Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
Submit search
EN
Uploaded by
博行 門眞
PDF, PPTX
171,388 views
小集団活動 QCサークル発表事例
小集団活動 QCサークル発表事例 関連サイト:匠の知恵 http://www.takuminotie.com/
Business
◦
Read more
2
Save
Share
Embed
Embed presentation
Download
Download as PDF, PPTX
1
/ 19
2
/ 19
3
/ 19
4
/ 19
Most read
5
/ 19
Most read
6
/ 19
7
/ 19
8
/ 19
9
/ 19
10
/ 19
11
/ 19
12
/ 19
13
/ 19
14
/ 19
15
/ 19
16
/ 19
17
/ 19
Most read
18
/ 19
19
/ 19
More Related Content
PDF
QCストーリー~問題を解決ための手法
by
博行 門眞
PDF
QC工程表の作成と活用、事例集
by
博行 門眞
PDF
カイゼン基礎 品質改善&生産性改善
by
博行 門眞
PPTX
ヒューマンエラー対策 (Human Error Prevention)
by
亨 中田
PDF
ヒューマンエラー理論【図解】
by
博行 門眞
PPTX
図解 なぜなぜ分析 改訂版
by
博行 門眞
PDF
物流改善の進め方【図解】
by
博行 門眞
PDF
簡単 わかりやすい親和図法、KJ法【イラスト図解】
by
博行 門眞
QCストーリー~問題を解決ための手法
by
博行 門眞
QC工程表の作成と活用、事例集
by
博行 門眞
カイゼン基礎 品質改善&生産性改善
by
博行 門眞
ヒューマンエラー対策 (Human Error Prevention)
by
亨 中田
ヒューマンエラー理論【図解】
by
博行 門眞
図解 なぜなぜ分析 改訂版
by
博行 門眞
物流改善の進め方【図解】
by
博行 門眞
簡単 わかりやすい親和図法、KJ法【イラスト図解】
by
博行 門眞
What's hot
PDF
ブレインストーミング 【図解】
by
博行 門眞
PDF
IoT/AI時代のテスティング・検証技術の最前線
by
Fuyuki Ishikawa
PDF
老害について
by
Ken SASAKI
PDF
品質を加速させるために、テスターを増やす前から考えるべきQMファンネルの話(3D版)
by
Yasuharu Nishi
PDF
Python入門 : 4日間コース社内トレーニング
by
Yuichi Ito
PDF
部下へのコーチングのポイント:「ゼロ秒思考」のメモ書き実践による 先生:赤羽 雄二
by
schoowebcampus
PDF
アイデアソン・ハッカソン運営ガイドブック
by
エイチタス株式会社 H-tus Ltd.
PDF
エムスリーのQAチームが目指すもの
by
Yuki Shiromoto
PDF
テストプロセス改善モデルの最新動向
by
崇 山﨑
PDF
CV分野におけるサーベイ方法
by
Hirokatsu Kataoka
PDF
Agile Quality アジャイル品質パターン (QA2AQ)
by
Hironori Washizaki
PDF
品質とは何か.pdf
by
kauji0522
PDF
SQuBOKガイドV3概説 ~IoT・AI・DX時代のソフトウェア品質とシステム監査~
by
Hironori Washizaki
PDF
パターン QA to AQ: 伝統的品質保証(Quality Assurance)からアジャイル品質(Agile Quality)へ
by
Hironori Washizaki
PDF
テスト観点に基づくテスト開発方法論 VSTePの概要
by
Yasuharu Nishi
PDF
テストを分類してみよう!
by
Kenji Okumura
PDF
概説 テスト分析
by
崇 山﨑
PPTX
テスト設計技法の適用・・・その前に
by
kauji0522
PPTX
テスト分析.pptx
by
kauji0522
PPTX
テストの組み立て方
by
kauji0522
ブレインストーミング 【図解】
by
博行 門眞
IoT/AI時代のテスティング・検証技術の最前線
by
Fuyuki Ishikawa
老害について
by
Ken SASAKI
品質を加速させるために、テスターを増やす前から考えるべきQMファンネルの話(3D版)
by
Yasuharu Nishi
Python入門 : 4日間コース社内トレーニング
by
Yuichi Ito
部下へのコーチングのポイント:「ゼロ秒思考」のメモ書き実践による 先生:赤羽 雄二
by
schoowebcampus
アイデアソン・ハッカソン運営ガイドブック
by
エイチタス株式会社 H-tus Ltd.
