Dinamik zorlamaya maruz makine elemanları tasarımı - düz yazı
Mekanik özellikler
1. 1
1
Malzemelerin Mekanik Özellikleri
Mekanik tasarım ve imalat sırasında malzemelerin
mekanik davranışlarının bilinmesi çok önemlidir.
Başlıca mekanik özellikler:
– Çekme/basma (tensile /compression)
– Sertlik (hardness)
– Darbe (impact)
– Kırılma (fracture)
– Yorulma (fatigue)
– Sürünme (creep)
2
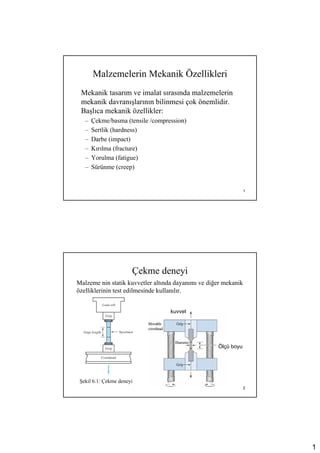
Çekme deneyi
Şekil 6.1: Çekme deneyi
Malzeme nin statik kuvvetler altında dayanımı ve diğer mekanik
özelliklerinin test edilmesinde kullanılır.
Ölçü boyu
kuvvet
2. 2
3
Çekme deneyinden elde edilen
F-∆L (kuvvet uzama) eğrisi
Çekme deneyinden elde edilen F-
∆L (kuvvet uzama) verilerinden
σ-ε diagramına geçmek gerekir.
alanıKesit
kuvvetiçekmeetkiyenParçaya
gerilme
⋅
⋅⋅⋅
=
oA
F
=σ
boyuölçüilk
miktarıuzama
şdBirim
⋅⋅
⋅
=⋅
o
o
o l
ll
l
l −
=
∆
=ε
Kuvvet(N)
Uzama (mm)
Ölçü boyu
Çap
(gerinim)
4
Çekme deneyinden elde edilen
F-∆L (kuvvet uzama) eğrisi
Yandaki veriler normalize
edilerek elde edilen σ-ε
(Gerilme-Gerinme) eğrisi
⇒
oA
F
=σ
o
o
o l
ll
l
l −
=
∆
=ε
Kuvvet(N)
Uzama (mm)
Gerilme(MPa)
Gerinme (mm/mm)
4. 4
7
Elastik Şekil Değişimi
• σ-ε diagramında Şekil
Değişiminin doğrusal olarak
gerçekleştiği ilk kısımdır.
Şekil 6.18: Elastik şekil değişiminde
atomsal bağlardaki uzamalar.
aσσ <
8
Elastik şekil değişimi
• Elastik bölgede Hook kanunu geçerlidir.
• Gerilme ile birim uzama lineer olarak değişir.
• Kuvvet kalkınca, elastik uzama ortadan kalkar.
• E, Elastiklik Modülü, malzemenin
karakteristik özelliğidir (malzemeden
malzemeye değişir)
• E büyüdükçe malzeme daha rijit hale gelir yani
gerilme ile daha az şekil değişimi gösterir.
Küçüldükçe daha elastik davranır.
5. 5
9
Önceden plastik şekil değişimine uğramış malzemeden kuvvet
kaldırıldığında elastik şekil değişimi ortadan kalkarak 0 değerine
geri döner. Sadece plastik şekil değişiminden dolayı olan kalıcı
şekil değişimi söz konusu olur.
Gerinme (mm/mm)
Gerilme(MPa)
εelastik
εplastik
10
εσ ×= E
σ = Normal gerilme
ε = Birim şekil değişimi
E = Elastiklik modülü
γτ ×= G
τ = Kayma gerilmesi
γ = Kayma birim şekil değişimi
G = kayma modülü
Hook Kanunu
Kayma gerilmesiNormal gerilme
6. 6
11
Elastiklik Modülü
12
• Elastiklik modülü kimyasal bileşimin
değişmesi ile ve ortam sıcaklığından etkilenir.
• Isıl işlemden etkilenmez. (Aynı çeliğin
yumuşak hali ile sertleştirilmiş hali aynı E ye
sahiptir).
7. 7
13
E, bir malzeme özelliğidir. Çelik Aluminyuma göre daha rijittir.
E, kimyasal kompozisyondan etkilenir
Kimyasal kompozisyonun etkisi
14
E, sıcaklıktan etkilenir.
Sıcaklık arttıkça E, azalır.
Sıcaklığın etkisi
8. 8
15
Poisson Oranı
16
• Malzemelerin elastik özelliklerini belirleyen
diğer bir parametredir.
• Elastik şekil değişimi sırasında malzeme
hacminde değişiklik olur.
• Çekme yönünde malzeme uzarken buna dik
yönde kısalma gerçekleşir.
• Aradaki oran poisson oranı yardımıyla
belirlenir.
9. 9
17
• Metaller için 0.28 ile 0.32 arasında değişir.
Genelde 0.3 tür.
• Plastik şekil değişimi söz konusu ise hacim
sabit kalır ve poisson oranı 0.5 değeri alır.
18
Şekil 6.11: Çekme
sırasında poison
oranının ifadesi.
10. 10
19
Plastik Şekil Değişimi (PŞD)
20ε
σ
σ0.2
σÇ
0.002
Plastik Bölge
x
x
Çekme
dayanımı
Kırılma-
kopma
Akma noktası
Homojen PŞD Hetorojen PŞD
aσσ >
11. 11
21
• Malzemelerin dayanımını ifade eden Akma
dayanımının üzerinde gerilmeler uygulanması
durumunda plastik şekil değişimleri (kalıcı-geri
dönüşsüz) (PŞD) başlar.
