuk menentukan berapa kuantitas standard material consumable cat yang digunakan di Assembling. Pada percobaan pertama, kuantitas cat yang digunakan di assembly adalah 1,2 liter. Pada trial kedua, kuantitas ini menjadi 1,1 liter. Saat pilot project, yaitu trial sebelum ditetapkan standard, cat yang dikonsumsi adalah 1,05 liter. Kuantitas ini belum dijadikan kuantitas standard cat di Assembly Line. Engineering perlu melakukan percobaan terakhir, yaitu sesaat sebelum produksi massal. Kuantitas cat yang digunakan saat trial ini adalah 1,0 liter. Kuantitas inilah yang dijadikan standard kuantitas cat (consumable material) di Assembly. 4.3.1.1 Standard Harga DM Standard harga ditetapkan oleh bagian procurement PT ISI yang merupakan departemen yang berhubungan dengan para pemasok. Dengan penerapan biaya standard, khususnya dalam menetapkan dan menyetujui harga standard material, eksekutif bagian procurement PT ISI mempunyai wewenang untuk memilih pemasok material berdasarkan pertimbangan-pertimbangan tertentu. Harga standard ini mencerminkan harga pasar ketiga jenis direct material pada saat menyusun standard. Standard harga didapat dari daftar harga tiap pemasok pemasok termasuk biaya pengiriman, dikurangi dengan diskon dari pemasok. Standard harga material tidak hanya merefleksikan harga pasar saat ditetapkan standrd, tetapi juga prediksi procurement terhadap perubahan harga di masa datang. Selain itu, standard harga Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 23. 65 ditetapkan procurement dengan mempertimbangkan kualifikasi pemasok dalam hal kualitas material dan ketepatan pengiriman material sesuai jadwal. Dalam mendapatkan material baik lokal maupun import, perusahaan membangun hubungan yang baik dengan pihak pemasok. Hal ini penting perusahaan menerapkan produksi yang Just-In-Time. Karena itu kegiatan produksi bergantung dari ketersediaan material dari pemasok. Bentuk kerja sama ini dilegalkan dalam bentuk kontrak dengan pemasok. Kontrak antara PT ISI dan pemasok merupakan kontrak jangka panjang yang bertujuan menjamin pemasok mengirimkan material yang dibutuhkan dalam proses produksi. Seperti yang sudah diuraikan, penetapan standard harga DM merupakan wewenang bagian procurement PT ISI tanpa intervensi dari bagian lainnya. Dalam hal ini yang perlu diperhatikan adalah kemungkinan kecenderungan eksekutif procurement memilih pemasok sesuai selera pribadi. Jika hal itu terjadi maka objektifitas dalam penetapan standard diragukan. Karena itu untuk mengantipasi kemungkinan terjadinya hal tersebut ada baiknya bagian procurement mengkomunikasikan rekomendasi standard harga material ke bagian akuntansi. 4.3.2 Penetapan Biaya Standard Tenaga Kerja Langsung (DL) Berbeda halnya dengan penetapan biaya standard untuk bahan baku langsung dimana biaya standard didapat dari dua standard yang standard kuantitas dan standard harga, penetapan standard untuk tenaga kerja langsung (DL) dilakukan dengan cara mengalokasikan total biaya gaji tiap work centre di pabrik ke tiap produk berdasarkan waktu standard (standard time) untuk mengerjakan masing-masing produk di tiap work Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 24. 