エムスリーのQAチームが目指すもの
by
Yuki Shiromoto
テストプロセス改善モデルの最新動向
by
崇 山﨑
CV分野におけるサーベイ方法
by
Hirokatsu Kataoka
Agile Quality アジャイル品質パターン (QA2AQ)
by
Hironori Washizaki
品質とは何か.pdf
by
kauji0522
SQuBOKガイドV3概説 ~IoT・AI・DX時代のソフトウェア品質とシステム監査~
by
Hironori Washizaki
パターン QA to AQ: 伝統的品質保証(Quality Assurance)からアジャイル品質(Agile Quality)へ
by
Hironori Washizaki
テスト観点に基づくテスト開発方法論 VSTePの概要
by
Yasuharu Nishi
テストを分類してみよう!
by
Kenji Okumura
概説 テスト分析
by
崇 山﨑
テスト設計技法の適用・・・その前に
by
kauji0522
テスト分析.pptx
by
kauji0522
テストの組み立て方
by
kauji0522
More from 博行 門眞
PDF
5W1H思考とは【図解】
by
博行 門眞
PDF
批判的思考(クリティカル・シンキング)とは?
by
博行 門眞
PDF
わかりやすい作業手順書、作業標準書の作成、使い方、テンプレート、事例【イラスト図解】
by
博行 門眞
PDF
2024年版 分かり易い 新QC七つ道具とは? 活用事例 【イラスト図解】
by
博行 門眞
PDF
ファクトフルネス FACTFULLNESS【図解】
by
博行 門眞
PDF
すぐに職場に活かせる! 2024年版 トヨタ式ポカヨケ改善提案事例集【イラスト図解】
by
博行 門眞
PDF
簡単にわかりやすく OJTとは? 教育、看護、介護、福祉、医療、ビジネス 具体事例
by
博行 門眞
PDF
2024年版 分かり易い 特性要因図(フィシュボーン図)の作成と活用事例 【イラスト図解】
by
博行 門眞
PDF
How to use Windy.com Basic.pdf
by
博行 門眞
PDF
2024年版 簡単 分かり易い 層別化とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
PDF
分かり易い パレート図とは? パレートの20:80の法則の活用 【イラスト図解】
by
博行 門眞
PDF
PDRサイクルとは? OODAループとPDCA、PDRサイクルの違いは?【イラスト図解】
by
博行 門眞
PDF
わかりやすい 散布図とは?相関係数 正の相関、負の相関 QC七つ道具【イラスト図解】
by
博行 門眞
PDF
10秒ノット 最強 最速 PEライン結び方【図解】
by
博行 門眞
PPTX
2024年 工場、病院等での改善事例集 Kaizen case study 【図解】
by
博行 門眞
PDF
2024年版 簡単 分かり易い シューハート管理図とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
PDF
登山の天気情報サイト Windy.com 使い方、活用【モバイル&Web版】 pdf
by
博行 門眞
PDF
統計データを見える化する~統計データーは嘘をつく!~【図解】
by
博行 門眞
PDF
データーサイエンス マジック【図解】Data science magic
by
博行 門眞
PPTX
わかりやすい官能検査、官能テスト 手法、メリット、注意点及び事例をイラスト図解で紹介
by
博行 門眞
5W1H思考とは【図解】
by
博行 門眞
批判的思考(クリティカル・シンキング)とは?
