
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Waste cooking thesis 200kb
Similar to Waste cooking thesis 200kb (20)
Recently uploaded
Recently uploaded (20)
Waste cooking thesis 200kb
- 1. RESEARCH ARTICLE BIO-DIESEL PRODUCTION FROM WASTE COOKING OIL AND FACTOR AFEECTS TO ITS FORMATION: Abdul Karim Chaudhary, Shashikant Sharma akc3582@gmail.com, shashikant.sharma313@gmail.com Department of mechanical engineering ,SORT Peoples University,Bhopal,India ABSTRACT Waste cooking oil which contain large amount of fatty acids are collected by the environmental protection in many parts of the world. Continuous use of petroleum sourced fuels is now widely recognized as unsustainable because of depleting supplies and the contribution of these fuels to the accumulation of carbon dioxide and carbon monoxide in the environment. Renewable, carbon neutral, transport fuels are necessary for environmental and economic sustainability. The aim of work, biodiesel was extracted double stage trans-esterification process from waste cooking oil and to study the performance and emission characteristics of diesel engine. In this study, waste cooking oil was used to extract the bio-diesel. The extracted bio diesel was blended with sole fuel and B20% blend (20% of bio diesel + 80% of diesel) has been selected. From literature review, it is understood that B20% blend the engine can run without any modification in the operational parameters and enhance the performance of the engine with bio-diesel. From the experimental investigation it was observed that the brake thermal efficiency increased for B20% blend by 1.5% when compared to that of conventional diesel fuel. The CO, HC,
- 2. 2 Smoke were found to decrease with the B20% blend with slightly increase in NOx emission compared to that of sole fuel. Key Words: Bidiesel,waste cooking oil, Pyrolysis,Micro- emulsification,transesterifacatio INTRODUCTION In recent years, biodiesel has gained international attention as a source of alternative fuel due to characteristics like high degradability, no toxicity, and low emission of carbon monoxide, particulate matter and unburned hydrocarbons. Biodiesel is a mixture of alkyl esters and it can be used in conventional compression ignitions engines, which need almost no modification. As well, biodiesel can be used as heating oil and as fuel. So far, this alternative fuel has been successfully produced by transesterification of vegetable oils and animal fats using homogeneous basic catalysts (mainly sodium or potassium hydroxide dissolved in methanol). Traditional homogeneous catalysts (basic or acid) possess advantages including high activity (complete conversion within 1 h) and mild reaction conditions (from 40 to 65 °C and atmospheric pressure). However, the use of homogeneous catalysts leads to soap production. Besides, in the homogeneous process the catalyst is consumed thus reducing the catalytic efficiency. This causes an increase in viscosity and the formation of gels. In addition, the method for the removal of the catalyst after reaction is technically difficult and a large amount of wastewater is produced in order to separate and clean the products, which increases the overall cost of the process. Thus, the total cost of the biodiesel production based on homogeneous catalysis, is not yet sufficiently competitive as compared to the cost of diesel production from petroleum. An alternative is the development of heterogeneous catalysts that could eliminate the additional running costs associated with the aforementioned stages of separation and purification. In addition, the use of heterogeneous catalysts does not produce soap through
- 3. 3 free fatty acid neutralization and triglyceride saponification. Therefore, development of efficient heterogeneous catalysts is important since opens up the possibility of another pathway for biodiesel production. The efficiency of the heterogeneous process depends, however, on several variables such as type of oil, molar ratio alcohol to oil, temperature and catalyst type. So, one among alternate production methods of biodiesel is catalytic cracking to improve quality of oil. This process is selected for production of biodiesel from mango seed oil. Environmental pollution is very serious problem for our human beings and flora- fauna. The environment is polluted day by day from industrial emissions and road vehicles emissions. Petrol engine and diesel engine produced different types of harmful gases during combustion like NOx, CO, CO2, HC and some quantity SOx due to incomplete combustion. These gases are produced by different engine factor such as piston bowl geometry, injection timing, compression ratio etc. These entire factors also affect the combustion efficiency, fuel consumption and engine brake power. To reduce the emissions engine manufacturers try to best design, the combustion chamber and other level. At combustion chamber geometry design to reduce the NOx