
Recommended
More Related Content
Similar to FUNDAMENTAL OF MACHINE TOOLS.pptx
Similar to FUNDAMENTAL OF MACHINE TOOLS.pptx (20)
Recently uploaded
Recently uploaded (20)
FUNDAMENTAL OF MACHINE TOOLS.pptx
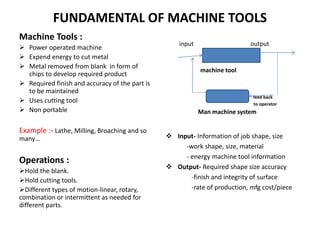
- 1. FUNDAMENTAL OF MACHINE TOOLS Machine Tools : Power operated machine Expend energy to cut metal Metal removed from blank in form of chips to develop required product Required finish and accuracy of the part is to be maintained Uses cutting tool Non portable Example :- Lathe, Milling, Broaching and so many… Operations : Hold the blank. Hold cutting tools. Different types of motion-linear, rotary, combination or intermittent as needed for different parts. Input- Information of job shape, size -work shape, size, material - energy machine tool information Output- Required shape size accuracy -finish and integrity of surface -rate of production, mfg cost/piece input output machine tool operator feed back to operator Man machine system
- 2. Lathe Machine Drilling Machine
- 3. CLASSIFICATION Based on Field of Application i. General purpose: Highly flexible, wide range of work-piece Variety and material, cost effective job Production. Ex-plain turning lathe, turret lathe, milling & grinding machine etc. ii. Production purpose: Less flexible, work variety and material limited, cost effective batch and mass Production. High power and rigid. ex- multi tool lathe, plunge cut grinder etc. iii. Specialized: Same shape but different size product. Readily can be switched overfrom one job to other. Ex- iv. Single purpose: Specialized for a definite machining operation. Ex. Thread cutter, gear hobber etc. v. Special machine tool: Tool grinder, threading by die tap etc. Based on Configuration Horizontal, Vertical, Inclined. Based on Primary Machining Operation Turning, Milling, Grinding, Combination machine tool Based on Nature of Cutting Motion Rotating tool/Reciprocating tool According to Accuracy Normal Accuracy: Majority of components Higher Accuracy: Critical parts requiring assembly and alignments Precision: More stringent accuracy and narrow tolerance Based on Environment Heavy duty: >10kw, continuous running Medium duty: 3-10kw, medium load Small duty: <3kw, small load and minimum time of running. Based on Degree of Automation Manual-control Semi Automated- Automated-
- 4. Major Components of Machine Tools Components for holding tool and workpiece. Prime mover to provide power. Kinematic chain for transmission and transformation of power. Structural body sufficient to support dead and live load within specified limit. Proper control and automation systems. Specification of Machine Tools It is the parameters to express the functional requirements of the machine Tools. Generally they are_ Size limit of the work Maximum and rated power Spindle speed-range, no of divisions Feed ranges Floor space , weight etc. So many others Types of Motion in Machining i)Primary Motion: It serve the purpose of removing metal. It has two types. a)Principal/Cutting Motion: Depends on optimum cutting speed for tool work- piece combination and nature of machining. It may be rotary, linear or combination of both. b)Feed Motion: Depends on required finish of the product. It may be continuous, intermittent, compound. ii)Auxiliary Motion: It help to accelerate other processes involved in production apart actual machining. This motion may be hand driven or automated. Ex- changing of speed and feed, clamping and unloading of work in the machine tool etc.
- 5. Performance Criteria of Machine Tools Safety Ease of Operation: Less fatigue for operation, loading, unloading and bringing tool and w/p in engagement should be easier by automation or quick acting clamp etc. Production Accuracy: Geometric, locational and dimensional accuracy with surface integrity as per requirement. Possible if machine tools is designed with sufficient stiffness and alignment and manufacturing accuracy of components. Production Capacity: Max. no. work-piece per unit time would be as per required. Reliability and Maintainability Ease of Maintenance Compactness: Should be high, fixed and operating cost should be as low as possible. Cost Effectiveness of Machine Tools 1 2 3 Cost Of Prdn. Rate of production 1.General purpose 2. NC Mahines 3.Special purpose machine
- 6. General Feature of Construction of Different Parts and Working of Lathe Oldest and important machine tools. The principal surface developed is cylindrical surface. Job is rotated (turned) and tool slides relative to job. So it is turning. Cutting Speed: V=Πdn/1000 m/min; d in mm , n is rpm. d=Depth of cut =b cos( ); is Side cutting edge angle, b=Width of cut. f=Feed in mm/rev But many other operations like facing, parting, taper turning and so on is performed by this machine tools. So it is termed as “The father of machine tools family.” s s
- 7. Construction of Lathe and its Components Power Transmission: Transmitted through series of kinematic chain/mechanism_ • Simple train: Individual motion has individual power. Found in modern machine tools. • Complex train: different motion and power from single power source. • Compound train: combination of simple and complex train. A lathe is typically consist of basic components like- Headstock: It is fixed at the left end. It houses power source, power transmissions and spindle. Power Source: • Induction having one or two fixed speed for stepped variation. • Variable speed induction motor, dc motor for stepless drive. • ac and dc servo motor, stepper motor for NC, CNC Machine. Power of Motor: Is to be estimated to overcome power for machining, friction, inertia forces, auxiliary motion etc.