by
博行 門眞
わかりやすい作業手順書、作業標準書の作成、使い方、テンプレート、事例【イラスト図解】
by
博行 門眞
2024年版 分かり易い 新QC七つ道具とは? 活用事例 【イラスト図解】
by
博行 門眞
ファクトフルネス FACTFULLNESS【図解】
by
博行 門眞
すぐに職場に活かせる! 2024年版 トヨタ式ポカヨケ改善提案事例集【イラスト図解】
by
博行 門眞
簡単にわかりやすく OJTとは? 教育、看護、介護、福祉、医療、ビジネス 具体事例
by
博行 門眞
2024年版 分かり易い 特性要因図(フィシュボーン図)の作成と活用事例 【イラスト図解】
by
博行 門眞
How to use Windy.com Basic.pdf
by
博行 門眞
2024年版 簡単 分かり易い 層別化とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
分かり易い パレート図とは? パレートの20:80の法則の活用 【イラスト図解】
by
博行 門眞
PDRサイクルとは? OODAループとPDCA、PDRサイクルの違いは?【イラスト図解】
by
博行 門眞
わかりやすい 散布図とは?相関係数 正の相関、負の相関 QC七つ道具【イラスト図解】
by
博行 門眞
10秒ノット 最強 最速 PEライン結び方【図解】
by
博行 門眞
2024年 工場、病院等での改善事例集 Kaizen case study 【図解】
by
博行 門眞
2024年版 簡単 分かり易い シューハート管理図とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
登山の天気情報サイト Windy.com 使い方、活用【モバイル&Web版】 pdf
by
博行 門眞
統計データを見える化する~統計データーは嘘をつく!~【図解】
by
博行 門眞
データーサイエンス マジック【図解】Data science magic
by
博行 門眞
わかりやすい官能検査、官能テスト 手法、メリット、注意点及び事例をイラスト図解で紹介
by
博行 門眞
Recently uploaded
PDF
【会社紹介資料】株式会社カンゲンエージェント [ 2026/01 公開 ].pdf
by
recruit21
PDF
令和8年度(2026年)令和8年度税制改正大綱速報ポイント解説 要点をまとめて 税理士法人ゆびすい
by
税理士法人ゆびすい
PDF
4位_低燃費ぺあ_東北学院大学.pdf---------------------
by
課題解決PJ 事務局
PDF
3位_ Micromaterials_愛知学院大学.pdf-----------
by
課題解決PJ 事務局
PDF
chouhouobuse_202601slide_obusetown_nagano.pdf
by
ssuser31dbd1
PDF
EXPERTGARDEN_経営層の皆さま向け資料.pdfEXPERTGARDEN_経営層の皆さま向け資料.pdf
by
株式会社Saleshub
PDF
【第7章】第3層:風(業務改革)|地方中小企業向け-CX風林火山 実践ガイド-BSC理論×スタートアップサイエンス
by
めぐみ 長田
PDF
【採用ピッチ資料】ランド・ジャパンの未来の仲間たちへ_2026年改訂版資料.pdf
by
kurehanishio
PDF
3位【株式会社ローソン】三万日坊主_京都芸術大学 (1).pdf--------
by
課題解決PJ 事務局
PDF
5位_ラテン_成城大学.pdf-------------------------
by
課題解決PJ 事務局
PDF
1位_自然組.inc_東京理科大学.pdf-------------------
by
課題解決PJ 事務局
PDF
1位[ローソン]オオクワ型_成城大学----------------------
by
課題解決PJ 事務局
PDF
1位_自然組.inc_東京理科大学.pdf-------------------
by
課題解決PJ 事務局
PDF
