AMP Unit.3 advanced manufacturing techniques for material processing(badebhau4@gmail.com)
1. II Shri Swami Samarth II
Unit.3 AMP
Advanced Techniques For Material Processing
badebhau4@gmail.com
9673714743.
Content
1. STEM: Shape tube Electrolytic machining,
2. EJT: Electro Jet Machining,
3. ELID: Electrolytic In-process Dressing,
4. ECG: Electrochemical Grinding,
5. ECH: Elctro-chemical Etching
6. LBHT : Laser based Heat Treatment
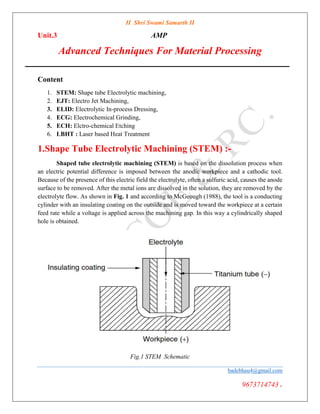
1.Shape Tube Electrolytic Machining (STEM) :-
Shaped tube electrolytic machining (STEM) is based on the dissolution process when
an electric potential difference is imposed between the anodic workpiece and a cathodic tool.
Because of the presence of this electric field the electrolyte, often a sulfuric acid, causes the anode
surface to be removed. After the metal ions are dissolved in the solution, they are removed by the
electrolyte flow. As shown in Fig. 1 and according to McGeough (1988), the tool is a conducting
cylinder with an insulating coating on the outside and is moved toward the workpiece at a certain
feed rate while a voltage is applied across the machining gap. In this way a cylindrically shaped
hole is obtained.
Fig.1 STEM Schematic
2. badebhau4@gmail.com
9673714743.
STEM is, therefore, a modified variation of the ECM that uses acid electrolytes. Rumyantsev and
Davydov (1984) reported that the process is capable of producing small holes with diameters of
0.76 to 1.62 mm and a depth-to-diameter ratio of 180:1 in electrically con- ductive materials. It is
difficult to machine such small holes using normal ECM as the insoluble precipitates produced
obstruct the flow path of the electrolyte.
The machining system configuration is similar to that used in ECM. However, it must be
acid resistant, be of less rigidity, and have a periodically reverse polarity power supply. The
cathodic tool electrode is made of titanium, its outer wall having an insulating coating to permit
only frontal machining of the anodic workpiece. The normal operating voltage is 8 to 14 V dc,
while the machining current reaches 600 A. The Metals Handbook (1989) reports that when a nitric
acid electrolyte solution (15% v/v, temperature of about 20°C) is pumped through the gap (at 1
L/min, 10 V, tool feed rate of 2.2 mm/min) to machine a 0.58-mm- diameter hole with 133 mm
depth, the resulting diametral overcut is 0.265 mm, and the hole conicity is 0.01/133.
The process also uses a 10% concentration sulfuric acid to prevent the sludge from
clogging the tiny cathode and ensure an even flow of electrolyte through the tube. A periodic
reversal of polarity, typically at 3 to 9 s pre- vents the accumulation of the undissolved machining
products on the cathode drill surface. The reverse voltage can be taken as 0.1 to 1 times the forward
machining voltage. In contrast to the EDM, EBM, and LBM processes, STEM does not leave a
heat-affected layer, which is liable to develop microcracks.
Process parameters
Electrolyte
Type Sulfuric, nitric, and hydrochloric acids
Concentration 10–25% weight in water
Temperature 38°C (sulfuric acid) 21°C (others)
Pressure 275–500 kPa
Voltage
Forward 8–14 V
Reverse 0.1–1 times the forward
Time
Forward 5–7 s
3. badebhau4@gmail.com
9673714743.
Reverse 25–77 ms
Feed rate 0.75–3 mm/min
Process capabilities
Hole size 0.5–6 mm diameter at an aspect ratio of 150
Hole tolerances 0.5-mm diameter ±0.050 mm
1.5-mm diameter ±0.075 mm
60-mm diameter ±0.100 mm
Hole depth ±0.050 mm
Because the process uses acid electrolytes, its use is limited to drilling holes in stainless
steel or other corrosion-resistant materials in jet engines and gas turbine parts such as,
■ Turbine blade cooling holes
■ Fuel nozzles
■ Any holes where EDM recast is not desirable
■ Starting holes for wire EDM
■ Drilling holes for corrosion-resistant metals of low conventional machinability
■ Drilling oil passages in bearings where EDM causes cracks.
Fig.2, Turbulated cooling holes produced by STEM
4. badebhau4@gmail.com
9673714743.
Figure 2. shows the shape of turbulators that are machined by intermittent drill advance during
STEM. The turbulators are normally used for enhancing the heat transfer in turbine engine-cooling
holes.
* Advantages
■ The depth-to-diameter ratio can be as high as 300.
■ A large number of holes (up to 200) can be drilled in the same run.
■ Nonparallel holes can be machined.
■ Blind holes can be drilled.
■ No recast layer or metallurgical defects are produced.
■ Shaped and curved holes as well as slots can be produced.
