
![Total ore requirement will be 550 to meet Vision 2030 of MOS(300MnT PA)
Present ore requirement equals 380MnT
Pellet 85 100
Sponge iron 48 80
Steel 110 200
Iron ore production has to keep pace with capacity
increase every year
If supply side is adequate, price in auto correction
mode
Presently, supply o f iron ore is throttled due to
various reasons
Pelletisation with Beneficiation will increase the feeding to Steel Plants
by 15 years to achieve production of 300MnT Steel(500MnT of Iron ore)
Type Proved Probable Remaining
resources
Grand total
Hematite 5982042 2111504 9788551 17882098
Magnetita 15973 5783 10622305 10644061
Total 5998015 2117287 20410856 28526158
Out of total 28.5 billion tonnes of iron ore;around 20% are of high grade,30% of medium
grade & 50% of low grade.
Around 25 to 30 % of low grade fines of grade 45 to 60% Fe being generated every year. These
are continuously lying in dumps in the mining lease hold areas.
[Source: Indian Mineral Year book 2010,Indian Bureau of Mines]
akmistrymistry@gmail.com,8895500177,9968605977](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Pellet and its use in blast furnace
Similar to Pellet and its use in blast furnace (20)
Recently uploaded
Recently uploaded (20)
Pellet and its use in blast furnace
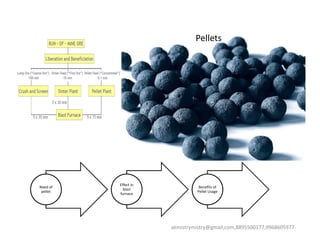
- 1. Pellets akmistrymistry@gmail,com,8895500177,9968605977 Need of pellet Effect in blast furnace Benefits of Pellet Usage
- 2. Total ore requirement will be 550 to meet Vision 2030 of MOS(300MnT PA) Present ore requirement equals 380MnT Pellet 85 100 Sponge iron 48 80 Steel 110 200 Iron ore production has to keep pace with capacity increase every year If supply side is adequate, price in auto correction mode Presently, supply o f iron ore is throttled due to various reasons Pelletisation with Beneficiation will increase the feeding to Steel Plants by 15 years to achieve production of 300MnT Steel(500MnT of Iron ore) Type Proved Probable Remaining resources Grand total Hematite 5982042 2111504 9788551 17882098 Magnetita 15973 5783 10622305 10644061 Total 5998015 2117287 20410856 28526158 Out of total 28.5 billion tonnes of iron ore;around 20% are of high grade,30% of medium grade & 50% of low grade. Around 25 to 30 % of low grade fines of grade 45 to 60% Fe being generated every year. These are continuously lying in dumps in the mining lease hold areas. [Source: Indian Mineral Year book 2010,Indian Bureau of Mines] akmistrymistry@gmail.com,8895500177,9968605977
- 3. PELLETS IN IRON & STEEL MAKING-how Pellets contribute to reduction in CO2emmission • Considering 100 Million Tonnes of Steel production & 85 Million Tonnes of Pellet production per year, following CO2 emissions can be reduced per year. • 1)Mining–As perFIMI,around100 million tonnes of iron ore fines stocks are available in our country.Existing Iron ore Beneficiation units shall use these fines’dumps,which inturn reduce further mining & reduction in CO2 emission by 0.09Mil.Tonnes(0.9KgCO2/tX100Mil.Tonnes) • 2)Pipeline–Around 40MTPA Iron ore slurry is being transported through underground pipe line from various Beneficiation Plants to respective Pellet Plants.It reduces CO2 emission by 1.14Mil.Tonnes((32.2-3.8)KgCO /tX40Mil.Tonnes)per annum comparing to 2 emission by 1.14Mil.Tonnes((32.2-3.8)KgCO2/tX40Mil.Tonnes)per annum comparing to road transport. • 3)Agglomeration–85MTPAIron ore pellet production will reduce CO2 emission by 16.2Mil.Tonnes((220-30)KgCO2/tX85Mil.Tonnes)per annum comparing to sintering process. • 4)Iron & SteelMaking–By use of 85MTPA Iron ore pellets for iron & steel making will reduce CO2 emission by 26.7Mil.Tonnes((1255- 941)KgCO2/tX85Mil.Tonnes)per annum comparing to the use of sinters. • In total; around 44 Million Tonnes of CO2 emission per year can be reduced by use of pellets. [Source: United States Environmental Protection Agency (US EPA), Analysis Report, Department of Energy & Climate Change (DECC), Government of UK] akmistrymistry@gmail.com,8895500177,9968605977
- 4. Enviroment and Pellets in Iron & Steel making • Lower emission rate • Emissions in sintering process are much higher than compared to pelletizing process. Decreases the emission rate CO2 by 85%,SOX by 90%,NOx by 20% compared to sinters. Process SOx(gm/t) NOx(gm/t) CO(Kg/t) CO2(Kg/t) Particulate matter(gm/t) sintering 1670 640 38 220 260 sintering 1670 640 38 220 260 Pelletising hematite 200 500 1 30 80-85 Pelletising magnetite 100 200 <1 25 125 [Source:ResearchPapers,US Environment Protection Agency & BTGP actual akmistrymistry@gmail.com,8895500177,9968605977