66 centre. Tiap work centre mengerjakan proses produksi untuk beberapa jenis produk. Untuk mengetahui waktu proses produksi yang diperlukan bagi masing-masing produk di work centre tertentu, maka ditetapkan waktu standard (standard time). Yang dimaksud dengan standard time adalah waktu yang diperlukan satu orang pekerja untuk memproses produk X dari awal sampai akhir dalam satu work centre. Standard time ditentukan berdasarkan penelitian yang dilakukan oleh engineering. Untuk menentukan standard time, enginering melakukan beberapa observasi. Rata-rata dari beberapa observasi tersebut dijadikan standard time untuk produk X dalam satu work centre. Setelah semua masing-masing work centre mendapat alokasi biaya tenaga kerja, penjumlahan alokasi biaya menghasilkan total biaya tenaga kerja untuk memproduksi volume produk X yang dianggarkan. Alokasi biaya tenaga kerja per unit produk X diperoleh dari pembagian total biaya dengan volume produksi produk X. Jumlah ini yang dijadikan biaya standard tenaga kerja. 4.4 ANALISA PENETAPAN STANDARD DI PT ISI Istilah “garbage in, garbage out” tepat dalam aplikasi analisis penetapan biaya standard. Standard ditujukan sebagai patokan/pembanding biaya aktual dengan biaya standard. Agar hasil perbandingan dapat diandalkan maka dibutuhkan dasar penetapan standard yang digunakan baik secara teknik maupun asumsi penetapan standard. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 25. 67 4.4.1 Penetapan Biaya DM Standard Secara teoritis, jika biaya standard DM memasukkan estimasi allowance untuk kerusakan material secara normal yang terjadi dalam proses produksi, maka standard yang digunakan adalah currently attainable standard. Selisih/varians yang timbul mengindikasikan penggunaan material masih berada di level yang dapat dicapai. Praktek yang dilakukan PT ISI sedikit berbeda dengan teori yang umum dilakukan. Biaya standard material langsung PT ISI tidak memasukkan allowance ke dalam komponen penghitungan biaya standard. Pihak PT ISI menyatakan bahwa perusahaan tidak memberikan ruang gerak untuk terjadinya inefisiensi pemakaian material inhouse yang disebabkan oleh inefisiensi operasi. Hal ini berarti bahwa standard kuantitas PT ISI mencerminkan standard yang ideal berdasarkan penelitian engineering atas kondisi operasi yang efisien saat itu. 4.4.2 Penetapan Biaya DL Standard Dalam menetapkan biaya DL standard, PT ISI melakukan alokasi total biaya standard untuk tiap work centre berdasarkan standard time yang telah ditetapkan oleh engineering. Engineering telah melakukan observasi terhadap kondisi operasi yang efisien sebelum mendapatkan standard time. Penentuan standard time yang dilakukan engineering mencerminkan kondisi operasi yang sempurna dan PT ISI tidak memasukkan allowance waktu untuk gangguan-gangguan rutin seperti waktu istirahat, faktor lelah fisik, kerusakan mesin yang menghambat operasi, dan lain-lain. Oleh karena itu, standard yang ditetapkan PT ISI untuk DL termasuk jenis ideal standard. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 26. 68 4.5 PERUBAHAN STANDARD PT ISI secara rutin melakukan perubahan (updating) terhadap standard yang ditetapkan. Update ini dilakukan satu kali setahun. Perusahaan jarang melakukan perubahan standard di pertengahan tahun kecuali ada perubahan yang signifikan sehingga standard yang ditetapkan pada awal tahun tidak lagi mencerminkan jumlah yang wajar. Hal ini merupakan hal yang baik dilakukan PT ISI. Biaya standard yang ditetapkan mencerminkan biaya untuk periode saat itu. Biaya tersebut direvisi jika terjadi perubahan yang signifikan pada tingkat biaya atau metode produksi. 4.6 KEGUNAAN BIAYA STANDARD BAGI PT ISI Pembahasan kegunaan biaya standard pada bab ini merupakan hasil dari tanya jawab dengan pihak PT ISI yang ruang lingkup pekerjaannya seputar anggaran (budgeting) dan akuntansi biaya (costing). Pada bagian ini penulis ingin menilai optimalisasi kegunaan biaya standard terhadap penerapannya di PT ISI. 4.6.1 Penentuan Harga Produk Salah satu manfaat diterapkan biaya standard di PT ISI adalah memudahkan menetapkan harga pokok produksi sehingga perusahaan mempunyai gambaran awal berapa biaya untuk memproduksi setiap produk dan berapa tingkat keuntungan. Meskipun biaya standard memberikan gambaran awal tentang biaya produk sebagai dasar penentapan harga jual, namun dalam kondisi tertentu tidak digunakan. Contohnya adalah untuk penetapan harga untuk produk yang sudah lama tidak terjual, perusahaan menetapkan harga jual Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 27. 