• Bu noktada PŞD, dislokasyonlar kaymaya
başlamasıyla meydana gelir.
22
• PŞD de sıcaklık seviyelerine bağlı olarak farklı şekil
değiştirme mekanizmaları mevcuttur.
• Bunlar;
1. Soğuk plastik şekil değiştirme,
2. Sıcak Plastik şekil değiştirme
3. Ilık Plastik şekil değiştirme
• Bu sıcaklık seviyeleri benzeş sıcaklık ile belirlenir.
12. 12
23
Benzeş sıcaklık (homologous temperature):
• TE = Malzemenin erime sıcaklığı
• TÇ = Çalışma sıcaklığı
( )
( )KT
KT
T o
E
o
Ç
B =
0 < TB < 0.25 Soğuk Şekil Değişimi
0.25 < TB < 0.5 Ilık Şekil değişimi
0.5 < TB < 1 Sıcak Şekil değişimi
24
Oda sıcaklığı;
• Fe, Cu, Al gibi bir çok metal için soğuk
şekil değişim bölgesi iken
• Pb, Sn gibi düşük erime sıcaklığına sahip
malzemeler için sıcak şekil değişim
bölgesi olur.
14. 14
27
PŞD, Kayma ile yani
dislokasyonların kayarak
hareket etmeleri ile
gerçekleşir.
Kaymanın zor olduğu
durumlarda plastik şekil
değişimi ikizleme
(twinning) ile
gerçekleşir.
KAYMA /İKİZLEME
28
σ
σ0.2
σÇ
σK
0.002
ε
Normal çekme deneyi soğuk
Şekil Değiştirme alanında
gerçekleştiği için aynı eğri elde
edilir.
(ε0.02)t
(ε0.02)e
εKεÇ
15. 15
29
KAYMA ve PEKLEŞME KAVRAMI
• En aktif deformasyon mekanizması kaymadır (Slip).
• Dislokasyonlar kayma düzlemlerinde kayarak hareket ederler.
• Fakat bu sırada yeni dislokasyonlar meydana gelir ve
yoğunlukları artar.
• Sayılarının artması ile bibirlerinin hareketini engellemeye
veya başka engellere (boşluk, yeralan, ara yer, tane sınırı,
çökelti, vs.) takılmaya başlarlar.
• Böylece hareketleri için daha yüksek gerilme gerekir.
• Bu durum deformasyon sertleşmesi veya PEKLEŞME
(strain hardening-work hardening) olarak adlandırılır.
30
HOMOJEN BÖLGE
• Deney sırasında parça uzunluğu sürekli artar. PŞD de
hacim sabit kalır ve uzunluktaki artış kesit alanında
daralma ile dengelenir.
• Akma noktasından sonra tepe noktasına kadar
malzeme pekleşir ve daha çok gerilme gerekir fakat
pşd sürdükçe kesit küçülür böylece gerilme artar; bu
iki durum birbirini dengeler.
16. 16
31
• Tepe noktasından (çekme dayanımı) sonra plastik
kararsızlık başlar. Kesit bir bölgede hızla daralmaya
başlar ve malzeme boyun (neck) verir.
• Şekil değişimi için gereken kuvvet azalır. Bu nedenle
eğri aşağı doğru döner. Belli bir noktada kopma
gerçekleşir.
HETOROJEN BÖLGE
32ε
σ0.2
σÇ
0.002
Akma noktasından
sonra homojen PŞD.
(pekleşme / kesit
daralması dengesi)
Boyun verme
başlangıcı
Max noktadan
sonra heterojen
PŞD.(dengenin
bozulması)
Kırılma
(kopma)
aσσ >
18. 18
35
Çekme diagramı
1. Belirgin akma gösteren malzemelerin σ - ε diagramları
2. Belirgin akma göstermeyen malzemeler σ - ε diagramları
Belirgin
akma
noktası
36
σA; Akma dayanımı
σÇ; Çekme dayanımı
Elastiklik modülü
σk;
Kopma
gerilmesi
Kopma
uzaması
Elastik Sınır
Plastik deformasyon
Elastik
deformasyo
n
19. 19
37
Akma gerilmesi
• Akma noktasının belirgin olmaması durumunda % 0.2 kalıcı pşd
oluşturan gerilme olarak alınır. (Bazı özel durumlarda, mutlaka
belirtilmesi şartı ile, % 0.1 veya %0.05 alınabilir.)
38
Ao = İlk kesit alanı
Ak = Kopmadan sonra
ölçülen kesit alanı
o
ko
A
AA −
=ψ
• Kesit daralması: Ak, Eğriden bulunamaz.
lk = Kopma anında ölçü boyu
lo = ilk ölçü boyu
• Kopma uzaması; lk, eğriden de bulunabilir.
o
ok
l
ll −
=δ
Süneklik
20. 20
39
Statik Tokluk
Tokluk malzeme kırılıncaya kadar harcadığı enerjiyi ifade eder
σ - ε eğrisinin altında kalan alandır
εσ dTokluk ⋅= ∫
ε
σ
40
Basit karbonlu çelik
Yay çelik
Rezilyans
Rezilyans, σ - ε eğrisinde, elastik bölge altında kalan alandır.