- 5. Non-availability of calibrated ore and rising prices of Iron ore fines Most optimum route for agglomeration Utilisationof low grade ores/fines/ slimes/ tailings Superior feed material compare to calibrated lump ore (CLO) Pelletisation Plants –Need of the Hour akmistrymistry@gmail.com,8895500177,9968605977
- 6. Facts to know about pellets Why pellets Affordable, high quality raw materials for iron making are steadily decreasing on a global scale Fine and Ultra fine iron ores will command an ever larger share of iron ore sales in future Growing number of iron and steel producers increasing proportion of pellets in burden Fluctuating prices of iron ore fines and pellets in world market can seriously affect cost efficient iron making Pellets preferred over sinter and lump ore due to their shape, size, strength and excellent metallurgical properties Pellets are ground iron ore fines converted to spherical shaped balls Have good physical properties for mechanical transportation over long distances Have excellent Technology uses the powder that is • Pellets are small and hard iron ore balls. Their diameter is usually 10–16 mm. They are hot-bonded in order to have sufficient mechanical strength. • Some additives are often used in order to meet blast furnace specific requirements. Iron ore pellets are usually bonded with bentonite, which is a clay mineral Pellets?? Have excellent metallurgical properties(similar or better than lump iron ore-CLO) Vital raw material for all types of ironmaking the powder that is generated during ore extraction process,once considered waste, usually bonded with bentonite, which is a clay mineral containing some silica. • The most common pellet types for iron making purposes are: acid pellets (B2 < 0.5), basic or fluxed pellets (0.9 < B2 < 1.3) using limestone or dolomite as an additive, and olivine pellets using olivine as the fluxing additive. • In order to produce high quality pellets with good reducibility and superior softening and melting properties, certain additives are necessary. The most common fluxing materials for iron ore pellet production are limestone (CaCO3), dolomite (Ca,Mg(CO3)2) and olivine (Mg2SiO4), but sometimes magnesite (MgCO3) is also used. • Additives are used not only to enhance slag formation, but also to improve softening and melting properties and to enhance the gaseous reduction of the burden akmistrymistry@gmail.com,8895500177,9968605977
- 7. Existing pelletising technology and advantages in iron making akmistrymistry@gmail.com,8895500177,9968605977
- 8. By increasing the pellets from 0 to 28% following effects are observed in the Blast Furnace The increase in pellet per cent has promoted the uniform distribution of burden materials and has led to effective utilization of BF gas which has resulted in improving the gas utilization by 4%. The cohesive zone where ferrous burden softens and melts is lowered by increasing the pellet proportion in the burden mixture. The above burden probe temperatures have sinked at the centre of the BF with high pellet operation, which represents the lowering of the cohesive zone root. Under high pellet operation, the position of cohesive zone has greatly affected the gas flow pattern and has resulted in the improvement in gas utilization. Moreover, it has enabled the reduction in coke rate by 10 kg/ thm with the increase in the pellet proportion in the burden mixture. The improved gas utilization has also eliminated the operational nuances of high top gas temperature. It is observed that the top gas temperature is reduced by 30 C when pellet per cent in the burden mixture is increased up to 28%. The CWI is maintained between 2.2 and 2.4, to ensure improved furnace performance under high pellet operation. The gas permeability is increased, and it means the permeability resistance has decreased with the increase in the pellet per cent in the burden mixture. akmistrymistry@gmail.com,8895500177,9968605977
- 9. Effect of increasing pellet quantity in blast furnace akmistrymistry@gmail.com,8895500177,9968605977
- 10. Changes made on blowing parameters with increasing pellet quantity and trend of changes made in blast humidity and coal injection rate with increasing pellet quantity on blowing parameters akmistrymistry@gmail.com,8895500177,9968605977