* Limitations
■ The process is used for corrosion-resistant metals.
■ STEM is slow if single holes are to be drilled.
■ A special workplace and environment are required when handling acid.
■ Hazardous waste is generated.
■ Complex machining and tooling systems are required.
2. Electrolytic In-process Dressing
Electrolytic in-process dressing (ELID) is traditionally used as a method of dressing a
metal bonded grind- ing wheel during a precision grinding process. The Electrolytic In-process
Dressing (ELID) is a new technique that is used for dressing harder metal-bonded superabrasive
grinding wheels while performing grinding. Though the application of ELID eliminates the wheel
loading problems, it makes grinding as a hybrid process. The ELID grinding process is the
combination of an electrolytic process and a mechanical process and hence if there is a change in
any one of the processes this may have a strong influence on the other. The ambiguities
experienced during the selection of the electrolytic parameters for dressing, the lack of knowledge
of wear mechanism of the ELID-grinding wheels, etc., are reducing the wide spread use of the
ELID process in the manufacturing industries.
5. badebhau4@gmail.com
9673714743.
Principle ELID
Electrolysis is a process where electrical energy is converted into chemical energy. The
process happens in an electrolyte, which gives the ions a possibility to transfer between two
electrodes. The electrolyte is the connection between the two electrodes which are also connected
to a direct current as illustrated in Figure 2.1, and the unit is called the electrolyze cell. When
electrical current is supplied, the positive ions migrate to the cathode while the negative ions
will migrate to the anode. Positive ions are called cations and are all metals. Because of their
valency they lost electrons and are able to pick up electrons. Anions are negative ions. They carry
more electrons than normal and have the opportunity to give them up. If the cations have contact
with the cathode, they get the electrons they lost back to become the elemental state. The anions
react in an opposite way when they contact with the anode. They give up their superfluous
electrons and become the elemental state. Therefore the cations are reduced and the anions are
oxidized. To control the reactions in the electrolyze cell various electrolytes (the electrolyte
contains the ions, which conduct the current) can be chosen in order to stimulate special reactions
and effects. The ELID uses similar principle but the cell is varied by using different anode and
cathode materials, electrolyte and the power sources suitable for machining conditions.
Figure 2.1 Electrolytic cell.
The cell is created using a conductive wheel, an electrode, an electrolyte and a power
supply, which is known as the ELID system. Figure 2.2 shows the schematic illustration of
the ELID system. The metal-bonded grinding wheel is made into a positive pole through the
application of a brush smoothly contacting the wheel shaft. The electrode is made into a
negative pole. In the small clearance of approximately 0.1 to 0.3 mm between the positive
and negative poles, electrolysis occurs through the supply of the grinding fluid and an electrical
current.
6. badebhau4@gmail.com
9673714743.
Figure 2.2 Schematic illustration of the ELID system.
The ELID grinding wheels are made of conductive materials i.e. metals such as cast
iron, copper and bronze . The diamond layer is prepared by mixing the metal and the diamond
grits with certain volume percentage, and the wheels were prepared by powder metallurgy. The
prepared diamond layer is attached with the steel hub as shown in Figure 2.3. The
grinding wheels are available in different size and shapes. Among them the straight type and
the cup shape wheels are commonly used.
Figure 2.3 Metal bonded grinding wheel.
* The function of the Electrolyte
The electrolyte plays an important role during in-process dressing. The performance of the
ELID depends on the properties of the electrolyte. If the oxide layer produced during electrolysis
is solvable, there will not be any oxide layer on the wheel surface and the material oxidized from
the wheel surface depends on the Faraday’s law. However, the ELID uses an electrolyte in
which the oxide is not solvable and therefore the metal oxides are deposited on the grinding
wheel surface during in-process dressing. The performance of different electrolytes has been
7. badebhau4@gmail.com
9673714743.
studied by Ohmori et al., which shows the importance of the selection of the electrolyte .
The electrolyte is diluted (2%) with water and used as an electrolyte and coolant for grinding.
The amount of chlorine presents in the water should be considered because it has a positive
potential, which has a significant influences on electrolysis.
* Power sources
Different power sources such as AC, DC and pulsed DC have been experimented with
the ELID. The applications and the advantages of different power sources were compared,
and the results were described in the previous studies [Ohmori, 1995, 1997]. However, the
recent developments show that the pulsed power sources can produce more control over the
dressing current than other power sources. When the DC-pulsed power source is used as the
ELID power supply, it is essential to understand the basics of pulsed electrolysis in order to
achieve better performance and control.
*Different methods of ELID.
ELID is classified into four major groups based on the materials to be ground and the
applications of grinding, even though the principle of in-process dressing is similar for all the
methods. The different methods are as follows:
1. Electrolytic In-process Dressing (ELID – I),
2. Electrolytic Interval Dressing (ELID – II),
3. Electrolytic Electrode-less dressing (ELID – III) and
4. Electrolytic Electrode-less dressing using alternate current (ELID – IIIA).
1. Electrolytic In-process Dressing (ELID – I)
This is the conventional and most commonly studied ELID system, where a
separate electrode is used. The basic ELID system consists of an ELID power
supply, a metal-bonded grinding wheel and an electrode. The electrode used could
be 1/ 4 or 1/6 of the perimeter of the grinding wheel. Normally copper or graphite
could be selected as the electrode materials. The gap between the electrode and
the grinding wheel was adjusted up to 0.1 to 0.3 mm. Proper gap and coolant flow
rate should be selected for an efficient in- process dressing. Normally arc shaped
electrodes are used in this type of ELID and the wheel used is either straight type.