Elastik davranış sırasında depoladığı enerjiyi ifade eder.
2
.
.
:Rezilyans
0
ee
p
e
dU
εσ
εσ
ε
==
∫
21. 21
41
Sıcak şekil değiştirme
42
Şekil değişiminin sıcakta gerçekleşmesi ile ısıl aktivasyon
mekanizmaları aktif hale gelir.
• Pekleşme olamaz:
– Kenar dislokasyonlarda tırmanma (climb) mekanizmaları
çalışır ve engellerden kurtularak kaymaya devam ederler.
– Vida dislokasyonlarında çapraz kayma (cross slip)
gerçekleşir.
• Dislokasyon yoğunluk artışı olmaz. Pozitif ve negatif kenar
dislokasyonları üst üste gelip bir birini tamamlar, tam düzlem
haline gelerek dislokasyon yoğunluğunu azaltırlar.
• Tane sınırı kayması olur: Artan sıcaklıkla birlikte taneleri
birarada tutan kuvvet azalır. Difüzyon mekanizmasının
etkinleşmesi ile taneler birbirleri üzerinde kayarlar.
22. 22
43
(a) Dislocations tırmanması: artan atom
arayer veya boşluklara yerleşebilir
(b) Fazla atomlerın eklenmesi
dislosayon aşağı inebilir.
Sıcaklığın artması ile;
• Elastiklik modülü azalır,
• Pekleşme etkisi azalır veya ortandan
kalkar.
• •
•
•
•
44
Gerçek Gerilme - birim şekil değiştirme
(Gerçek Gerilme – Gerinme)
23. 23
45
• Şu ana kadar hesaplamalarda başlangıç geometrik
veriler kullanıldı. Bu şekilde hesaplanan veriler
“Mühendislik” değerlerdir.
• Gerçekte plastik şekil değiştirme ile birlikte kesit
alanı (hacmin sabit kalması ile) sürekli azalır.
• Bu şekilde elde edilen verilere “Gerçek” değerdir.
• Özellikle metal şekillendirme uygulamalarında
gerçek değerler kullanılır.
46
oA
F
=σ
l
dl
d g =ε
1+= ε
ol
l
)1( εσσ +⋅=
⋅
⋅
==
oo
g
lA
lF
A
F
1+=
−
=
∆
=
oo
o
o l
l
l
ll
l
l
ε
o
l
l
g
l
l
l
dl
o
ln== ∫ε
)1ln( += εεg
Mühendislik birim uzama.
Gerçek birim uzama.
l
l
AAlAlA o
ooo ⋅=⇒⋅=⋅PŞD de Hacim
sabit kalır.
Gerçek gerilme.
Mühendislik
Gerilme.
⇒
⇒
24. 24
47
Şekil 6.7: Gerçek ve mühendislik
σ-ε (Gerilme-Gerinme) eğrileri.
Gerçek değerlere göre çizilen
gerçek gerilme-birim uzama
eğrisine “Akama eğrisi” (Flow
curve) de denir.
• Elastik bölgede fark yoktur.
• Boyun vermeden sonra
homojen olmayan şekil
değişiminden dolayı uzama
hesaplanamaz.
1’
4’
2’
3’
x
x
x
x
1
4
2
3x
xx
48
1’
4’
2’
3’
x
x
x
x
1
4
2
3
x
x
x
5
x
5’x
25. 25
49
Akma Eğrileri
50
• Akma eğrileri: genelde Holloman
bağıntısı ile ifade edilir.
gg nK εσ lnln)ln( ⋅+=
n
gg K εσ ⋅=
K = Dayanım sabiti
n = Pekleşme üsteli
K ve n; malzeme sabitleri
n=0 n=0.4n=0.15
σg
σg σg
εg εg
εg
26. 26
51
• Doğrunun eğimi pekleşme üstelini verir.
• 0 < n < 0.4 arasında değerler almaktadır.
• n, deformasyon sertleşmesine uğrama, ve
deformasyonla dayanımını arttırma kabiliyeti,
• n, arttıkça boyun verme zorlaşır, homojen şd. kabiliyeti
artar.
• Sıcak deformasyonda n ⇒ 0
• Bir çok mühensdislik malzemede
0.15 < n < 0.25
• K, doğrudan malzemenin dayanımı hakkında bilgi verir.
52
Tablo 6.2: Çeşitli metal ve alaşımlar için
pekleşme parametre değerleri.
27. 27
53
Şekil 6.10: Düşük karbonlu çelik belirgin akma
noktası gösterir. Ayrıca 2 adet akma noktası
tanımlanmıştır: (a)Üst akma noktası, (b) Alt
akma noktası.
Belirgin akma gösteren malzemeler
Çekme dayanımı
Boyun verme
Büzülme
Kırılma-kopma
Pekleşme
Luders
bantlarının
oluşumu
54
Belrigin akma ve Cottrel atmosferi
• Bu olaya C, N gibi arayer atom kümelerinin dislokasyonların
alt kısmına yerleşip hareketlerini kilitlemesinin sebep olduğu
düşünülür.
• Bu arayer atom bulutuna “Cottrell atomsferi” adı verilir.
• C ve N den arındırılmış malzemeler belirgin akma
göstermiyor.
28. 28
55
σ
ε
Akma uzaması
Alt akma noktası
Üst akma noktası
Lüders bantlar
Akmamış bölge
• Üst akma noktası mekanik olarak bu kilitlerin kırılmasını ifade
eder. İlk akmanın meydana geldiği kayma bandının pekleşme ile
kilitlenmesinden sonra diğer düzlemlerde akma meydana gelir.