- 8. Spindle: • It imparts rotary motion, hold centres/work holding devices/ work/ tool as required. • It is hollow to take long bar stock. • It has an external tapered surface at the front end to locate driving plates/chucks. • Front side has taper bore to accommodate centres. Centres: • The centre held in spindle is known as live centre having an included angle 60 degree as they rotate. • Live centre is mounted on ball bearing/tapered roller bearing along with thrust bearing. • It is also preferred during high speed machining to reduce frictional heat generation. • Centre used in tail stock is called dead centre as it does not rotate. May be of normal, half ended for turning and facing operation, spherical ball ended centre to accommodate set over. • The centre in tailstock is subjected to heavy wear due to relative velocity between centre and workpiece. Wear resistance can be increased by tipping the point with cemented carbide or wear resistant alloys.
- 9. Tailstock: • Function is to hold dead centre which supports long work piece (l/d>4). • It is clamped on the right side of bed. • It consists of two parts. Lower part rests on bed ways and upper part rest on lower part. • Lower part along with upper one can be slide over bed through guide ways to accommodate different length as required. • Adjustable screw holds two part together. • By loosening it, upper part can be moved away or towards the operator to offset tailstock. • The body of the tail stock has a bore for hollow cylindrical sliding member known as quill. • Drills, reamers, tap and other tools are held and fed to the workpiece by the quill.
- 10. Carriage: • It is moveable components between head stock and tail stock. • Its prime function is to hold the cutting tool and to provide required relative motion to the cutting tool (Longitudinal feed and Cross feed). • It includes five major components like –saddle, cross slide, compound rest, tool post and apron mechanism. Saddle: Base of carriage, slides longitudinally along the bed ways. Cross Slide: • Mounted on saddle by means of dovetail ways. • Provide cutting tool motion in cross direction which may be controlled manually by handle or by power feed. Compound Rest: • It has a graduated base that can be swiveled around vertical axis so that it can be angled with axis of workpiece. • So it is used for angular cut, specifically in case of short taper.
- 11. • In order to achieve good performance of machine tolls, its supporting structure must be designed with sufficient strength and stiffness. • In order to absorb vibrations, it is made as a rigid casting part. • Deformations and stresses developed due to torsion and bending depends on size and additionally on shape. • The section providing maximum moment of inertia and sectional modulus should be selected. And hollow box type section is the best. • The top of bed is planed to form guideways. • These are the rails on which complementary part slides. • Less expensive and low duty lathe have flat ways while medium to heavy duty lathe have combination of 2 pairs of guideways to provide motion to saddle and tail stock. Tool Post: • It is mounted over compound rest in a T- slot as shown. • It can be adjusted to tilt with the help of a concave ring collar and rocker base. Apron: • It contains Apron Mechanism reduction of speed and rotary to linear conversion of speed. • It lies under the saddle in front side of lathe. • https://www.youtube.com/user/munmachi neshop go for setting and working. Bed: • Bed is the base of lathe which supports all other components. • During cutting operations, majority of structures are subjected to complex loading like-combinations of torsion, bending, tension or compression which results accountable deformations leading to question on accuracy of parts.