8. badebhau4@gmail.com
9673714743.
Fig . ELID 1 arrangement for spherical superfinishing
2. Electrolytic Interval Dressing (ELID – II)
Small-hole machining of hard and brittle materials is highly demanded in most of the
industrial fields. The problem in micro-hole machining includes the following:
• Difficult to prepare small grinding wheels with high quality,
• Calculation of grinding wheel wear compensation and
• Accuracy and surface finish of the holes are not satisfactory.
The existing ELID grinding process is not suitable for micro-hole machining because of
the difficulty of mounting of an electrode. Using the combination of sintered metal bonded
grinding wheels of small diameter, Electric Discharge Truing (EDT) and Electrolytic Interval
Dressing (ELID–II) could solve the problems in micro-hole machining. The smallest grinding
wheel for example 0.1 mm can also be trued accurately by using EDT method, which uses
DC-RC electric power. The small grinding wheels can be pre-dressed using electrolysis in order
to gain better grain protrusions. The dressing parameters should be selected carefully to avoid
excessive wear of grinding wheel. The grinding wheel is dressed at a definite interval based on
the grinding force. If the grinding force increases beyond certain threshold value, the wheel is re-
dressed.
3. Electrode-less In-process dressing (ELID– III)
Grinding of materials such as steel increases the wheel loading and clogging due to the
embedding of swarf on the grinding wheel surface and reduces the wheel effectiveness. If the size
of swarf removal is smaller, the effectiveness of the grinding wheel increases. For machining
conductive materials like hardened steels, metal-resin-bonded grinding wheels have been used.
The conductive workpiece acts as the electrode and the electrolysis occurs between the grinding
9. badebhau4@gmail.com
9673714743.
wheel and the work piece. Normally the bonding material used for grinding wheel is copper or
bronze. The electrolytic layer is formed on the work piece and it is removed by the diamond grits.
Thus the swarf production is controlled by using electrode-less in-process dressing (ELID–III).
During electrolytic dressing, the base material is oxidized and the wheel surface contains resin and
diamond grits. Theoretically the metal bond is removed by electrolysis, but the experimental
results showed that the grinding wheel surface contains cavities, which is caused due to electric
discharge. When high electric parameters are elected, the amount of electric discharge increases
and it causes damage on both the wheel and ground surfaces. For better surface finish, low voltage,
low current, low duty ratio and low in- feed rate should be selected.
4. Electrode-less In-process dressing using alternative current (ELID–IIIA)
The difficulties of using electrode-less in-process dressing could be eliminated with the
application of ELID-IIIA. The alternative current produces a thick oxide layer film on the surface
of the workpiece, which prevents the direct contact between the grinding wheel and the workpiece.
Thus the electric discharge between the wheel and workpiece is completely eliminated and the
ground surface finish is improved.
The concept of the ELID is to provide uninterrupted grinding using harder metal-bonded
wheels. The problems such as wheel loading and glazing can be eliminated by introducing
an ‘electrolyze cell’ (anode, cathode, power source and electrolyte) during grinding, which
stimulates electrolysis whenever necessary. The electrolyze cell required for the in-process
dressing is different from the cell used for standard electrolysis or electroplating. Therefore,
attention should be focused on the selection of factors such as the bond-material for the grinding
wheels, electrode material, the electrolyte and the power source. If any one of the parameters is
not chosen properly, the result obtained from the electrolysis will be different. Therefore, an
adequate knowledge about the electrolysis is necessary before incorporate with the machining
process. This chapter provides the necessary information about the ELID, selection of bond
material for the ELID, the electrode material selection for the grinding wheels, electrolyte and the
power source selections.
Application
The structural ceramic components
Bearing steel
Chemical vapor deposited silicon carbide (CVD- SiC)
Precision internal grinding
Mirror surface finish on optical mirrors
Micro lens
Form grinding
10. badebhau4@gmail.com
9673714743.
Die materials
Precision grinding of Ni-Cr-B-Si composite coating
Micro-hole machining
ELID-lap grinding
Grinding of silicon wafers
3. Electrochemical Grinding
Electrochemical grinding (ECG) utilizes a negatively charged abrasive grinding wheel,
electrolyte solution, and a positively charged work- piece, as shown in Fig. 3.1. The process is,
therefore, similar to ECM except that the cathode is a specially constructed grinding wheel instead
of a cathodic shaped tool like the contour to be machined by ECM. The insulating abrasive material
(diamond or aluminum oxide) of the grinding wheel is set in a conductive bonding material. In
ECG, the nonconducting abrasive particles act as a spacer between the wheel conductive bond and
the anodic workpiece. Depending on the grain size of these particles, a constant interelectrode gap
(0.025 mm or less) through which the electrolyte is flushed can be maintained.