4位【株式会社ローソン様_チームA.S_産業能率大学】 (1).pdf-----
by
課題解決PJ 事務局
PDF
2位【株式会社ローソン】チームわさび(社会6班)_大和大学 (1).pdf-------------
by
課題解決PJ 事務局
PDF
5位【株式会社ローソン】げきアツこ_高崎経済大学 (1).pdf--------
by
課題解決PJ 事務局
PDF
2位_ファイヤーサンダーバード_東京理科大学.pdf--------------
by
課題解決PJ 事務局
【会社紹介資料】株式会社カンゲンエージェント [ 2026/01 公開 ].pdf
by
recruit21
令和8年度(2026年)令和8年度税制改正大綱速報ポイント解説 要点をまとめて 税理士法人ゆびすい
by
税理士法人ゆびすい
4位_低燃費ぺあ_東北学院大学.pdf---------------------
by
課題解決PJ 事務局
3位_ Micromaterials_愛知学院大学.pdf-----------
by
課題解決PJ 事務局
chouhouobuse_202601slide_obusetown_nagano.pdf
by
ssuser31dbd1
EXPERTGARDEN_経営層の皆さま向け資料.pdfEXPERTGARDEN_経営層の皆さま向け資料.pdf
by
株式会社Saleshub
【第7章】第3層:風(業務改革)|地方中小企業向け-CX風林火山 実践ガイド-BSC理論×スタートアップサイエンス
by
めぐみ 長田
【採用ピッチ資料】ランド・ジャパンの未来の仲間たちへ_2026年改訂版資料.pdf
by
kurehanishio
3位【株式会社ローソン】三万日坊主_京都芸術大学 (1).pdf--------
by
課題解決PJ 事務局
5位_ラテン_成城大学.pdf-------------------------
by
課題解決PJ 事務局
1位_自然組.inc_東京理科大学.pdf-------------------
by
課題解決PJ 事務局
1位[ローソン]オオクワ型_成城大学----------------------
by
課題解決PJ 事務局
1位_自然組.inc_東京理科大学.pdf-------------------
by
課題解決PJ 事務局
4位【株式会社ローソン様_チームA.S_産業能率大学】 (1).pdf-----
by
課題解決PJ 事務局
2位【株式会社ローソン】チームわさび(社会6班)_大和大学 (1).pdf-------------
by
課題解決PJ 事務局
5位【株式会社ローソン】げきアツこ_高崎経済大学 (1).pdf--------
by
課題解決PJ 事務局
2位_ファイヤーサンダーバード_東京理科大学.pdf--------------
by
課題解決PJ 事務局
小集団活動 QCサークル発表事例
1.
小集団活動(QCサークル)発表事例 2016年7月20日 ク コンサルティングCreated by
匠の知恵 http://www.takuminotie.com/
2.
2005年 QCサークル発表大会 テーマ―:偏光板異物(自責)低減 (モデル機種:○○○)
3.
サークル名:○○サークル 氏名 役割 山田 太郎
リーダー 木村 花子 サブ リーダー 佐藤 次郎 書記 阿部 信一 田中 一郎 太田 健太 構成メンバー:
4.
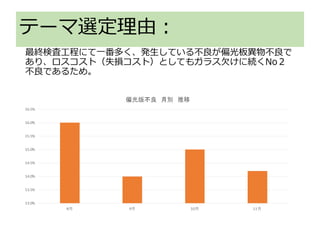
テーマ選定理由: 最終検査工程にて一番多く、発生している不良が偏光板異物不良で あり、ロスコスト(失損コスト)としてもガラス欠けに続くNo2 不良であるため。
5.
偏異・4%以下(’06年3月末迄) モデル機種:○○ 14.2% 12.0% 7.0% 5.0% 4.0% 0.0% 2.0% 4.0% 6.0% 8.0% 10.0% 12.0% 14.0% 16.0% 11 月実績 12
月 1 月 2月 3月 清掃作業、設備等を改善して偏光板不良低減活動を実施。 目標設定:
6.
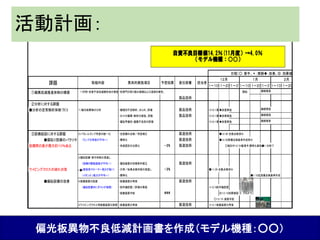