- 12. Speed Changing Methods: i) By Shifting Key ii) Ruppet Drive iii) Pre-Optive Drive (variable position clutch ) iv) Engaging Clutch v) By Shifting Cluster Gears. Engaging Clutch- Drive System: Mainly two types_ • Primary Cutting Motion and Feed Motion. • Primary cutting motion drive enable to achieve certain speed range and variation for spindle. • Feed motion drive enable to achieve range and variation of feed in linear motion. Primary Cutting Motion Drive/Spindle Drive: • In general geared head stock drive is designed to get stepped variation in spindle output in multiple of 2 and 3 i.e; 3,4,6,8,12,16 and 24. • As no. of variations become more, complexity of drive arises. • Variations are arranged in geometric progression with common ratio 1.06, 1.12, 1.26, 1.41, 1.58 and 2. ( as c.r increases productivity loss increases and as c.r reduces more variation and complex design). • Common ratio where z is no of step. min max 1 N N z
- 13. By Shifting Cluster Gears: • A set of gears which can be slide on shaft to mesh with required gear is known as slider gear or cluster gears. • Gear 1, 2 and 5,6,7 are cluster gear. • Corresponding ray diagram is shown which indicates six number of speed variation in output spindle. Some Criteria: • Fixed gears spacing must be > 2b. (b width of gears) • Minimum difference in teeth of adjacent gears in a cluster must be => 4. • Minimum no. of teeth in gears for speed box => 20. Advantage: It is more efficient and compact , able to transmit high power, available power for all types of speed remains almost same.
- 14. Back Gears: i. For low duty smaller lathes, power transmits from motor to the cone pulley mounted on spindle by means of belt. ii. Spindle speed is changed by shifting belt to different pulley. iii. In order to get more variations and minimum speed back gears are used. iv. Cone pulleys and gear A is mounted on sleeve on spindle helps to rotate freely. v. Whenever lock pin is engaged, rpm is directly drives spindle, as gear B is rigidly mounted on spindle and N1, N2, N3 are obtained. vi. When back gears C and D are engaged with A and B respectively and lock pin E is disengaged, motion is reduced to N4, N5 and N6 with transmission ratio . i.e; N4 = N1 X B C D A Z Z Z Z B C D A Z Z Z Z
- 15. Feed Box: Work at very low velocities and does not pose serious vibrational problems. There are large number of speed reduction ratio and feed steps than speed box. Rotary to linear conversion and may be continuous or intermittent. Feed drive in lathe consist of_ (a) Reversing Mechanism (b) Change Gear Quadrant (c) Quick Change Gear Box (d) Lead Screw (e) Feed Rod (f) Apron Mechanism Reversing Mechanism: • Function is to reverse the direction of lead screw/feed rod , thereby reversing the direction of feed. • Consist of four spur gears with consecutive engagement of the bracket holding reverse gears. • Gear z2 and z3 are freely mounted on stud iii and iv of the bracket which is mounted on shaft ii. • Feed reverse lever can be moved to three positions 1,0,2.
- 16. Change Gear Quadrant: • It is two pair gear arrangement with a quadrant proper. • It serves to set up feed drive to different speed of lead screw and feed rod. • It is employed in cases, when it is necessary to obtain precise transmission ratio for required generating motion. • The set of change gears are chosen so that almost practically all transmission ratio can be obtained. • Z2 and Z3 are keyed on a sleeve which can be mounted freely on stud E which can be adjusted and clamped along the slot to compensate centre distance. • For the given case, gearing ratio is 4 2 3 1 z z z z
- 17. Quick Change Gear Box: • The quick change gear box is located in front side below head stock. • Function is to rapid change in (a)Feed rate (b) rpm of spindle/ feed rate by shifting corresponding lever. • It contains (i) A number of different size gears (ii) Intermediate gear (iii) Tumbler gear (iv) A chart. • The tumbler gear can be slide over shaft to mesh any gear on shaft I via intermediate gear mounted on shaft II by swinging and sliding lever. • Shaft III on which tumbler gear is mounted is the driving shaft. • The number of gears in cone = number of transmission required. • Positive Features: i)Compact design to enable large number of transmission in single group. ii)Simple control by using single lever. iii)N feed rate can be found by using N+2 gears only. • Negative Features: i)Insufficient rigidity and accuracy of meshing. ii)Poor lubrication. iii)Possibility of dirt accumulation in housing.
- 18. Specification of Lathe: 1. distance between centre. 2. swing over bed: max. dia of job that can be turned. 3. swing over cross slide: max dia of work turned with job cross slides. Apron mechanism: • Main function is to transfer rotary to linear motion with subsequent speed reduction. • Feed rod 2 has a keyway along its whole length. • Worm 3 with its key slides along the rod. • Worm mesh with worm wheel 4 and motion transferred to pinion 5 mounted on same shaft. • By turning automatic feed knob pinion 5 meshes with gear 6 and rotation transfers to pinion 7 which runs on rack fastened to bed. • It is employed for turning and other operations. • For thread cutting, instead of feed rod lead screw take active part. By changing feed, change lever to neutral position feed rod become inoperative and Lead screw active. • Lead screw feed the carriage through two half nut mounted at the rear wall of Apron when engaged.
