Downloaded 114 times
![7
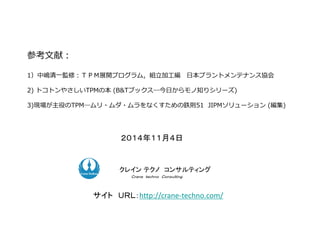
2.5 生産効率化の進め方
内容 ポイント
1.設備7大ロスの低減 ・7大ロスの定義を明文化
・7大ロスの構造把握 ・測定のルール化
・寄与率のチェツク ・測定精度の向上
・ネック工程把握 ・測定DATAの活用
.設備総合効率の向上(出来高/時間) ・改善効果の設備総合効率への寄与率把握
・阻害要因の把握
3.労働生産性の向上 (出来高/人・時間) ・改善効果の労働生産性への寄与率把握
・一人当たり持ち台数の増加
・省力化の推進
・レイアウトの変更
4.昼休み無人運転の推進 ・問題点の顕在化
・阻害要因のリストアップと対策
・品質保証
・工程能力指数の向上
・供給、払い出しの自動化
5.原価低減の推進 ・製造原価の把握
・原価構成比の変化
・加工費の低減
[刃具、治具費、エネルギー費
工数、保全費、消耗資材費]
STEP6 6.夜間無人運転の推進 現状ラインでの不良現象の層別、分析
STEP5
STEP1
STEP2
STEP3
STEP4](https://image.slidesharecdn.com/random-150610080404-lva1-app6891/85/slide-7-320.jpg)
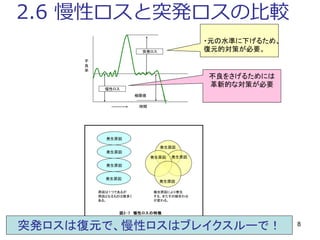
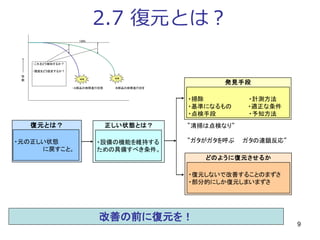

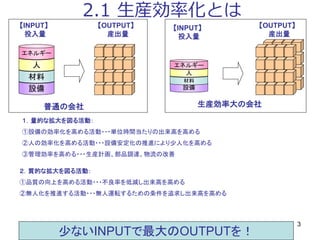
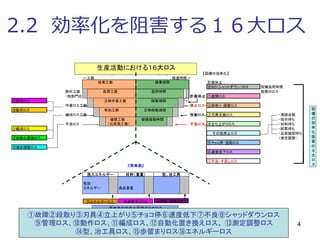
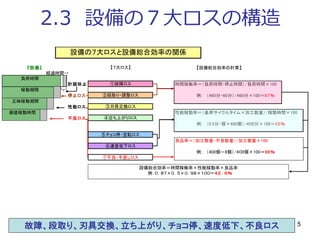
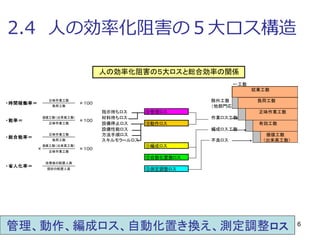
関連サイト:クレイン テクノ コンサルティング http://crane-techno.com/ 匠の知恵 http://www.takuminotie.com 1.量的な拡大を図る活動: ①設備の効率化を高める活動・・・単位時間当たりの出来高を高める ②人の効率化を高める活動・・・設備安定化の推進により少人化を高める ③管理効率を高める・・・生産計画、部品調達、物流の改善 効率化を阻害する16大ロス ①故障②段取り③刃具④立上がり⑤チョコ停⑥速度低下⑦不良⑧シャッドダウンロス ⑨管理ロス、⑩動作ロス、⑪編成ロス、⑫自動化置き換えロス、 ⑬測定調整ロス ⑭型、治工具ロス、⑮歩留まりロス⑯エネルギーロス 生産効率化とは 効率化を阻害する16大ロス 設備の7大ロスの構造 人の効率化阻害の5大ロス構造 生産効率化の進め方 慢性ロスと突発ロスの比較 復元とは? 清掃は点検なり あるべき姿・・・理想の姿 微欠陥の考え方 PM分析 保全のスキル















