many researchers studied the different piston bowl geometry. Flow phenomena in internal combustion (IC) engines are extremely complex, and the flow field is further complicated by the presence of swirl, squish, tumble and chemical reactions. A complete understanding of the physical processes of fluid motion in combustion chambers is essential in developing efficient engine design and control diagnostics. Diesel engines have been greatly improved in terms of efficiency and reduced emission level. However, the combustion process also depends highly on an efficient fuel-air mixture, particularly in high-speed direct-injection diesel engines. Among these processes, the flow conditions inside the cylinder at the end of the compression stroke and near the top dead center are critical for fuel air mixing, wall heat transfer and engine performance improvement. The mixing process is affected by the intake swirls, fuel injection system and
- 4. 4 combustion chamber configuration. Thus good engine operation requires fuel spray matching air movement and combustion chamber configuration. Most of our energy requirements are met by fossil fuels for good technological reasons. Depletion of the petroleum reserves is a big concern, it is estimated that the world resources of oil will be exhausted within 50 years. Environmental concern about air pollution caused by the combustion of fossil fuels has also lead to serious implications. The diesel engine is main prime movers compare to any other engine in transportations, power generation and many miscellaneous applications i.e. in industries and agriculture. The major pollutants from diesel engine are smoke, particulate matter (PM), carbon monoxide (CO), nitrogen oxides (NOx) and unburnt hydrocarbons (UBHC). Incomplete combustion increases the pollution level as compared to proper combustion. Due to reliance on transport consumptions of fossil fuels has increase drastically and the world witness long term damage to the climate. As transport is one of the few industrial sectors where emissions are still growing and this fact has made transport a major contributor of green house gases (GHGs). Generally carbon dioxide, methane, nitrous oxide, ozone etc are known as green house gases. These gases interact with solar terrestrial radiation and causing imbalance on the Earth’s climate system and increases earth surface temperature. The significant effect of global warming has been felt for last two decades. This rise in earth surface temperature is known as global warming. Reducing the emission of the gases will lead to the solution to the climate change problem. Different methods of reducing the climate change problem. Different methods of reducing the climate change problem could be increasing the use of carbon capture and storage (CCS) techniques, increasing energy efficiency and promoting the use of renewable energy and carbon free fuels. Different methods like modifying the engine design, treating the exhaust gas and by fuel modification exhaust gas emission of an engine can be reduce. To overcome the problems associated with
- 5. 5 the use of petroleum derived fuels, it is urgently needed to develop a renewable energy source of energy which must be environmentally clean. Research on the production of biofuel from the fossil fuels are causing the global climate change due to catalytic cracking of mango seed oil has been well developed. This method is able to crack complex hydrocarbons to yield less complex structures. With the help of a catalyst, the reaction may be conducted at a lower temperature and pressure; moreover the quality and quantity of the products may be enhanced. In the catalytic cracking of vegetable oil to produce biofuel, the type and products’ compositions are influenced by several factors, such as time, temperature, flow rate of the raw materials and type of catalysts. Many types of catalyst have been used in the catalytic cracking to produce biofuel. The catalysts have been developed to be used in the catalytic cracking of vegetable oil to produce biofuel. . Biodiesel The major components of vegetable oils and animal fats are triacylglycerols (TAG; often also called triglycerides). Chemically, TAG are esters of fatty acids (FA) with glycerol (1,2,3-propanetriol; glycerol is often also called glycerine). The TAG of vegetable oils and animal fats typically contain several different FA. Thus, different FA can be attached to one glycerol backbone. The different FA that are contained in the TAG comprise the FA profile (or FA composition) of the vegetable oil or animal fat. Because different FA have different physical and chemical properties, the FA profile is probably the most important parameter influencing the corresponding properties of a vegetable oil or animal fat. Biodiesel can be produced from a great variety of feedstocks. These feedstocks include most common vegetable oils (e.g., soybean, cottonseed, palm, peanut, rapeseed/canola, sunflower,