Figure 3.1 Surface ECG
The abrasives continuously remove the machining products from the working area. In the
machining system shown in Fig. 3.2, the wheel is a rotating cathodic tool with abrasive particles
(60–320 grit number) on its periphery. Electrolyte flow, usually NaNO3, is provided for ECD.
The wheel rotates at a surface speed of 20 to 35 m/s, while current rat- ings are from 50 to 300A.
Material removal rate
When a gap voltage of 4 to 40 V is applied between the cathodic grind- ing wheel and the anodic
workpiece, a current density of about 120 to 240 A/cm2 is created. The current density depends
on the material being machined, the gap width, and the applied voltage. Material is mainly
removed by ECD, while the MA of the abrasive grits accounts for an additional 5 to 10 percent
of the total material removal.
11. badebhau4@gmail.com
9673714743.
Figure 3.2 ECG machining system components.
Removal rates by ECG are 4 times faster than by conventional grind- ing, and ECG always
produces burr-free parts that are unstressed. The volumetric removal rate (VRR) is typically 1600
mm3/min. McGeough (1988) and Brown (1998) claimed that to obtain the maximum removal
rate, the grinding area should be as large as possible to draw greater machining current, which
affects the ECD phase. The volumetric removal rate (mm3/min) in ECG can be calculated using
the following equation:
VRR =
εI
ρF
where e = equivalent weight, g
I = machining current, A
r = density of workpiece material, g/mm3
F = Faraday’s constant, C
ECG is a hybrid machining process that combines MA and ECD. The machining rate,
therefore, increases many times; surface layer prop- erties are improved, while tool wear and
energy consumption are reduced. While Faraday’s laws govern the ECD phase, the action of the
abrasive grains depends on conditions existing in the gap, such as the electric field, transport of
electrolyte, and hydrodynamic effects on boundary layers near the anode. The contribution of
12. badebhau4@gmail.com
9673714743.
either of these two machining phases in the material removal process and in surface layer formation
depends on the process parameters. Figure 3.3 shows the basic components of the ECG process.
The contribution of each machining phase to the material removal from the workpiece has resulted
in a considerable increase in the total removal rate QECG, in relation to the sum of the removal
rate of the electrochemical process and the grinding processes QECD and QMA, when keeping
the same values of respective parameters as during the ECG process.
Figure 3.3 ECG process components.
Fig. 3.4, the introduction of MA, by a rotary conductive abrasive wheel, enhances the ECD
process. The work of the abrasive grains performs the mechanical depolarization by abrading
the possible insoluble films from the anodic workpiece surface. Such films are especially formed
in case of alloys of many metals and cemented carbides. A specific purpose of the abrasive grains
is, therefore, to depassivate mechanically the work- piece surface. In the machining zone there
is an area of simultaneous ECD and MA of the workpiece surface, where the gap width is less
than the height of the grain part projecting over the binder. Another area of pure
electrochemical removal where the abrasive grains do not touch the workpiece surface exists at
the entry and exit sides of the wheel.
13. badebhau4@gmail.com
9673714743.
Figure 3.4 ECD and MA in the machining gap during ECG.
Process Characteristics
1. The life of grinding wheel in ECG process is very high as around 90% of the metal is removed
by electrolysis action and only 10% is due to the abrasive action of the grinding wheel.
2. The ECG process is capable of producing very smooth and burr free edges unlike those formed
during the conventional grinding process (mechanical).
3. The heat produced in the ECG process is much less, leading to lesser distortion of the workpiece.
4. The major material removal activity in ECG process occurs by the dissolving action through the
chemical process. There is very little tool and workpiece contact and this is ideally suited for
grinding of the following categories:
5. Fragile work-pieces which otherwise are very difficult to grind by the conventional process
6. The parts that cannot withstand thermal damages and
7. The parts designed for stress and burr free applications.
Applications
The ECG process is particularly effective for
1. Machining parts made from difficult-to-cut materials, such as sintered carbides, creep-resisting
(Inconel, Nimonic) alloys, titanium alloys, and metallic composites.
2. Applications similar to milling, grinding, cutting off, sawing, and tool and cutter sharpening.
14. badebhau4@gmail.com
9673714743.
3. Production of tungsten carbide cutting tools, fragile parts, and thin- walled tubes.
4. Removal of fatigue cracks from steel structures under seawater. In such an application holes
about 25 mm in diameter, in steel 12 to25 mm thick, have been produced by ECG at the ends of
fatigue cracks to stop further development of the cracks and to enable the removal of specimens
for metallurgical inspection.
5. Producing specimens for metal fatigue and tensile tests.
6. Machining of carbides and a variety of high-strength alloys.
The ECG process can be applied to the following common methods of grinding
1. face wheel grinding,
2. cone wheel grinding,
3. peripheral or surface grinding,
4. form wheel or square grinding.
The process is not adapted to cavity sinking, and therefore it is unsuitable for the die-
making industry.