69 dibawah harga standard. Hal ini dilakukan supaya tidak terjadi penumpukan barang di gudang sehingga dapat mengurangi biaya penyimpanan. 4.6.2 Informasi Laba Bruto Standard Produk PT ISI pun melakukan analisis laba bruto berdasarkan total standard laba bruto standard dengan total laba bruto aktual. Jadi biaya standard dipakai sebagai alat analisa laba bruto suatu produk. 4.6.3 Analisis Varians Biaya standard dipakai di PT ISI dalam menganalisis varians. PT ISI membuat laporan varians setiap bulan untuk semua komponen biaya produksinya. Kunci pengendalian biaya menurut PT ISI adalah bagaimana mengendalikan varians yang terjadi secara efektif. Jika terjadi penyimpangan (varians) yang besar, maka yang dilakukan perusahaan adalah memperbaiki standard. Jadi analisa varians adalah dasar untuk menilai apakah standard perlu diubah atau tidak. 4.7 ANALISA VARIANS PT ISI Bagian produksi PT ISI membuat laporan varians tiap bulan. Untuk memudahkan mencari dan menganalisa penyebab varians biaya produksi langsung (DM dan DL), secara umum perusahaan melakukan analisa varians dengan cara membuat laporan varian yang telah dibagi dua komponen besar yaitu laporan varians harga dan varians kuantitas. Dalam aplikasi di PT ISI, laporan varians tidak dibuat berdasarkan varians kuantitas dan harga. Varians yang dianalisa adalah varians tiap komponen biaya (DM, DL, dan FOH) Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 28. 70 dalam jumlah total. Angka ini yang dikirim ke kantor pusat di Jakarta untuk dianalisis oleh bagian akutansi dan keuangan. Dalam hubungannya dengan analisis varians, kantor pusat PT ISI membuat format analisis laba tiap bulannya (lampiran). Format ini diproses dalam program komputer perusahaan. Format pertama berhubungan dengan perbandingan harga pokok penjualan (COGS) dan laba kotor. Terlampir tertera contoh format analisis laba. . Dari format analisis laba kotor, dapat dilihat bahwa PT ISI dapat memanfaatkan biaya standard untuk menganalisis laba kotor setiap produk. Laba kotor standard tiap produk dibandingkan dengan laba kotor aktual produk tersebut. Hal ini seharusnya dapat dijadikan indikasi efektivitas pencapaian laba kotor untuk tiap tipe produk, dengan catatan varians benar. Dari format laporan tersebut, dapat dilihat bahwa PT ISI melaporkan varians untuk tiap elemen biaya produksi. Varians-varians tersebut adalah varians untuk steel, wiring harness, aluminium, CKD, import part, local component, direct labor, dan FOH. Dari informasi itu manajemen dapat melihat area dimana terjadi penyimpangan. Namun, seperti yang telah dibahas sebelumnya, PT ISI belum sampai kepada penunjukkan tanggung jawab atas varians yang terjadi. 4.7.1 Varians Bahan Baku Langsung (DM) Varians bahan baku langsng terdiri dari subkomponen-subkomponen, yaitu material inhouse (raw material), import part, local component. PT ISI melakukan analisis varians untuk tiap subkomponen bahan baku langsung dan juga untuk subkomponen material inhouse. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 29. 