- 6. 6 safflower, coconut) and animal fats (usually tallow) as well as waste oils (e.g., used frying oils). The choice of feedstock depends largely on geography. Depending on the origin and quality of the feedstock, changes to the production process may be necessary. Biodiesel is miscible with petrodiesel in all ratios. In many countries, this has led to the use of blends of biodiesel with petrodiesel instead of neat biodiesel. It is important to note that these blends with petrodiesel are not biodiesel. Often blends with petrodiesel are denoted by acronyms such as B20, which indicates a blend of 20% biodiesel with petrodiesel. History ofBiodiesel The use of vegetable oils as alternative fuels has been around for one hundred years when the inventor of the diesel engine Rudolph Diesel first tested peanut oil, in his compression-ignition engine. In the 1930s and 1940s vegetable oils were used as diesel fuels from time to time, but usually only in emergency situations. In 1940 first trials with vegetable oil methyl and ethyl esters were carried out in France and, at the same time, scientists in Belgium were using palm oil ethyl ester as a fuel for buses. Not much was done until the late 1970s and early 1980s, when concerns about high petroleum prices motivated extensive experimentation with fats and oils as alternative fuels. Bio-diesel (mono alkyl esters) started to be widely produced in the early 1990s and since then production has been increasing steadily. In the European Union (EU), bio-diesel began to be promoted in the 1980s as a means to prevent the decline of rural areas while 3 responding to increasing levels of energy demand. However, it only began to be widely developed in the second half of the 1990s.
- 7. 7 Methods Generally the direct use of vegetable oils in the diesel engine is not preferred due to their high viscosity. Four methods to reduce the high viscosity of vegetable oils to enable their use in common diesel engines without operational problems such as engine deposits have been investigated. Pyrolysis; Micro-emulsification; Dilution; and Transesterification. Phyrolysis Pyrolysis is the conversion of one substance into another by means of heat or by heat with the aid of a catalyst. It involves heating in the absence of air or oxygen and cleavage of chemical bonds to yield small molecules The liquid fractions of the thermally decomposed vegetable oil are likely to approach diesel fuels. The pyrolyzates have lower viscosity, flash point, and pour point than diesel fuel and equivalent calorific values. The cetane number of the pyrolyzate is lower. The pyrolysed vegetable oils contain acceptable amounts of sulphur, water and sediment and give acceptable copper corrosion values but unacceptable ash, carbon residue and pour point.Micro- emulsification The formation of microemulsions (co-solvency) is one of the potential solutions for solving the problem of vegetable oil viscosity. A microemulsion is defined as a colloidal equilibrium dispersion of optically isotropic fluid microstructures with dimensions generally in the 1±150 nm range formed spontaneously from two normally immiscible liquids and one
- 8. 8 or more ionic or non-ionic amphiphiles. A micro-emulsion can be made of vegetable oils with an ester and dispersant (co-solvent), or of vegetable oils, an alcohol and a surfactant and a cetane improver, with or 4 without diesel fuels. Water (from aqueous ethanol) may also be present in order to use lower-proof ethanol, thus increasing water tolerance of the micro- emulsions. Transesterification Process Transesterification is also called alcoholysis, is the displacement of alcohol from on ester by another alcohol in a process similar to hydrolysis. This process has been widely used to reduce the viscosity of triglycerides. The transesterification reaction is represented by the general equation R COOR’ + R” R COOR” + R’ OH If methanol is used in the above reaction, it is formed as methanolysis. The reaction of glyceride with methanol is represent by the general equation triglycerides are readily transesterified in the presence of alkaline catalyst at atmospheric pressure and at a temperature of approximately go to 70C with an excess of methanol. The mixture at end of the reaction is allowed to settle. The lower glycerol layer is drawn off while the upper methyl ester layer is washed to remove entrained glycerol and is then processed further. The excess methanol is recovered by distillation and sent to rectifying column for purification and recycled. The transesterification works well when the starting oil is of light quantity. However, quite often low quality oils are used as raw materials for biodiesel preparation. In case where the free fatty acid content of the oil is above 4%, difficulty arise due to formation of soaps which promote emulsification during the water working stage and at an FFA content above 2% he process becomes unworkable.