Advantages
■ Absence of work hardening
■ Elimination of grinding burrs
■ Absence of distortion of thin fragile or thermo sensitive parts
■ Good surface quality
■ Production of narrow tolerances
■ Longer grinding wheel life
Disadvantages
■ Higher capital cost than conventional machines
■ Process limited to electrically conductive materials
■ Corrosive nature of electrolyte
■ Requires disposal and filtering of electrolyte
15. badebhau4@gmail.com
9673714743.
4. Elctro-Chemical Etching (ECE)
Etching.
This is the material removal step. The part is immersed in an etchant that chemically attacks those
portions of the part surface that are not masked. The usual method of attack is to convert the work material
(e.g. a metal)into a salt that dissolves in the etchant and is there by removed from the surface. When the
desired amount of material has been removed, the part is withdrawn from the etchant and washed to stop
the process. Etching is usually done selectively, by coating surface areas that are to be protected and leaving
other are as exposed for etching. The coating may be an etch-resistant photoresist, or it may be a previously
applied layer of material such as silicon dioxide.
There are two main categories of etching process in semiconductor processing: wet
chemical etching and dry plasma etching. Wet chemical etching is the older of the two processes
and is easier to use. However, there are certain disadvantages that have resulted in growing use of
dry plasma etching.
1. Wet chemical etching :-
Wet chemical etching involves the use of an aqueous solution, usually an acid, to etch away
a target material. The etching solution is selected because it chemically attacks the specific material
to be removed and not the protective layer used as a mask. In its simplest form, the process can be
accomplished by immersing the masked wafers in an appropriate etchant for a specified time and
then immediately transferring them to a thorough rinsing procedure to stop the etching. Process
variables such as immersion time, etchant concentration, and temperature are important in
determining the amount of material removed.
Figure 4.1 Profile of a properly etched layer
A properly etched layer will have a profile as shown in Figure 4.1. Note that the etching
reaction is isotropic (it proceeds equally in all directions), resulting in an undercut below the
16. badebhau4@gmail.com
9673714743.
protective mask. Perfectly anisotropic etching occurs in only one direction. In general, wet
chemical etching is isotropic, and so the mask pattern must be sized to compensate for this effect.
Note also that the etchant does not attack the layer below the target material in our
illustration. In the ideal case, an etching solution can be formulated that will react only with the
target material and not with other materials in contact with it. In practical cases, the other materials
exposed to the etchant maybe attacked but to a lesser degree than the target material. The etch
selectivity of the etchant is the ratio of etching rates between the target material and some other
material, such as the mask or substrate material. For example, etch selectivity of hydrofluoric acid
for SiO2 over Si is infinite. If process control is inadequate, either under-etching or over-etching
can occur, as in Figure 4.1. Under etching, in which the target layer is not completely removed,
results when the etching time is too short and/or the etching solution is too weak. Over-etching
involves too much of the target material being removed, resulting in loss of pattern definition and
possible damage to the layer beneath the target layer. Over-etching is caused by overexposure to
the etchant.
Advantages
- Low Cost
- Reliability
- High Throughput
- Excellent Selectivity
Disadvantage
- Very hard to control Critical feature Dimension
- Difficult to control the degree of overetching due to undercut
- Decrease in Etch rate as Reagent solutions are consumed
- Hazardous and Difficult to handle
- Toxic Fume
Applications of Wet Process
- Silicon Oxide Etch
SiO2 + 6HF ® H2SiF6 + 2H2O
HF : Etchant, NH4F : Buffering Agent
17. badebhau4@gmail.com
9673714743.
- Poly-Si Etch
Si + HNO3 + 6HF ® H2SiF6 + HNO2 + H2 + H2O
HNO3 : Oxidant, HF : Etchant, CH3COOH : Buffering Agent
- Al Etch
HNO3 : Oxidant, H3PO4 : Etchant
- Silicon Nitiride Etch
Hot (>150°C) H3PO4 : Etchant
2. Dry Plasma Etching :-
This etching process uses an ionized gas to etch a target material. The ionized gas is created
by introducing an appropriate gas mixture into a vacuum chamber and using radio frequency (RF)
electrical energy to ionize a portion of the gas, thus creating a plasma.
FIGURE 4.2, Two problems in etching: (a) under-etching and (b) over-etching.
The high-energy plasma reacts with the target surface, vaporizing the material to remove
it. There are several ways in which a plasma can be used to etch a material; the two principal
processes in IC fabrication are plasma etching and reactive ion etching.
In plasma etching, the function of the ionized gas is to generate atoms or molecules that
are chemically very reactive, so that the target surface is chemically etched upon exposure. The
plasma etchants are usually based on fluorine or chlorine gases. Etch selectivity is generally more
of a problem in plasma etching than in wet chemical etching. For example, etch selectivity for
SiO2 over Si in a typical plasma etching process is 15 at best, compared with infinity with HF
chemical etching.
18. badebhau4@gmail.com
9673714743.
FIGURE 4.3, (a) A fully anisotropic etch, with A=1; and (b) a partially anisotropic
etch, with A=approximately 1.3.