偏光板異物不良低減計画書を作成(モデル機種:○○) 部門: 液晶部 2005年下期 偏光板異物(自責)低減推進計画 1~1011~2021~311~1011~2021~311~1011~20 ①偏異低減推進体制の構築
1)月例・自責不良低減報告会の実施・各部門の取り組み実績および進捗を報告。 開始 継続実施 ②分析に対する課題 ■分析の定常解析体制づくり 1)偏光板異物の分析 ・機種別不良解析、まとめ、評価 ◇10/1着手◆改善実施 継続実施 ・日々の偏異・解析の実施、評価 ◇10/1着手◆改善実施 継続実施 ・偏貼号機別・偏異不良率の評価 ◇10/1着手◆改善実施 継続実施 ③設備起因に対する課題 2)パラレルランプ角度の統一化 ・全設備の点検/角度補正 ●12/20 全数点検済み ■偏貼り設備のバラツキ (ランプの角度が不均一) ・標準化 ●12/20設備点検基準作成済み 設備間の差が最大約10%ある ・角度固定の治具化 ○検討中12/31迄◇1/11着手,標準化実施●1/30完了 3)偏貼設備・保守体制の見直し (設備の駆動速度が不均一) ・偏貼装置の初期条件確立 ワイピングクロスの破れ対策 (面板受けローラー高さが高い) ・日常/始業点検内容の見直し ●11/29 全数点検済み (イオンガン風力が不均一) ・標準化 ●1/10迄設備点検基準作成 ■偏貼設備の改善 4)吸塵装置の設置 ・吸塵装置の考案 (偏貼設備内にダストが堆積) ・試作機設置/評価の実施 *12/5試作機設置 ・吸塵装置手配 ◎12/10効果確認:0.5%ダウン ○12/15:装置手配 5)ワイピングクロス用吸塵装置の設置 ・吸塵装置の考案 *12/1吸塵装置の考案 日程(○:着手、*:実験◆:改善、◎:効果確認、●:完了) 課題 取組内容 具体的実施項目 予想効果 2月 製品技術 責任部署 担当者 12月 1月 製品技術 製品技術 製造技術 製造技術 -3% 製造技術 製造技術 -3% 製造技術 ### 製造技術 自責不良目標値14.2%(11月度)→4.0% (モデル機種:○○) 活動計画:
7.
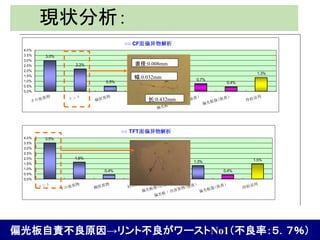
3.0% 2.2% 0.5% 0.1% 0.0% 0.7% 0.4% 1.3% 0.0% 0.5% 1.0% 1.5% 2.0% 2.5% 3.0% 3.5% 4.0% ○○ CF面偏异物解析 3.5% 1.6% 0.4% 0.0%
0.0% 1.3% 0.4% 1.5% 0.0% 0.5% 1.0% 1.5% 2.0% 2.5% 3.0% 3.5% 4.0% ○○ TFT面偏异物解析 偏光板自責不良原因→リント不良がワーストNo1(不良率:5.7%) 长:0.432mm 幅:0.032mm 直径:0.008mm 現状分析:
8.
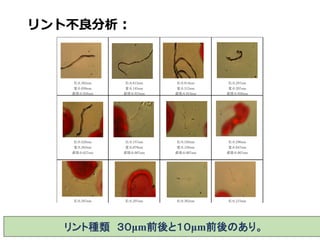
リント不良分析: リント種類 30μm前後と10μm前後のあり。 长:0.287mm 长:0.207mm
长:0.362mm 长:0.215mm 直径:0.027mm 直径:0.007mm 直径:0.007mm 直径:0.007mm 长:0.426mm 长:0.157mm 长:0.326mm 长:0.296mm 宽:0.263mm 宽:0.079mm 宽:0.128mm 宽:0.047mm 宽:0.058mm 宽:0.145mm 宽:0.312mm 宽:0.207mm 直径:0.028mm 直径:0.023mm 直径:0.024mm 直径:0.026mm 长:0.362mm 长:0.613mm 长:0.814mm 长:0.287mm
9.
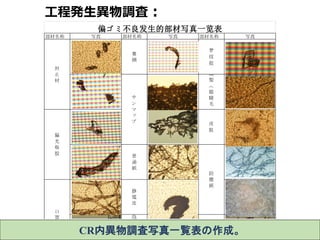
工程発生異物調査: CR内異物調査写真一覧表の作成。 部材名称 部材名称 部材名称 封 止 材 赛 钢 偏ゴミ不良发生的部材写真一览表 写真
写真 写真 梦 纹 胶 サ ン マ ッ プ 頭 髪 ( 眼 睫 毛 ) 防 塵 布 偏 光 板 胶 皮 肤 普 通 紙 防 塵 紙 口 罩 静 電 皮 泡 沫 ( 托
10.