- 9. 9 If the free fatty acid content of the oil is below 4% single stage process is adopted. If the free fatty acid content s greater than 4% double stage process is adopted. Process variable in transesterification The most important variable that influence transesterification reaction time and conversion are; Oil temperature Reaction temperature Ratio of alcohol to oil Intensity of mixing Purity of reactants Catalyst type and concentration Oil temperature The temperature to which oil is heated before mixing with catalyst and methanol affects the reaction. It was observed that increase in oil temperature marginally increase the percentage oil to biodiesel conversion as well as the biodiesel recovery. However the tests were conducted upto only 60C as higher temperature may result in methanol less in batch process. Reaction temperature The rate of reaction is strongly influenced by the reaction temperature. Generally the reaction is conducted close to the boiling point of methanol (60C to 70C) at atmospheric
- 10. 10 pressure. The maximum yield of esters occurs at temperature ranging 60C to 80C at a molar ratio (alcohol to oil) of 6:1. Further increasing in temperature is reported to have a negative effect on conversion. Studies have indicated that give enough time, transesterification can proceed satisfactorily at ambient temperature in concentration of alkaline catalyst. It was observed that biodiesel recovery was affected at very low temperature, but conversion was almost unaffected. Ratio ofalcohol to oil Another important variable affecting the yield of ester is the molar ratio of alcohol to vegetable oil. A molar ratio of 6:1 normally used in industrial process to obtain methyl ester yields higher than 98% by weight. Higher molar ratio of alcohol to vegetable oil interferes in the separation of glycerol it was observed that lower molar ratio required more reaction time with higher molar ratios conversation increased but recovery decreases due to poor separation of glycerol. It was found that the optimum molar ratios depend upon the type and quality of oil. Mixing intensity The mixing effect is more significant during the slow rate region of transesterification process as the single phase in established mixing becomes in significant. The understanding of the mixing effects of the kinetics of the transesterification process is a very tool in the scale up and design. It was observed that adding methanol and catalyst to the oil, 5-10 minutes string helps in the higher rate of conversion and recovery.
- 11. 11 Purity of the reactants Alkali metal alkoxides are the most effective transesterification catalyst compared to the acidic catalyst. Sodium alkoxides are among the most efficient catalysts used for this purpose, although potassium hydroxide and sodium hydroxide can also be used. Transesterification occurs many folds faster in the presence of an alkaline catalyst than those catalysed by the same amount of acidic catalyst. Most commercial trans-esterification are conducted with alkaline catalysts. The alkaline catalyst concentration in the range of 0.5 to 1% by weight yields 94 to 99% conversion of vegetable oil into esters. Further, increase in catalyst concentration does not increase the conversion and it adds to extra costs because it is necessary to remove it from the reaction medium at the end. It was observed that higher amounts of sodium hydroxide catalyst were required for higher FFA oil. Otherwise higher amount of sodium hydroxide resulted in reduced recovery due to more quantity of glycerol being separated from the oil. Washing and collection The contents were separated in to two layers. The less density layer of methyl esters floated upper portion of separating funnel. The colour difference between the two layers enabled their easy separation. The traces of soap and glycerine present in the methyl ester layer had to be removed. Washing the esters with distilled water thrice. Washing was done by adding approximately 15% by volume of distilled water to methyl esters and it is allowed to settle. Since the methyl esters are less density then water, they float on the top and were removed by separating funnel. The clean methyl esters are obtained. The methyl esters are heated to 105C to 110C to remove the water content and it is cooled. The pure biodiesel is collected in the container.