An alternative function of the ionized gas can be to physically bombard the target material,
causing atoms to be ejected from the surface. This is the process of sputtering, one of the
techniques in physical vapor deposition. When used for etching, the process is called sputter
etching. Although this form of etching has been applied in semiconductor processing, it is much
more common to combine sputtering with plasma etching as described in the preceding, which
results in the process known as reactive ion etching. This produces both chemical and physical
etching of the target surface.
The advantage of the plasma etching processes over wet chemical etching is that they are
much more anisotropic. This property can be readily defined with reference to Figure 4.3. In (a),
a fully anisotropic etch is shown; the undercut is zero. The degree to which an etching process is
anisotropic is defined as the ratio:
A=d / u…………………………………… (1)
Where A=degree of anisotropy; d=depth of etch, which in most cases will be the thickness of the
etched layer; and u = the undercut dimension, as illustrated in Figure 4.3(b). Wet chemical etching
usually yields A values around 1.0, indicating isotropic etching.
Plasma etching and reactive ion etching have high degrees of anisotropy, but below those
achieved in sputter etching. As IC feature sizes continue to shrink, anisotropy becomes
increasingly important for achieving the required dimensional tolerances.
19. badebhau4@gmail.com
9673714743.
3. Chemical Etching
Chemical etching is done by free radicals.
Free radicals are neutral molecules that have incomplete bonding (unpaired
electrons)
For example,
eFCFCFe 34
Both F and CF3 are free radicals.
Both are highly reactive.
F wants 8 electrons rather than 7 and reacts quickly to find a shared electron.
The idea is to get the free radical to react with the material to be etched (Si, SiO2).
The byproduct should be gaseous so that it can be transported away.
The reaction below is such a reaction,
4SiFSi4F
Thus, we can etch Si with CF4.
There are often several more complex intermediate states.
Gas additives can be used to increase the production of the reactive species (O2 in CF4)
The chemical component of plasma etching occurs isotropically.
This is because,
- The arrival angles of the species is isotropic
- There is a low sticking coefficient (which is more important)
The arrival angle follows what we did in deposition and there is a cosn
dependence
where n=1 is isotropic
The sticking coefficient is,
incident
reacted
c
F
F
S
20. badebhau4@gmail.com
9673714743.
Fig 4.4 Process involved in chemical etching during plasma etch process
A high sticking coefficient means that the reaction takes place the first time the ion
strikes the surface.
For lower sticking coefficients, the ion can leave the surface (usually at random angles)
and strikes the surface somewhere else.
One would guess that the sticking coefficient for reactive ions is high
However, there are often complex reactions chained together. This complexity often
means low sticking coefficients
Sc for O2/CF4 on Si is about 0.01
This additional “bouncing around” of the ions leads to isotropic etching.
Since free radicals etch by chemically reacting with the material to be etched, the
process can be highly selective
21. badebhau4@gmail.com
9673714743.
Advantages
- Isotropic
- Purely Chemical Reaction
- High Pressure
- Batch Wafer Type
- Less Electrical Damage
- Doesn’t require as high doping level as boron
-Better thickness control
-Less stress on wafer
- Batch fabrication *(Electrodless)
22. badebhau4@gmail.com
9673714743.
5.0 ELECTRO JET MACHINING
ELECTRO JET DRILLING
Introduction
Demands of small size machines have directed our attention to nontraditional techniques .
EJD is Non-traditional method Micro level hole drilling . Use in cooling holes in jet turbine blades,
printed circuit board, inkjet printer head, surgical implants.
Working
EJD is a non-conventional machining process in which a negatively charged stream of
acid electrolyte is impinged on the workpiece to form a hole. The acid electrolyte (10-25%
concentration) is passed under pressure (0.3-1.0 N/mm2 ) through a finely drawn glass tube nozzle.
The electrolyte jet gets charged when a platinum wire, inserted into the glass tube is connected to
the negative terminal of DC power supply. The workpiece acts as anode. When a suitable electric
potential is applied across the two electrodes, the material removal takes place through electrolytic
dissolution as the charged electrolyte stream strikes the workpiece. The metal ions thus removed
from the work surface are carried away with the flow of the electrolyte. A much longer and thinner
electrolyte flow path requires much higher voltage (150-750V) so as to effect sufficient current
flow.
1: DC Power supply; 10: Pump;
2: Nozzle manifold; 11: Filter;
3: Microprocessor; 12: Electrolyte tank;
4: Stepper motor; 13: Screw pump;
5: Glass tube nozzle; 14: Speed variator;
6: Workpiece; 15:Pump motor.
7:Perspex enclosure;
8: Pressure gauge;
9: Electrolyte tank;
Fig.1 Schematic of experimental setup for electro jet drilling
For each particular run, the specified input parameters were set and through hole were
machined. Completion of hole was marked by the exit of the jet through the workpiece. The time
23. badebhau4@gmail.com
9673714743.
taken for machining a through hole was recorded by an electronic timer. An electronic balance
(Metler, LC: 0.1mg) was used to weigh the workpiece before and after drilling. The rate of
machining was determined using equation (1). The hole size measurements were taken using
Toolmakers microscope. A total of three diameter measurements were made at hole orientations
60 degree apart and averaged values were used in calculations. The radial overcut was determined
using equation (2). Based on the entry side hole diameter and exit side hole diameter
measurements, the hole taper was calculated using the equation (3).