• Bu olayın kesit boyunca devamı ile luders bantları oluşur.
• Bu olay tamamlanınca homojen şekil değişimi başlar.
56
Deformasyon yaşlanması
Normal malzemenin
davranışı.
A. Eger deney x te durdurulup,
beklenmeden devam
ettirilirse, eğri kaldığı yerden
devam eder.
B. Eger deney y de durdurulup
100-200oC civarında ısıl
aktivasyon uygulanırsa ve
soğutulan malzemeye yeniden
çekme uygulanırsa, belirgin
akma noktası tekrar görülür.
Bu olaya deformasyon
yaşlanması adı verilir.
29. 29
57
Deformasyon yaşlanması (strain aging):Soğuk
şekil değiştirmiş bir malzemeye ısıl aktivasyon
verilirse, çelik için 100-200oC, daha yüksek
gerilme seviyelerinde belirgin akma yeniden
meydana gelir.
Deformasyon yaşlanması
58
Süneklik / Gevreklik /Tokluk
• Süneklik: Bir malzemenin plastik şekil değiştirme kabiliyetini
ifade eder. Bu değerin büyümesi, malzeme kopana kadar daha
büyük plastik şekil değiştirme gerçekleştirebiliyor anlamına
gelir. Kopma uzaması ve alan daralması parametreleri ile ifade
edilebilir.
• Gevreklik: Plastik şekil değiştirme kabiliyetinin olmaması
durumunu ifade eder. Eğri bazen elastik sınırda bazende
elastik sınıra çok yakın bir noktada son bulur.
• Tokluk: Malzemenin kopana dek absorbe ettiği toplam
enerjiyi ifade eder. Sünek malzemelerin tokluğunun daha
yüksek, gevrek malzemelerin tokluğunun da düşük olduğu
anlamı çıkarılabilir.
30. 30
59
Şekil 6.9: Bir alaşımda
tokluk malzemenin
dayanım ve sünekliğinin
kombinasyonudur.
Statik Tokluk
Malzemenin kırılana kadar ne
kadar enerji yutacağının
göstergesidir.
εσ dTokluk ⋅= ∫
Normal süneklik
Gevrek
Yüksek süneklik
60
32. 32
63
Sertlik
• Sertlik: Bir malzemenin yüzeyine batırılan sert bir
cisme karşı gösterdiği dirençtir.
• Sertlik değerleri direk olarak malzemelerin
dayanımları ile alakalı olduğu için büyük önem taşır.
• Çok daha basit bir şekilde, tahribatsız olarak
ölçülebilir.
64
Sertlik
• Sertlik deneyi; malzemelerin
dayanımları ile ilgili bağıl değerler
veren bir test yöntemidir.
• Sertlik ölçme yöntemleri: Batıcı
ucun geometrisine ve uygulanan
kuvvet büyüklüğüne göre:
– Brinell sertlik ölçme metotu
– Vickers sertlik ölçme metotu
– Rockwell sertlik ölçme metotu
33. 33
65
• Sertlik ölçme yöntemleri: Batıcı ucun geometrisine
ve uygulanan kuvvet büyüklüğüne göre:(a) Brinell,
(b)Vickers, (c) Rockwell sertlik ölçüm metotları.
66
Brinell
• Standart test: 10mm çaplı sert bilya ve
3000kgf yük
• Yüzeyde bıraktığı izin çapı ölçülür.
• Pratikte daha küçük yük/çap
kombinasyonları mevcut.
• Dezavantajı: malzemeye göre değişen
yük/çap oranları
• Yük: F(kgf) = A.D2(mm2)
• A malzemenin türüne bağlıdır.
• 2.5mm bilya ile çelik ölçülüyorsa,
187.5 kgf, Al ölçülüyorsa 31.25kgf yük
gerekir.
5Al / Pb vb.
10Cu / Pirinç / Bronz
30Demir / Çelik
AMalzeme
34. 34
67
Brinell
• Sertleştirilmiş çelik bilya ile 400BSD ne kadar,
sinterlenmiş karbür bilya ile 550BSD ne kadar ölçüm
yapılabilir.
• Bu metot daha büyük sertliklere uygun değildir.
• Eğer bilya ezilmeye başlarsa yanlış ölçümler yapılır.
68
Brinell
BSD = Birinell sertlik değeri
D = Bilya çapı
F = Uygulanan kuvvet
d = izin çapı.
340 BSD/187.5/2,5/30
TSE de gösterimi
][
2
22
dDDD
F
BSD
−−
=
π
Bilya çapı
Uygulama süresiUygulanan
Kuvvet
35. 35
69
Brinell
10
3
)/(
)(
3
)/(
)/(
2
2
2
×≅
≅
mmkgfBSD
MPa
mmkgfBSD
mmkgf
ç
ç
σ
σ
• Metallerde BSD ile σçek arasında 400BSD ye kadar doğrusal
ilişki vardır.
70
Vickers
• Batıcı uç; tepe açısı 136o olan elmas
pramit.
• Tüm malzemelere uygulanabilir.
• Kuvvet seçiminde malzeme kriteri yoktur.
• Kare şeklindeki izin köşegenleri
mikroskopla ölçülür.
• BSD değeri gibi çekme dayanımının
tespitinde kullanılabilir.
• Elmas uç kullanılmasından dolayı, çok sert
malzemelerde dahi kolaylıkla
kullanılabilir.