- 12. 12 This procedure is repeated for different catalysts for the production of biodiesel. Recovery ofmethanol Depending on the kind of oil used it takes from 110-160 millilitres of methanol per liter of oil to form the methyl esters molecule and also need to use an excess of methanol to push the conversion process towards completion. The total used is usually 20% and more of the volume of oil used, 200ml per liter or more. Much of the excess methanol can be recovered after the process for reuse, simply by boiling it off in a closed container with an outlet leading to a simple condenser. Methanol boils at 64.7C, though of course it starts vaporizing well before it reaches boiling point. Methanol does not form an azeotrope with water and relatively pure methanol is recovered. Pure enough to re-use in the next batch. Methanol can be recovered at the end of the process, or just form the glycerine by- product layer, since most of the excess methanol collects in the by-product and it’s that much less material to heat. Start at 65-70C as the proportion of methanol left in the by-product mixture decreases the boiling point will increase to raise the temperature to keep the methanol vaporizing, perhaps to as highly 100C or more, though the bulk of it should have been recovered by then. Benefits ofbiodiesel One of the main driving forces for biodiesel widespread use is the limitation of greenhouse gas emissions (CO2 being the major one) by the Kyoto Protocol. Along 9 with ethanol and other biomass derived fuels, biodiesel is an important bio-energy. When plants photosynthesize, they use the sun's energy to pull CO2 out of the atmosphere and incorporate
- 13. 13 it into biomass. Part of the solar energy is locked into the chemical structure within the biomass. There are a number of thermal, chemical or microbial processes that can be used to release this energy or convert it into a more convenient form for human use. As a form of bio-energy, biodiesel is nearly carbon-neutral, i.e., the CO2 it produces on burning will be absorbed naturally from CO2 in the air and recycled without an overall net increase in the atmospheric CO2 inventory, thus making an almost zero contribution to global warming There are many distinct benefits of using biodiesel compare to diesel fuel. Considered to be environmental friendly, biodiesel is one of the most renewable fuels compare to diesel fuel. It is biodegradable. It is derived from a renewable domestic resource, thus reducing dependence on and preserving petroleum. It can be domestically produced, offering the possibility of reducing petroleum imports, Reductions of most exhaust emissions relative to conventional diesel fuel, generating lower emissions of hydrocarbons, particulates and carbon monoxide; Biodiesel has a relatively higher flash point, >150 °C, indicating that it presents a very low fire hazard; leading to safer handling and storage, Biodiesel provides greater lubricity than petroleum diesel, thus reducing engine wear. In fact, biodiesel can be used as a lubricity enhancer for low-sulphur petroleum diesel formulations, Toxicity tests show that biodiesel is considerably less toxic than diesel fuel (Haws, 1997). Biodiesel can be used directly in most diesel engines without requiring extensive engine modifications.
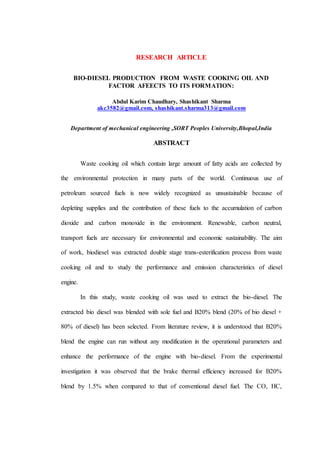
- 14. 14 Waste cooking oil as feedstock biodiesel The term “waste cooking oil” (WCO) refers to vegetable oil which has been used in food production and which is no longer viable for its intended use. WCO arises from many different sources, including domestic, commercial and industrial. WCO is a potentially problematic waste stream which requires to be properly managed. The disposal of WCO can be problematic when disposed, incorrectly, down kitchen sinks, where it can quickly cause blockages of sewer pipes when the oil solidifies. Properties of degraded used frying oil after it gets into sewage system are conducive to corrosion of metal and concrete elements. It also affects installations in waste water treatment plants. Thus, it adds to the cost of treating effluent or pollutes waterways. Any fatty acid source may be used to prepare biodiesel. Thus, any animal or plant lipid should be a ready substrate for the production of biodiesel. The use of edible vegetable oils and animal fats for biodiesel production has recently been of great concern because they compete with food materials - the food versus fuel dispute. There are concerns that biodiesel feedstock may compete with food supply in the long-term. From an economic point of view; the production of biodiesel is very feedstock sensitive. Many previous reports estimated the cost of biodiesel production based on assumptions, made by their authors, regarding production volume, feedstock and chemical technology. In all these reports, feedstock cost comprises a very substantial portion of overall biodiesel cost. The process of converting waste cooking oil into biodiesel can be broken down into five primary sequential steps in figure 4.1