Fig 2. Working Principle
24. badebhau4@gmail.com
9673714743.
MRR
Applied Voltage – As voltage increases-current increases-MRR increases(Faraday’s Law) –
Increases rapidly above 350 V
Electrolyte Conc. – Increase in electrolytes conc. –increases MRR –because it increases
conductivity –more amount of current flow
Feed rate – Increase in FR-reduces inter electrode gap- leads to smaller ohmic resistance-inc
electrolyzing current.
Overcut
Applied Voltage – Increases in applied voltage- greater overcut
Electrolyte Conc. – Increase in electrolytic conc.-greater overcut •
Feed Rate – Higher feed rate-less radial overcut-because less interaction time
Current – Inc. in current-increases overcut
Hole Taper
Hole taper –depends on diff. between hole entrance diameter and hole exit diameter.
Increasing applied voltage and electrolyte concentration- results in greater hole taper - reasons
for this is that the electro jet remains in contact with the entry side of the workpiece for a
maximum period of time resulting in a larger hole entrance diameter than the hole exit
diameter.
Advantages
– Micro-level holes can be made.
– Applied on hard and brittle material
– Material are removed easily
– Less costly than traditional drilling
Disadvantages
– Set up should not vibrate otherwise hole will get large or deform.
– More maintenance
25. badebhau4@gmail.com
9673714743.
6.0 Laser based Heat Treatment
Laser beam (LB) heating uses a high-intensity beam of coherent light focused on a small
area. The beam is usually moved along a defined path on the work surface, causing heating of the
steel into the austenite region. When the beam is moved, the area is immediately quenched by
heat conduction to the surrounding metal. Laser is an acronym for light amplification by
stimulated emission of radiation. The advantage of LB over Electron beam EB heating is that
laser beams do not require a vacuum to achieve best results. Energy density levels in Electron
beam (EB) and LB heating are lower than in cutting or welding.
Laser beam technology has led to the possibility of localized modifications to the
microstructures of a range of materials. Such modifications can lead to improved service
properties in the surface layers of a component, while leaving the bulk properties essentially
unchanged. There are number of mechanisms by which these changes can be brought about, but
all depend on the ability to manipulate the laser beam accurately, and on the high power density
of the beam. The common advantages of laser surfacing compared to alternative processes are:
• Chemical cleanliness and cosmetic appearance
• Minimal heat input, since the source temperature is so high, transformation occurs so
quickly and the heat input to the part is very low. This reduces the distortion and the heat-
affected zone is very small.
• No post machining required
• Non-contact process
• Ease of integration
LASER HEAT TREATMENT PRINCIPLES
The principles of laser heating are similar to those of conventional through heating. The
time scales involved in the former are, however, typically an order of magnitude shorter. Whereas
heating is conventionally induced by a furnace, flame, arc or induction coil, the laser beam is
26. badebhau4@gmail.com
9673714743.
focused or shaped into a suitable pattern and scanned over the component. The high energy density
laser beam heats the surface much more rapidly, reducing the time for conduction into the bulk of
the component. Laser heat treatment and surfacing techniques must complete directly with a wide
range of comparatively low cost conventional processes and must therefore offer significant
advantages.
The laser emits a beam of energy, in the form of either continuously or pulsed. The power
of the beam and the diameter of the focused laser beam can be combined to give one laser
parameter, the power density. The second and other parameter of laser treatment is the rate at
which the power density is moved across a surface. This is often expressed as the interaction time,
i.e. the length of time that the laser beam is focused on any one point on the surface. Figure 1.
shows a range of laser material processes that can occur at different power densities and interaction
time and Figure 2. shows a modified version representing only the heat treatment processes.
Figure 1: Range of laser processes mapped against power density and interaction tine
27. badebhau4@gmail.com
9673714743.
Figure 2: Laser heat-treating regimes
Materials of high hardenability may be processed with lower power density and a higher
interaction time, in order to achieve a homogeneous case with significant depth. Materials with
low hardenability are processed with higher power density and lower interaction times in order to
generate the rapid cooling rates required for martensite formation at expense of a shallower case.
Laser sources
Currently four different type of laser sources i.e. CO 2, lamp and diode pumped Nd: YAG
and high power diode lasers are being used for laser heat- treatment applications. Until about 10
years ago, only CO2 laser beams were able to deliver the combination of power density and
interaction time necessary for laser heat treatment. The development of multikilowatt Nd: YAG
lasers with both flash lamp and diode pumping provide an alternative source, with several
advantages. One of the main advantage of the Nd: a YAG laser source is that the wavelength of
the laser light (1.06 µm) allows the beam to be delivered via an optical fiber with relatively small
energy losses. This allows flexible delivery of the laser beam at the processing head. Consequently,
Nd: YAG lasers providing high levels of laser power can be manipulated using robot , making
them ideal for three- dimensional processing.