2
72.1
ortd
F
VSD =
VSD= Birinell sertlik değeri
F = Uygulanan kuvvet
dort = izin köşegen ortalaması.
2
21 dd
dort
+
=
255 VSD/100/30
TSE de gösterimi
Uygulanan Kuvvet Uygulama süresi
36. 36
71
Rockwell metotu
• Batıcı ucun yüzeyden içeri doğru battığı derinlik dikkate alınır.
• Malzemeye göre uç/yük kombinasyonu seçilmelidir.
• Plastik malzemelerin ölçümüde yapılabilir: bir çok skalası
mevcuttur.
• Ölçüm yüzeyleri temiz olmalıdır.
• C skalası; sert metaller için kullanılılır:
150kgf yük ve tepe açısı 120o olan elmas
koni uç kullanılır.
• B; 100kgf yük ve 1/16” çapında sert
bilye kullanılır.
72
• Deney parçası yeterli kalınlıkta olmalı,
• Kenara yakın ölçümler yapılmamalı,
• Birbirine yakın ölçümler yapılmamalı,
• En az 3 ölçüm yapılmalıdır.
• Sertliği ölçülecek yüzeyin düzgün ve temiz bir
şekilde hazırlanması gerekir.
Sertlik Ölçümlerinde
39. 39
77
Normal şartlarda sünek malzeme
– Üç eksenli yükleme hali (çentik)
– Düşük sıcaklıkta zorlama
– Kuvvetin ani uygulanması (darbe)
Bu şartların biri veya bir kaçı etkimesi
durumlarında plastik şekil değişimine imkan
bulamaz ve gevrek davranış gösterirler.
78
Sünek malzemelerin gevrek kırılmaya olan eğilimlerini
ölçmek için bazı testler yapılır:
– Charpy (üç noktadan eğme)
– Izod (ankastre eğme).
•Belli bir potansiyel enerjiye sahip kütle, V-çentik
açılmış numuneye çarptırılır.
•Numunenin kırılması için gereken enerji “Darbe
Enerjisi - Ek” saptanır.
•Birim olarak J veya Nm kullanılır.
40. 40
79
• Belli bir potansiyel enerjiye
sahip kütle V-çentik
açılmış numuneye
çarptırılır.
• Numunenin kırılması için
gereken enerji “Darbe
Enerjisi - Ek” saptanır.
)'( hhmgEk −⋅=
80
Darbe enerjisine etki eden faktörler:
a) Dayanım
b) Kristal yapı,
c) Sıcaklık
d) Kimyasal bileşim
41. 41
81
a) Dayanım:
• Darbe deneyleri; malzemelerin dinamik tokluğu
belirlemektedir.
• Fakat statik toklukla (σ-ε grafiğinin altındaki alan)
arasında ilişki vardır.
• Dayanımı yüksek malzemeler darbe dayanımı düşük
olurken düşük dayanımlı malzemelerin darbe
dayanımları yüksek olduğunu söylemek yanlış olmaz.
82
42. 42
83
Kristal Yapı
• YMK; sünek ve tok,
• SDH; gevrek,
• HMK; bazı şartlarda
gevrek bazılarında tok
davranmaktadır.
84
Belirli bir sıcaklık
altında HMK
tokluğunu yitirerek
gevrek davranış
göstermeye başlar. Bu
sıcaklığa “Sünek-
gevrek geçiş sıcaklığı”
adı verilir (ductile-
brittle transition
temperature).
2
minmax
@ EE
TgT +
=
43. 43
85
86
Kristal Yapı
• YMK; sünek ve tok ,
• SDH; gevrek,
• HMK; bazı şartlarda gevrek bazılarında tok
davranmaktadır.
• Belirli bir sıcaklık altında HMK tokluğunu
yitirerek gevrek davranış göstermeye başlar.
Bu sıcaklığa “Sünek-gevrek geçiş sıcaklığı”
adı verilir (ductile-brittle transition
temperature).
44. 44
87
Kristal Yapı /Sıcaklık
HMK da ki bu düşüşün
sebebinin arayer atomalarının
düşük sıcaklıklarda,
dislokasyon hareketlerini
engellemesi olarak düşünülür.
Nispeten yüksek sıcaklıklarda
dislokasyonlar engellerden
kurtulabildiği düşünülmekte
ve bu yüzden darbe enerjisini
arttığı varsayılmaktadır.
SDH
88
Sünek-gevrek geçiş Sıcaklığı
2
minmax
@ EE
TgT +
=
45. 45
89
HMK da ki bu düşüşün sebebinin C ve N gibi
arayer atomalarının düşük sıcaklıklarda,
dislokasyon hareketlerini engellemesi olarak
düşünülür. Nispeten yüksek sıcaklıklarda
dislokasyonlar engellerden kurtulabildiği
düşünülmekte ve bu yüzden darbe enerjisini
arttığı varsayılmaktadır.
90
Kompozisyon
• HMK da geçiş sıcaklığı, kimyasal bileşimden çok
etkilenir.
• Örneğin, C artarsa Tg artar. Mn (ve Ni) artarsa Tg azalır.
Düşük sıcaklıklarda yüksek tokluk için ideal alaşım
elementleridir.
46. 46
91
Deformasyon yaşlanması
Normal malzemenin
davranışı.
A. Eger deney x te durdurulup,
beklenmeden devam
ettirilirse, eğri kaldığı yerden
devam eder.