- 15. 15 Figure 4.1. Generalized waste cooking oil-to-biodiesel fuel processflowdiagram 1. The first step is the waste oil collection. While each collection technique can be different, it requires coordination between the collectors and the oil producing facility (restaurant, community, cafeteria, municipality, etc.). 2. The second step is a pre-treatment process, which is broken into two sub-steps. The oil is most likely to contain residual water, as well as solid food particles. Therefore, the first pre-treatment step is to separate out the water and solids. This is crucial to ensure full conversion of oil to biodiesel, described further below. Once separated, the oil is then titrated to determine the concentration of free fatty acids (FFA). This determines the necessary amount of catalyst for the transesterification reaction. 3. Following the pre-treatment process, the waste cooking oil feedstock is ready for the transesterification reaction. The oil, a triglyceride, reacts with an alcohol, Waste Oil Collection Pre-treatment Transesterification Biodiesel and Glycerol Separation Utilization typically methanol, in the presence of a catalyst to produce fatty acid esters (Figure 2) [13]. The oil is composed of three fatty acid chains with a glycerine “back bone.” The alcohol breaks off the three fatty acid chains from the glycerine and then attaches to each of the three free fatty acid chains making a fatty acid ester, or commonly known as biodiesel. The broken off glycerin is the by-product of this production process. 4. Once the transesterification reaction is complete, the biodiesel and glycerine will separate with time, due to their different densities. When the products separate, there will be two distinct layers with visible color and viscosity differences. The glycerine will be the bottom layer because it is denser than biodiesel. The glycerine separation step is simply draining off the bottom layer of glycerine.
- 16. 16 5. Once separated, the biodiesel and glycerin by-product can be utilized in appropriate applications. Biodiesel can be used as a substitute for petroleum diesel fuels (fuel oil for heating applications), while glycerin has numerous uses as a food additive, soaps production, etc. Bio-diesel production by transesterification method A laboratory-scale biodiesel production set-up was as shown the figure 4.1. It consists of a motorized stirrer, straight coil electric heater and stainless steel containers. The system was designed to produce maximum 5 liter of biodiesel. Temperature of the mixture of the triglyceride, methanol and catalyst were maintained at about 60C. The method adopted for preparation of biodiesel from Sapotta seed oil for this work is, transesterification which is a process of using methanol (CH3OH) in the presence ofa catalyst, such as potassium hydroxide (KOH),to chemically break the molecule of Sapotta seed oil into an ester and glycerol. This process is a reaction of the oil with an alcohol to remove the glycerine, which is a by-product of biodiesel production.
- 17. 17 figure Schematic diagram of Biodiesel Plant (5 lit. Capacity) The procedure done is given below: 1000ml of waste cooking oil is taken in a container. 15 grams of Potassium hydroxide alkaline catalyst (KOH) is weighed. 200 ml of methanol is taken is beaker. KOH is mixed with the alcohol and it is stirred until they are properly dissolved. Waste cooking oil is taken in a container and is stirred with a mechanical stirrer and simultaneously heated with the help of a heating coil The speed of the stirrer should be minimum and when the temperature of the raw oil reaches 62C the KOH-alcohol solution is poured into the raw oil container and the container is closed with a air tight lid. Now the solution is stirred at high speeds. Care should be taken that the temperature does not exceed 62 C as ethanol evaporates at temperatures higher than 60C. Also the KOH-alcohol solution is mixed with the waste cooking oil only at 62 C because heat is generated when KOH and alcohol are mixed together and the temperature of the raw oil should be more than