As the beam wavelength decreases i.e. 1.06µm compared to 10.6µm for CO 2 laser, the
absorptivity of metal surfaces increases, and so an absorptive coating is no longer necessary, thus
simplifying the operation considerably. More recently, multikilowatt diode lasers have been
developed with wavelength of 0.8µm, which are compact and can be mounted directly on a robot
for hardening of complex geometry components.
28. badebhau4@gmail.com
9673714743.
Beam shape
A round beam is often used for hardening with CO 2 and Nd: YAG laser beams. This is
created by simply defocusing the beam, and is a satisfactory solution for many engineering
applications. The depth profile of hardened region can be approximated as the mirror image of the
beam intensity distribution, with reduced amplitude and some rounding of the edges resulting from
lateral heat flow. By using beam shaping optics, the shape of the hardened sections can be varied
and may be possible to harden with higher coverage rates. If a uniform depth profile of constant
width is needed, a kaleidoscope is the cheapest solution.
PROCESS PARAMETERS
1. Shield gas
Shield gas serves two functions in laser heat treatments. It shields the heated/melt
zone from oxidation and also protects the focusing optics from the fumes. Argon and nitrogen
shield gases are normally used and typical flow rates are around 20l/min. The flow rate will depend
on the method of shielding and also diameter of nozzle that is being used to deliver the gas.
2. Feed rate
The length of the beam in the travel direction is fixed by the power density and track width
requirements. A power level in the range 1-4kW is normally used. A high power enables high feed
rate (Figure 6) to be used, with correspondingly high coverage rates. However, the practical range
that can be used considerably as risk of both overheating, leading to surface melting or an
insufficient peak temperature with no hardening. Feed rate is the variable that is normally changed
when fine-tuning the process in order to achieve the required hardened depth and degree of
homogenization.
System basics
Three elements that make up a basic laser processing sys- tem are materials handling,
motion and controls, and the laser light source. These sys- tem elements are not unique when
considering many materials processing cells used in industry today. Compared with prime
competitors of laser technology, such as induction and flame hardening systems, the only
fundamental change is the use of a laser for the energy source.
As with many other materials processing systems, materials handling is a major
consideration in a laser-treating system. The issue is more than just getting parts in and out, as the
economics of moving parts from one position to another can be a significant factor. From manual
29. badebhau4@gmail.com
9673714743.
systems used in job shops to complete automation on the manufacturing floor, the cost of materials
handling can exceed that of motion and control and the laser combined. When considering a laser
system, it is important to determine as closely as possible what the laser “on-time” is for a
particular product. The laser should be used to treat parts at a duty cycle of 75% or bet- ter. Because
typical cycles range between less than a second to as long as 30 minutes, each application provides
unique challenges.
Motion and control for laser systems often is more sophisticated than that required for
competing technologies. Lasers are ideally suited to computer control, capable of being turned on
and off in a matter of milliseconds. It is not unusual for a laser process to be con- trolled to one-
tenth of a second. Such accuracy requires close control of both of time and position.
Many cutting and welding systems are accurate to 0.001 in. (0.02 mm) and repeatable to
0.0005 in. (0.01 mm). Although most heat treating applications do not require such close control,
the potential exists to treat parts small- er than the head of a pin with accuracy and repeatability.
Besides providing exceptional control, laser hardening systems provide flexibility in that
changeover to another product often can be performed simply by selecting a new pro- gram and
exchanging tooling. Selection of the type of laser, the third basic element of a system, can be
difficult for those not familiar with the technology. The many avail- able choices boil down to
three basic technologies: car- bon dioxide (CO2) lasers, neodymium: yttrium-aluminum-garnet
(Nd:YAG) lasers, and high-power direct diode (HPDD) lasers. The likely choice was CO2 until as
recently as five years ago. However, a wider choice due the commercial availability of both high-
power Nd:YAG and HPDD lasers over the past several years has complicated the selection
process.
Lasers used for heat treating have wavelengths that fall between 800 and 10,600 nm. Over
this range of wavelengths, iron has nearly a four fold increase in absorption. Because of such poor
absorption at longer wavelengths, it is necessary to modify the surface condition of a part to
efficiently absorb light. This can be done by roughening the surface, but the most common method
is to apply an absorptive coating such as paints, inks, phosphates, oxides and oxyacetylene soot.
Workpiece temperature also affects absorption in favor of laser heat treating. Results show that
using a wavelength of 1,060 nm, absorption by steel during laser heat treatment is approximately
30. badebhau4@gmail.com
9673714743.
60% and can be improved to 85% by the addition of a suitable coating. At 10,600 nm, absorption
can exceed 70% when coatings are applied to a surface. Coating application can be automated and
performed in the laser cell with little to no drying time, as in the case of paints, or it can be applied
in advance. Because of costs associated with the application and removal of coatings, the shorter
wavelength light sources are attractive to many use.
Application
Automotive and machine tool industries have been responsible for much of the laser heat-
treatment process development and some of the applications are listed in the Table 1.
Table 1: Few industrial application of laser transformation hardening
**********Thank You**********