B. Eger deney y de durdurulup
100-200oC civarında ısıl
aktivasyon uygulanırsa ve
soğutulan malzemeye yeniden
çekme uygulanırsa, belirgin
akma noktası tekrar görülür.
92
Deformasyon yaşlanması (strain aging):Soğuk
şekil değiştirmiş bir malzemeye ısıl aktivasyon
verilirse, çelik için 100-200oC, daha yüksek
gerilme seviyelerinde belirgin akma yeniden
meydana gelir.
47. 47
93
Tasarım
SGGS (DBTT) gösteren malzemelerde,
• darbe özellikleri dikkate alınarak yapılan tasarımlarda,
seçilen malzemenin sünek gevrek geçiş sıcaklığının
kullanım sıcaklıklarına tekabül etmemesi, ve hatta
mümkün olduğu kadar düşük olmasıdır.
• Böylece, soğuk havalarda, ani zorlamalar altında
malzeme beklenmedik gevrek kırılma
göstermeyecektir.
• Bu tasarım kriterlerine bir örnek; gemi gövdelerinde
kullanılan sacın, -20oC de, en az 70J’lük darbe
enerjisine sahip olması gerekliliğidir. Bu değer farklı
uygulamalarda değişebilir.
94
Çentik faktörü
48. 48
95
• Çentik: Bir parçada bulunan ani kesit
değişimidir.
• Bir malzemede çentiğin bulunması malzemenin
içerisindeki gerilme dağılımını değiştirir.
• Çentik dibinde bir gerilme yığılması oluşur ve
bu değer çentiğin bulunmaması dikkate
alınmadan yapılan hesaplanandan daha büyük
gerilme değerlerine ulaşır.
96
Kt = Çentik faktörü
σmax = Max gerilme
(Çentikten dolayı Gerilme
yığılması ile oluşan
gerilme)
σn = Nominal gerilme (ortalama
gerilme)
n
tK
σ
σmax=
49. 49
97
R
a
σσ 2max =
• Kt, geometriye bağlıdır ve 1 den büyük değerler alır.
• Çok büyümesi halinde tehlikeli durumlara sebep
olmaması için hesamplamalarda σnom yerine σmax
dikkate alınmalıdır.
• Kt α R-1 (çentik dibi radyusu ile ters orantılı)
a ⇒ σmax
R ⇒ σmax
98
• b/r oranı ve r/h oranı azalması ile Kt artar.
• Kt, 2.5-3 ve daha büyük değerlere ulaşabilir.
• Litaratürde tabloladan değerler bulunabilir.
50. 50
99
• Çentiğin çok keskin olması durumunda çentik dibi
radyus sıfıra ve gerilme sonsuza yakınsar.
• Gerçekte bu şekilde olmaz.
• Çok keskin çentikler (çatlaklar) bulunma durumunda
gereken tasarımın yapılması için “kırılma mekaniği”
kullanılır.
• Kırılma mekaniğinde gerilme şiddet faktörü ve
malzemenin kırılma tokluğu kavramları kullanılır.
100
• Kırılma mekaniğinde “Gerilme şiddet faktörü” kullanılır.
– KI: Çekme zorlaması
– KII: Kesme (kayma) zorlaması
– KIII: Burulma zorlaması olma durumları.
• En tehlikeli durum K1: çekme durumudur.
aYK πσ ⋅⋅=1
Şekil Faktörü
Gerilme şiddet
faktörü
Çatlak boyu
Çekme gerilmesi
51. 51
101
• Malzemenin ani zorlamalara karşı dayanımını ifade
eden büyüklük “kırılma tokluğu” dur.
• Bu değer K1C ile ifade edilir
• K1C azaldıkça malzemenin gevrek kırılma eğilimi artar.
• Parçanın tasarımda herhangi bir zorlama altında ani ve
gevrek kırılmaması için aşağıdaki şart sağlanmalıdır.
ICI KK ≤
Zorlanma şartları < Malzeme dayanımı
102
52. 52
103
Ani kırılma olmaması için
1. Çatlak boyunun kritik değerden küçük olması
2. Gerilmenin kritik gerilmeden (kritik çatlak
boyunda gevrek kırılmaya sebep olan gerilme)
değerden daha küçük olması gerekir.
krkC aYK πσ ⋅⋅=1
Kritik Çatlak
boyu
Ani kırılma Çekme gerilmesi
Şekil Faktörü
Malzemenin
kırılma tokluğu
104
Çatlak boyu arttıkça
hasara sebep olan
gerilme azalmakta
53. 53
105
Düzlemsel uzama durumu, en kötü durum. Düzlemsel gerilme
durumuna yaklaşıldıkça kırılma tokluğu artar. Klc, düzlemsel uzama
kırılma tokluğunu ifade eder.
106
YORULMA
54. 54
107
• Daha önce statik ve darbeli yüklemeleri
gördük
• Gerçekte ise zorlamalar sürekli değişkenlik
göstermektedir.
• Yorulma hasarı: malzemelerin çekme ve
akma dayanımlarından (statik koşullarda) daha
düşük değerlerdeki tekrarlı gerilmelerin
etkisinde, belirli bir çevrim sonrasında
kırılması ile oluşan hasardır.
108
S-N yorulma diagramları (Wohler Diagramları)
• Malzemelerin hangi çevrim sayısında hasara
uğrayacağını gösteren diagramlardır.
• Başka bir açıklama yoksa ortalama gerilme sıfır
olacak şekilde deneyler yapılır.