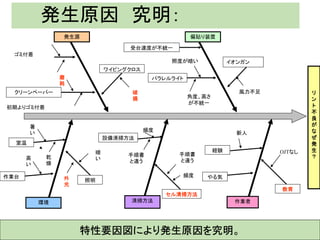
特性要因図により発生原因を究明。 リ ン ト 不 良 が な ぜ 発 生 ? パラレルライト イオンガン セル清掃方法 風力不足 角度、高さ が不統一 照度が暗い ワイピングクロス ゴミ付着 初期よりゴミ付着 照明 経験 作業台 室温 暑 い 高 い 暗 い 手順書 と違う やる気 教育 新人 OJTなし 受台速度が不統一 外 光 乾 燥 設備清掃方法 手順書 と違う 破 損 磨 耗 頻度 頻度 環境 清掃方法 作業者 発生源
偏貼り装置 クリーンペーパー 発生原因 究明:
11.
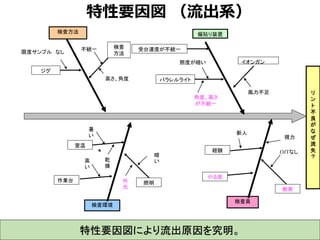
特性要因図 (流出系) 特性要因図により流出原因を究明。 リ ン ト 不 良 が な ぜ 流 失 ? 検査環境 偏貼り装置 検査員 検査方法 パラレルライト イオンガン 風力不足 角度、高さ が不統一 照度が暗い 検査 方法 高さ、角度 ジグ 視力 限度サンプル なし 照明 経験 作業台 室温 暑 い 高 い 暗 い やる気 教育 新人 OJTなし 受台速度が不統一 外 光 乾 燥 不統一
12.
マトリクス図: 課題の改善効果の重要度、優先順位を決定。 評価(1~5)5が最高点 課題 予想効果 実現性
ランク 担当 実施時期 生源の調査 1月30日完了 を断つ) ランプ角度の統一化 1月30日完了 プの角度が不均一) 時間ばらつき の駆動速度が不均一) 12月30日実験機 グクロスからの発陣塵対策 効果確認済み 受けローラー高さが高い) 効果確認済み 去対策 ンガン風力が不均一) 1月10日完了 置の設置 12月30日実験機 設備内浮揚ダスト除去) 効果確認済み グクロス用吸塵装置の設置 12月30日実験機 ピングクロスのゴミ除去) 効果確認済み 掃方法の標準化 1月開始 のふき取り作業が不均一) ウェアからの発塵対策 1月より開始 ーンウェアから発塵している) 程の追加 2月20日開始 除去工程清掃回数アップ 掃方法の再考 2月切より開始 運動の展開) の評価 2月切より開始 り優秀作業者の評価) 掃方法の標準化 1月切より開始 内にゴミが落ちている) ィルター流速向上検討 2月10日実験機 ス内クリーンエアの流速を改善) 効果・確認済み の再考(メッシュ化) 2月20日実験機 台の上にダストが堆積する) 効果・確認済み 0.5% 可 2 0.5% 可 2 1.0% 可 5 2.0% 可 5 1.0% 可 2 1.0% 可 2 3.0% 可 3 2.5% 可 5 0.5% 可 1 0.5% 可 1 3 2.0% 可 3 1.0% 可 3 3.0% 可 5 1.0% 可 1 3.0% 可
13.
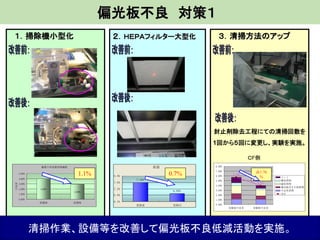
封止剤除去工程にての清掃回数を 1回から5回に変更し、実験を実施。 偏光板不良 対策1 1.掃除機小型化 偏異不良改善効果確認 4.00% 2.90% 0.00% 1.00% 2.00% 3.00% 4.00% 5.00% 改善前 改善後 不良率 表面 7.59% 6.90% 6.4% 6.8% 7.2% 7.6% 8.0% 更换前
更换后 2.HEPAフィルター大型化 0.7%1.1% 3.清掃方法のアップ 5.70% 3.94% 0.00% 1.00% 2.00% 3.00% 4.00% 5.00% 6.00% 7.00% 8.00% 実験前不良率 実験後不良率 リント 糊状異物 線状異物 偏光板内その他異物 不定形異物 合计 CF側 △1.76 % 清掃作業、設備等を改善して偏光板不良低減活動を実施。
14.