71 Varians biaya DM tidak dipecah menjadi varians harga dan varians kuantitas pemakaian. Hal ini akan mengakibatkan perusahaan kesulitan menentukan penyebab terjadinya varians DM sehingga tidak mendukung pengambilan tindakan yang tepat terhadap varians itu. Dengan memecah varians biaya DM menjadi varians harga dan varians kuantitas pemakaian, akuntabilitas varians dapat ditunjuk ke bagian procurement dan bagian produksi. Bagian procurement seharusnya bertanggung-jawab terhadap varians harga karena bagian ini mempunyai kontrol terhadap biaya pembelian material. Bagian produksi yang mempunyai kendali terhadap pemakaian bahan baku selama proses produksi adalah pihak yang seharusnya bertanggung-jawab atas varians kuantitas pemakaian bahan baku. Akuntabilitas dapat menjadi dasar penilaian kinerja kedua bagian tersebut. Dengan tidak membuat laporan varians harga dan kuantitas material, PT ISI tidak dapat meminta pertanggungjawaban bagian procurement dan produksi. Berdasarkan hasil tanya jawab dengan pegawai yang berhubungan dengan penerapan biaya standard di PT ISI, perusahaan tidak menggunakan sistem biaya standard untuk menunjukkan tanggung- jawab pegawai perusahaan yang terlibat dalam biaya standard dan tidak ada penilaian kinerja untuk kedua bagian itu berdasarkan analisis varians yang dilakukan. 4.7.2 Varians Tenaga Kerja Langsung (DL) Sama halnya dengan DM, oleh perusahaan varians DL tidak dipecah menjadi varians kuantitas dan varians harga (rate). Ini karena penetapan standard biaya DL bukan terdiri dari komponen standard kuantitas (time) dan standard harga (rate), melainkan Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 30. 72 berdasarkan alokasi total biaya tenaga kerja yang terjadi di tiap work centre berdasarkan standard time. 4.8 ANALISA VARIANS DIHUBUNGKAN DENGAN KRITIK Pada bab II disinggung bahwa di lingkungan manufaktur sekarang ini, sistem biaya standard sudah tidak relevan lagi diterapkan karena alasan-alasan tertentu. Pada pembahasan bagian ini, penulis ingin mengupas opini/kritikan penerapan biaya standard terhadap penerpaan di PT ISI. 4.8.1 Lingkungan Just-in-Time Sebagai perusahaan manufaktur Jepang, PT ISI pun mengadopsi konsep manufaktur Jepang. Salah satu yang terkenal adalah Just In Time (JIT). Di PT ISI, tingkat persediaan diminimalkan dengan cara mengatur pemesanan material agar tiba tepat pada waktu untuk produksi. Salah satu kritik yang berhubungan dengan Just-In-Time menyatakan bahwa di lingkungan JIT, pengukuran varians biaya standard untuk evaluasi kinerja dapat menimbulkan tingkah laku yang disfungsional. Kritik itu mengasumsikan bahwa penilaian kinerja didasarkan pada besarnya varians harga material. Jika asumsi tersebut berlaku di suatu persahaan, maka hal itu akan memberi tekanan bagi manajer procurement untuk membeli material dalam jumlah besar untuk mendapatkan diskon dari pemasok. Dengan begitu akan menghasilkan varians harga yang menguntungkan (favorable), dan penilaian kinerja bagian procurement baik. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 31. 73 Dalam penerapan di PT ISI, penggunaan analisa varians belum sampai kepada penunjukan tanggungjawab departemen terkait, sehingga analisa varians tidak digunakan sebagai basis penilaian kinerja departement tersebut. Karena itu dampak timbulnya perilaku yang disfungsional pada PT ISI tidak akan terjadi. 4.8.2 Struktur Biaya Yang Berubah Kritik lain yang tertuju pada biaya standard menyatakan bahwa biaya standard tidak relevan lagi diterapkan karena struktur biaya perusahaan yang berubah (Drury,1996). Biaya tidak langsung menjadi biaya produksi yang dominan dibandingkan dengan biaya produksi langsung. Dalam kenyataannya, di PT ISI biaya FOH bukanlah biaya yang dominan terhadap total biaya manufaktur. Dalam proses produksi yang dominan berpengaruh adalah biaya bahan baku langsung dan biaya overhead yang bersifat variabel seperti biaya listrik untuk menjalankan mesin produksi Biaya tenaga kerja cenderung konstan dan perubahannya bukan di bawah kendali manajemen. Jadi dapat dikatakan bahwa analisa varians untuk tujuan pengendalian lebih tepat ditujukan untuk direct material dan variable overhead (Drury, 1996). PT ISI sebenarnya dapat lebih memanfaatkan penggunaan sistem biaya standard untuk pengendalian bahan baku langsung dan variabel overhead dengan biaya standard. Namun pemanfaatan untuk pengendalian biaya belum maksimal karena tidak ada penunjukan akuntabilitas atas varians yang terjadi. Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 32. 74 4.8.3 Lingkungan Total Quality Management (TQM) PT ISI sebagai perusahaan yang mengedepankan Total Quality Management (TQM) tidak menganggap bahwa ada ketidaksesuaian antara minimisasi biaya dengan kualitas. Kritik yang paling banyak ditujukan pada penerapan biaya standard adalah pengukuran dan analisa varians lebih menitikberatkan pada pengendalian biaya sehingga berdampak buruk pada kualitas (Druy, 1996). Kritik tersebut beragumen bahwa bagian procurement dalam mencari material berasal dari pemasok yang memberikan harga paling rendah tanpa mempertimbangkan kualitas material sehingga akan berdampak buruk pada kualitas barang jadi. PT ISI mengantisipasi rendahnya kualitas bahan baku dengan melakukan inspeksi oleh bagian Parts Inspection sebelum digunakan dalam proses produksi. Inspeksi ini merupakan feedback terhadap pemilihan material yang dilakukan oleh procurement. Bagian procurement PT ISI tidak dapat ‘bermain-main’ dalam kualitas karena hal tersebut akan merugikan perusahaan. Analisis varians yang bertentangan dengan kualitas hanya dapat terjadi jika varians timbul akan dipertanggungjawabkan dan dijadikan sebagai dasar penilaian kinerja, sehingga bagian procurement mempunyai ‘insentif’ untuk mencapai varians harga yang favorable. Namun pelaksanaan PT ISI tidak meminta pertanggungjawaban tersebut, sehingga kasus ini tidak terjadi. 4.8.4 Lingkungan Continuous Improvement Standard yang ditetapkan PT ISI mencerminkan target yang akan dicapai. Dari pernyataan tersebut dapat disimpulkan bahwa segala tindakan dilakukan untuk untuk Penerapan sistem ..., Prita Alverina, FE UI, 2007
- 33. 75 mencapai standard. Penerapan biaya standard konsisten dengan filosofi continuous improvement jika varians digunakan untuk memonitor trend kinerja dan lebih menekankan pada tingkat perbaikan kinerja (Drury, 1996). Trend kinerja di PT ISI tidak dimonitor melalui analisa varians. Jika hal tersebut dilakukan oleh PT ISI, maka analisa varians dapat memberikan manfaat yang optimal dalam mengendalikan biaya. 4.8.5 Kompetisi Internal Menurut Drury (!996), pelaporan varians cenderung mengakibatkan kompetisi dalam internal perusahaan. Tiap departemen saling menyalahkan jika terjadi vairans yang unfavorable. Hal itu mungkin terjadi jika informasi varians yang dihasilkan akan diminta pertanggngjawaban ke departement terkait. Namun pelaksanaan di PT ISI belum sampai kepada penunjukkan tanggungjawab ataupun penilaian kinerja sehingga kritik di atas tidak berlaku di PT ISI. 4.9 SARAN BIAYA STANDARD DI MASA DATANG Untuk keperluan continous improvement, PT ISI dapat melakukan teknik penetapan standard berdasarkan beberapa cara. Salah satunya adalah menggunakan moving cost reduction. Ini merupakan salah satu teknik dynamic standard usulan Drury. Dengan metode ini, biaya standard terus berkurang dari satu periode ke periode berikutnya sebesar persentase yang telah ditentukan sebelumnya. Hongren et al. (!994) menyebut sistem ini dengan “continuous improvement standard cost” atau “moving cost reduction”. Penerapan sistem ..., Prita Alverina, FE UI, 2007