• Yani max ve min gerilmeler ters işaretli olmak üzere
birbirine eşittir.
55. 55
109
Nasıl Değerlendirilir
• σg = Gerilme genliği
• σort = Ortalama gerilme
• σy = Yorulma sınırı
• Ny = Hasar çevrim sayısı
• σy(108) = 108 çevrim sayısı için
yorulma dayanımı.
Gerilme
ÇekmeBasma
Zaman
σg σort=0
σmax
σmin
σy
N-Çevrim sayısı
σy: Yorulma Sınırı
Gerilme 90 iken parça N=
105 çevrimde hasara uğrar.
Çekme dayanımı (N=0)
2
2
minmax
minmax
σσ
σ
σσ
σ
+
=
−
=
ort
g
σy : Malzeme özelliği
σg : Zorlama
σg < σy Yorulma olmaz.
σg > σy Yorulma olur.
110
HMK ve YMK için S-N grafikleri
σy
N-Çevrim sayısı
Yorulma Sınırı: Endurance limit,
Fatigue limit
Yorulma Dayanımı
HMK kafes yapılı
Metaller için
YMK kafes yapılı Metaller için
• HMK yapıya sahip metal ve alaşımlarda yorulma sınırı vardır. Gerilme
genliğinin bir eşik değerden daha az olması durumunda yorulma hiç bir zaman
olmaz. Bu etkinin HMK metallerde özellikler çelik ve dökme demirlerde
bulunan arayer atomlarından (C ve N gibi) kaynaklandığı düşünülür.
• YMK metallerde gerilme genliği arttıkça yorulma ömrü azalır. Belirli bir çevrim
sayısına karşılık gelen gerilme genliği yorulma dayanımı kabul edilir. Bu çevrim
sayısı genelde 108 olarak alınır.
Limiti yok
sürekli
azalır
Limiti ulaşır
σy (108)
56. 56
111
Yorulma Sınırı: Endurance limit,
Fatigue limit
Yorulma Dayanımı
HMK / YMK
(Yorulma sınırı / Yorulma dayanımı)
112
σg
σort≠0
σmax
σmin
Ortalama gerilme≠0 Soderberg diagramları
σy
σg
σort
σa
Emniyetli
Emniyetsiz
x
x
Soderberg diagramı
• Ortalama gerilmenin sıfırdan
farklı olursa yorulma
dayanımında azalma olur.
• Bu azalma Soderberg
diagramları ile gösterilebilir.
• Etkiyen gerilmeyi yorulma
dayanımı ile karşılaştırıp
emniyetli olup olmadığı
bulunur.
57. 57
113
Emniyet Katsayısı Faktörü
• Tasarımlar malzemelerin yorularak hasara uğramaması esasına
dayanır.
• Genlik değerlerinin yorulma sınırından veya dayanımından
düşük olması gerekir.
• Bazı bilinmeyen veya tahmin edilemeyen faktörlerin olabilecek
kötü etkilerine karşı Emniyet katsayısı kavramı kullanılır.
• Genelde 1.5 ile 2.5 arasında seçilir.
• Metallerin yorulma dayanımları büyük farklılıklar göstermesine
rağmen, çekme dayanımlarının oranları şeklinde ifade edilebilir.
g
y
yg σ
EK
σ
veyaσEKσ ><×
çyç σσσ
4
1
2
1<<
114
Yorulma Kırık Yüzeyleri
Yorulma
çatlak
başlangıcı
Ani kırılmanın
olduğu bölge
Ani kırılmanın
olduğu bölge
Kararlı çatlak
ilerleme bölgesi
Kararlı çatlak
ilerleme bölgesi
Durak Çizgileri
Yorulma ile hasara uğrayan bir
milin kırık yüzeyi:
• Çatlak orijini: çatlağın başlangıç
noktası.
• Durak çizgileri (beach marks):
Zorlanma şartlarının değiştiğinde
meydana gelirler.
• Striasyon çizgileri: Durak
çizgileri arasında meydana gelen
ve her bir çevrim sırasında
çatlağın ilerlemesini gösteren
çizgilerdir.
• Ani kırılma bölgesi: Kalan kesitin
zorlanmayı taşıyamadığı anda,
yorulma çatlağının çentik
etkisiyle ani gevrek kırılmanın
olduğu bölge.
Striasyonlar:
Gözle görülemez
58. 58
115
Yorulma Çatlak oluşumu
• Kusur içermeyen bir malzemede
kayma bantlarının yüzeye ulaşması
ve bunların geri dönememesi ile
girinti-çıkıntılar (intrusion-
extrusion) oluşması ile
çekirdeklenir.
• Bu girinti/çıkıntılar yüzeyde
oluşturduğu mikro çatlaklar çentik
etkisi oluşturur.
• Her bir çevrimde çatlak striasyon
çizgilerini oluşturacak şekilde içeri
doğru kararlı bir şekilde ilerler.
• Çatlağın kritik boya ulaşmasıyla
(Kırılma mekaniği prensipleri)
parça ani olarak kırılır.
Parça yüzeyi
Kayma bantı
Yeni bantlar oluşumu
Girinti ve çıkıntılar
116
Yorulma dayanımına etkiyen Faktörler
• Malzemenin çekme
dayanımı
• Ortalama gerilmenin
varlığı ve seviyesi
• Ortam şartları
• Yüzey pürüzlülüğü
• Sıcaklık
•Artan Çekme dayanımı
•Yüzey sertleştirme
•Yüzey parlaklığı
•Korozif ortam
•Artan sıcaklık
•Artan Yüzey prüzlüğü
59. 59
117
Statik Yorulma
Silika ağına (network) sahip seramik ve
cam malzemelerde statik yüklemeler
altında görülen yorulma çeşididir.