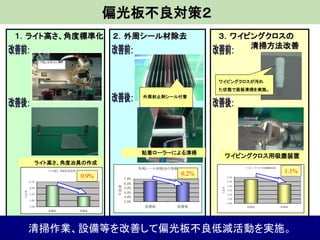
偏光板不良対策2 1.ライト高さ、角度標準化 2.外周シール材除去 3.ワイピングクロスの 清掃方法改善 清掃作業、設備等を改善して偏光板不良低減活動を実施。 ワイピングクロス用吸塵装置 ワイピングクロスが汚れ た状態で面板清掃を実施。 ライト高さ、角度冶具の作成 ライト高さ、角度治具効果 4.5% 5.0% 5.5% 6.0% 6.5% 改善前
改善後 不良率 0.9% 1.6% ワイピン グクロス吸塵機効果 0.0% 1.0% 2.0% 3.0% 4.0% 5.0% 6.0% 改善前 改善後 不良率 1.1% 外周封止剤シール付着 粘着ローラーによる清掃 外周シール材除去の効果 2.0% 3.0% 4.0% 5.0% 6.0% 7.0% 改善前 改善後 不良率 0.2%
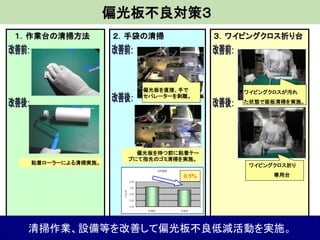
15.
偏光板不良対策3 1.作業台の清掃方法 2.手袋の清掃 3.ワイピングクロス折り台 清掃作業、設備等を改善して偏光板不良低減活動を実施。 ローラー高い為、ワイピング クロス清掃時に当たる 粘着ローラーによる清掃実施。 1.6% 偏光板を持つ前に粘着テー プにて指先のゴミ清掃を実施。 ワイピングクロスが汚れ た状態で面板清掃を実施。 偏光板を直接、手で セパレーターを剥離。 。 効果確認 4.0% 5.0% 6.0% 7.0% 8.0% 改善前
改善後 不良率 0.5% ワイピングクロス折り 専用台
16.
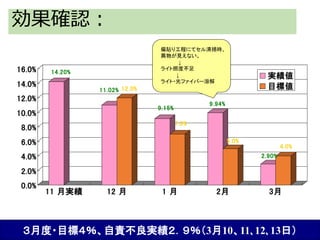
14.20% 11.02% 12.0% 9.15% 7.0% 9.94% 5.0% 2.90% 4.0% 0.0% 2.0% 4.0% 6.0% 8.0% 10.0% 12.0% 14.0% 16.0% 11 月実績
12 月 1 月 2月 3月 実績値 目標値 3月度・目標4%、自責不良実績2.9%(3月10、11、12、13日) 偏貼り工程にてセル清掃時、 異物が見えない。 ↓ ライト照度不足 ↓ ライト・光ファイバー溶解 効果確認:
17.
歯止め: 今回の改善対策内容を作業標準書に記載して標準化を実施。 不良分析の方法がわからず、活動が思うよう進まなかった、次回は 上司の意見等を参考にして活動を展開したい。 現在のワースト不良No1のガラス欠け不良の低減について取り組む。 反省: 今後の取り組み:
19.
2016年7月20日 ク コンサルティング Created by
匠の知恵 http://www.takuminotie.com/
Download





















































![【会社紹介資料】株式会社カンゲンエージェント [ 2026/01 公開 ].pdf](https://cdn.slidesharecdn.com/ss_thumbnails/202501ver-260122081900-e7a475ff-thumbnail.jpg?width=640&height=640&fit=bounds)










![1位[ローソン]オオクワ型_成城大学----------------------](https://cdn.slidesharecdn.com/ss_thumbnails/1-260120025741-59d1b2e9-thumbnail.jpg?width=640&height=640&fit=bounds)