- 12. Physical and economic attributes of Pellets shows the average reduction-swelling indices of the whole eight-pellet sample consisting of three grades of magnetically classified olivine pellets and the acid1 pellets as a function of the average reduction degree under different reducing conditions. The figure indicates that sulphur in the reducing gas results in the smaller volume of the pellets after reduction, and large amounts of potassium lead to a larger volume of the pellets after reduction when compared to the reference test without additional gases. The largest pellet swelling was noticed in the “High- K” test, the RSI value being 10.5 vol-%. akmistrymistry@gmail.com,8895500177,9968605977
- 13. However, normal swelling can be considered advantageous for the reduction process due to the increased porosity of the pellets (Singh & Björkman 2004). Under certain conditions, for example in the presence of alkalis, the swelling can become excessive. This coincides with the low compression strength of this structure, with the possibility of generating fines (Geerdes et al. 2015). Abnormal swelling occurs during the transformation of wüstite to metallic iron in the latter stages of reduction and is generally believed to be caused by the growth of iron whiskers during reduction of wüstite to metallic iron. Swelling can be categorized into normal swelling, up to 20% in volume, and abnormal, i.e. catastrophic swelling, which may exceed 400% in volume at worst. Normal swelling of up to 20 vol-% occurs during the transformation of the pellets from hematite to magnetite in the initial stages of reduction. Pellets, in contrast to sinter and lump ores, can have the tendency to swell during reduction. Generally a volume increase of over 20%, measured according to ISO 4698, is seen as critical. However, normal swelling can be considered advantageous for the reduction process due to the increased porosity of the pellets (Singh & Björkman 2004). The effect of pellet B4 basicity on swelling. The maximum tolerated amount of swelling is marked with a horizontal dashed line akmistrymistry@gmail.com,8895500177,9968605977
- 14. low temperature degradation and swelling akmistrymistry@gmail.com,8895500177,9968605977
- 15. ADVANTAGES OF USING PELLETS AS A BLAST FURNACE FEED 1) Minimum closure of pores by fusion or slagging, pellets show very good reducibility due to high micro porosity. 2) Spherical (Egg) shaped and small uniform size (10-20 mm) gives ver/ good bed permeability. 3) More accessible surface per unit weight and more iron per unit of furnace volume because of high bulk density 3-3.5 tonnes/m3 larger surface and increased time of residence per unit weight of iron give better and longer gas/ solid contact and improved heat exchange. 4) High iron content and more uniform chemical composition because of fine grinding. Hence lower flux and fuel requirement in the furnace, which lowers the slag volume. 5) High softening temperature, 1200° to 13 50°C with narrow range; Dolomitized pellets have a softening temperature about 80°C higher than the corresponding limy pellets. 6) Heat consumption is much less than that for sintering. 7) High strength-average compression strength is about 150-250 Kg or more for acid pellets. 8) Easy handling, e.g. by pneumatic method. 9) Ideal for direct reduction processes. 10) Acid pellets are stronger than fluxed sinter. Reducibility of fluxed pellets is higher than that of fluxed sinter or acid pellets. 11) Fluxed pellets are more economical than fluxed sinters. 12) Alkali attack on fluxed pellets is less than that on acid pellets. akmistrymistry@gmail.com,8895500177,9968605977
- 16. Benefits in Iron and Steel making Emission control akmistrymistry@gmail.com,8895500177,9968605977
- 17. Revision of the pellet -Facts to optimise fuel in blast furnace The early softening of the acid pellet is due to melting of fayalite at 1205 °C This could be avoided by adding MgO or an appropriate amount of CaO in relation to the proportion of SiO2 to the pelletizing blend. Another potential means to prevent liquid formation would be to decrease the SiO2 content in the iron burden materials akmistrymistry@gmail.com,8895500177,9968605977
- 18. Typical acid and flux pellet properties akmistrymistry@gmail.com,8895500177,9968605977
- 19. • Thanks for your valuable time akmistrymistry@gmail.com,8895500177,9968605977