Bunun sebebi mekanik mekanizmalardan
ziyade daha çok kimyasaldır.
1. Su veya nem içeren ortamlarda
görülür.
2. Oda sıcaklığında gerçekleşir.
3. Yüksek sıcaklıklarda görülmez
Su silika ağ (network) ile reaksiyona
girerek Si-O-Si bağlarını parçalar. Si-
OH ve OH-Si bağları oluşturur. Her
seferinde çatlağın bir atomik mesafe
ilerlemesine sebep olur.
Metallerde tekrar
eden gerilmeler ile
çatlak ilerlemesi
Seramik ve camlarda
çatlak ilerlemesi
118
Sürünme ve Gevşeme
• Her ikiside yüksek sıcaklıkta meydana gelen
şekil değişimi mekanizmalarıdır.
• Sürünme (creep); Sabit yük altında
malzemenin sürekli uzaması şeklinde olur.
• Gevşeme (relaxation): Boyu sabit olan bir
malzemede (sabit birim uzama), üzerine ilk
anda etki eden gerilmenin zamanla azalması
şeklinde olur.
60. 60
119
Sürünme özellikleri
• Soğuk şekil değiştirmede plastik
şekil değiştirme zamana bağlı
olarak bir değişim göstermez.
• Sıcak şekil değişiminde ise plastik
şekil değişimi zamanla değişir.
• Bu olay sürünme şekil değişimi ile
ifade edilir.
Sürünme şekil değişimi: Yeterince
yüksek sıcaklıkta (Tb>0.5) sabit yük
altında, gerilme ve sıcaklık seviyelerine
bağlı olarak, malzeme boyunun sürekli
olarak uzamasıdır
120
Sürünme Eğrisi
İlk şekil
Değişimi
(elastik)
I
II: Kararlı sürünme III
Sabit sıcaklık
Sabit gerilme
Kopma
x
Sürünme
Hızı
(Eğrinin eğimi)
Zaman
Zaman
Sürünme
hızı
.
ε
.
εss
Kararlı
sürünme
hızı
tr
61. 61
121
Sürünme eğrisinde bölgeler
• İlk yüklemede parça gerilmeye bağlı
olarak εo kadar elastik uzama gösterir.
• Eğride 3 bölge vardır.
• I. Bölge: Sürünme hızı zamanla
azalarak bir limite ulaşır.
• II. bölge: Kararlı sürünme bölgesidir
(ss: steady state). Burada sürünme hızı
sabittir. Sürünmenin gerçekleştiği en
uzun ömürlü bölgedir. Sürünme
hesaplamaları yapılırken bu bölge
dikkate alınır.
• III.bölge: Sürünme hızı ani olarak artar
ve bu bölge sonunda kopma-hasar
meydana gelir.
• Genelde I. Ve III. Bölgeler ihmal edilir
122
Kararlı Sürünme
t
ss
∆
∆
==
=
⋅
⋅
ε
θε tan
dt
dε
εSürünme hızı
Kararlı bölgede
Sürünme hızı
Malzemenin sürünme hızı biliniyorsa, I ve III bölgeler ihmal
edilerek hasara uğrayacağı birim şekil değişimi büyük bir
yaklaşıklıkla saptanabilir.
tss×=
⋅
εε
Eğer müsade edilebilir şekil değişimi biliniyorsa, kararlı
sürünme hızının bilinmesi durumunda emniyetle
kullanılabileceği süre bulunabilir.
62. 62
123
Sıcaklık ve gerilmenin etkisi
• Sürünme eğrileri üzerinde sıcaklık ve gerilmenin
etkisi önemlidir.
ε
Sıcaklık veya gerilme
arttıkça,
εss artar,
tr azalır,
εr artar,
εo artar.
.
ε
t t
Artan T Artan σ
124
• Sürünme şekil değişimi
yayınmadan (difüzyondan) çok
etkilenir.
• Sürünme Arrhenius tipi
bağıntıyla sıcaklığın
fonksiyonudur.
• Q: sürünme için aktivasyon
enerjisidir.
• Q değeri ve D (difüzyon
katsayısı) değerleri yüksek
malzemelerde sürünme şekil
değişimi daha azdır.
T
1
lnln ⋅−=
⋅
R
Q
Cε
⎟
⎠
⎞
⎜
⎝
⎛
−=
⋅
RT
Q
C expε
Eğim
T
Q
tanθ −=
63. 63
125
Sürünme Mekanizmaları
Kristal yapılı malzemelerde sürünme şekil
değişimi mekanizmaları:
• Kayma (Tek kristal + polikristal)
• Kayma + tırmanma (Tek kristal + polikristal)
• Yayınma sürünmesi (Tek kristal + polikristal)
• Tane sınırı kayması (Poli kristal)
126
Sürünme verileri
• σ-tr diagramları (malzeme ve sıcaklığa bağlı olarak).
• σ-εss diagramları(malzeme ve sıcaklığa bağlı olarak).
• Sürünme diagramları(malzeme, sıcaklık ve gerilmeye bağlı
olarak).
εss
Kopma zamanı, (saat) Zaman
Gerilme
Gerilme
Gerilme
T1
T2
T3
T4