- 18. 18 this when mixing is done if the reactions have to take place properly. After stirring the animal oil-KOH-alcohol solution at 62 C for ½ an hour the solution is transferred to a glass container. Now separation takes place and biodiesel gets collected in the upper portion of the glass container whereas glycerine gets collected in the bottom portion. This glycerine is removed from the container. Then the biodiesel is washed with water. Again glycerine gets separated from the biodiesel and is removed. The biodiesel is washed with water repeatedly until no glycerine is there in the biodiesel. Now this biodiesel is heated to 100 C to vaporize the water content in it. The resulting product is the biodiesel which is ready for use. Physical and chemical properties of waste cooking oil Property Waste cooking oil Acidvalue (mgKOH/g) 2.1 Kinematicviscosityat40oC (cSt) 35.3 Fatty acid composition (wt%) Myristic(C14:0) 0.9 Palmitic(C16:0) 20.4 Palmitoleic(C16:1) 4.6 Stearic(C18:0) 4.8 Oleic(C18:1) 52.9 Linoleic(C18:2) 13.5 Arachidic(C20:0) 0.12 Mean molecularwt(g/mol) 856
- 19. 19 CONCLUSION Biodiesel is a successful alternating fuel and it can be used directly as a fuel in diesel engine without any modification of engine.Transesterification method is very common method to reduce the viscosity while producing biodiesel.The main purpose of biodiesel is to reduce the exhaust emissions in terms of carbon monoxide (CO),hydrocarbon(HC) and particulate matter.The blend B20% shows significant reduction in CO,HC and smoke emission when compared to diesel fuel.The NOx emission for biodiesel is significantly raised. REFERENCE 1. Y.C.WONG and S. DEVI, “Biodiesel Production from Used Cooking Oil”. ISSN: 0970-020 X CODEN: OJCHEG 2014, Vol. 30, No. (2): Pg. 521-528. 2. Seid Yimer and Omprakash Sahu, “ Optimization of Biodiesel Production from Waste Cooking Oil”. Sustainable Energy, 2014, Vol. 2, No. 3, 81-84. 3. Mohammad abdul raqeeb and Bhrgavi R,’ Biodiesel production from waste cooking oil”.Journal of chemical and pharmaceutical Researh,2015,7(12):670-681,ISSN :0975- 681 4. Carlos A.Guerrero F,Andreas Guerrero-Romero and Fabio E.Sierra,’ Biodiesel production from waste cooking oil” National university of Colombia.
- 20. 20 5. R.B. Sharma ,Dr. Amit Pal,Juhi Sharaf,’Production of Bio-Diesel from waste cooking oil”.Journal of Engineering Research and Applications,ISSN :2248-9622,Vol. 3,Issue 6,Nov-Dec 2013,pp 1629-1636. 6. Pro jose Maria Cervero,Jose Coca and Susana Luque,’Production of biodiesel from vegetable oils”.Department of chemical and environmental engineering,university of Oviedo,C/.Julian Claveria,8,33071 oviedo.ISSN :0017-3495. 7. Alemayehu Gashaw, Abile Teshita,’Production of biodiesel from waste cooking oil and factor affecting its formation”International Journal of Renewable and Sustainable Energy,2014;3(5):92-98, ISSN:2326-9715(print),ISSN:2326-9723(ONLINE) 8. Prafulla D et al, “ Biodiesel Production from Waste Cooking Oil Using Sulfuric Acid and Microwave Irradiation Processes”. Journal of Environmental Protection, 2012, 3, 107-113. 9. Darwin Sebayang, “Transesterification of biodiesel from waste cooking oil using ultrasonic technique”. International Conference on Environment 2010 (ICENV 2010). 10. Wail M. Adaileh , Khaled S. AlQdah : “Performance of Diesel Engine Fuelled by a Biodiesel Extracted From A Waste Cocking Oil” Tafila Technical University, Zip code: 66110, 2010.Tafila, Jordan,Taibah University, Mechanical Engineering Department, Madinah Munawwarah , KSA. 11. Arjun B. Chhetri, “Waste Cooking Oil as an Alternate Feedstock for Biodiesel Production”. Energies 2008, 1, 3-18; DOI: 10.3390/en1010003. 12. K. Nantha Gopal , Sumit Sharma , K. Sathyanarayanan: “Investigation of emissions and combustion characteristics of a CI engine fueled with waste cooking oil methyl ester and diesel blends” 2008. School of Mechanical and Building Sciences, VIT University, Vellore 632014, Tamil Nadu, India Dhanalakshmi Srinivasan College of Engineering, Thuraiyur Road, Perambalur, Tamil Nadu, India.
- 21. 21 13. Ayhan Demirbas “Relationships derived from physical properties of vegetable oil and biodiesel fuels” Journal of Fuels 187(2008) 1743-1748. 14. B.K. Barnwal, M.P. Sharma, “Prospects of biodicscl production from vegetable oils in India” Journal of Renewable and Sustainable Energy, Reviews 9 (2005) 363-378.