- 19. Work Holding Devices Primary Functions: • To hold work-piece at suitable location by effective clamping. • Used for different machine tools. • Work holding devices in lathe- centre, chuck, collect, face plate, mandrel, steady rest, follower rest, mandrel etc. are used depending on shape, size, location of work-piece. Chucks: • Chucks are available in many style and types. • Size wise it also varies from small drill chuck to massive lathe chuck. • It have long been useful work holding devices for variety of cylindrical work. • Development of novel accessories and their implementation in standard chuck make it more useful. Three Jaw Chuck: • 3 jaws move inward or outward simultaneously by same amount. • Jaws are 120 degree apart. • Known as self centering chuck. • Although quick centering but limited gripping force; so not suitable for heavy or precise work as accuracy 0.125 TIR( Total indicated run out) • Mechanism involve combination of bevel gear drive and a spiral rack(scroll plate). By turning the bevel pinion, scroll plate rotare and rotation of scroll plate move jaws by meshing flat teeth behind jaws with spiral rack.
- 20. 4 Jaw Chuck: • The independence of the jaws movement. • Make this chuck suitable for holding even non-circular part, heavy part with greater clamping force and reasonably greater accuracy than 3 jaw. • Individual jaw can be moved radially over its slot by rotating individual jaw screw. Magnetic Chuck: • Magnetic chucks is used to hold magnetic material (iron/steel). • Parts are thin and prone to damage under heavy clamping force. • Chuck is used when light cut and special grinding operations. • Chucks are fitted to an adapter mounted on spindle. • For aligning work is held lightly by turning chuck wrench a little bit. Then work is trued and chuck is turned full-on-position to hold job securely. • https://www.youtube.com/watch?v=vfhZnJWlcb4
- 21. Collet Chuck: • Most accurate and used for precise job. • Each collet has a range of 100ths. of mm. over or under the size marked on it. • Variety: Spring Collet Chuck & Jacob Collet Chuck. • Jacob collet has wider range of work. • Hold round, square or hexagon shape very fast. Limited to smaller job. • In the taper of head stock spindle, a special adapter is fitted. • A hollow draw bar with an internal thread is inserted in opposite end of spindle. • Rotation of hand wheel draws the collet into the tapered adapter causing a uniform pressure on collet sleeve. • Sleeve segments are elastically deflect and clamp the component. • As deflection is within elastic range, upon removal of pressure, sleeve spring back quickly, thus unloading of work is faster.
- 22. Lathe Dog • When l/d >4, work is held between centres. • Work is rotated by driving lathe dog. • Drive plate is mounted on threaded nose on spindle. • Drive plate has one open slot and three closed slot. • A pin inserted in open slot engage tail of the dog. • Thereby impart rotation from spindle to drive plate to pin to dog to work. • Dog has opening to receive work and a set screw to fasten dog to work. • Various size and types to suit various work. • Dog available as_ • bent tail, straight tail, clamp type etc. Face Plates: • Used to hold work too large or odd shaped such that can’t be held in between centre or in chucks. • Face plates are equipped with several slots to use bolt for work holding • It may also have angle plates so that work axis may be aligned with lathe axis • When work is mounted off centre a counterbalance should be designed to prevent imbalance and resultant vibration.
- 23. Steady Rest: • It is clamped on lathe bed at desired location. • Supports the work by three adjustable screw jaws. • Jaws should be adjusted to align the axis of work. • Top half can be swung w.r.t lower half for easy removal of work. • It is suitable for long and thin work for a support in between centre. • As the carriage can’t pass over it, the work need to be turned in two set up (left hand Portion first and then reversed to set back side in chuck or vice versa). Follower Rest: • It is mounted on carriage at the rear side so that it can follow cutting tool and thereby bear the load at machining point effectively. • It has two jaws to bear against work surface. • Used for long and very thin work for turning and thread cutting operation. • For both the cases, jaws may be provided with ball/roller bearing to reduce heat generation during high speed machining.
- 24. TAPER TURNING Taper Specification: Out of 5 parameters (D, d, l, L, α) 3 must be given to identify it. Ways to specify (i) Inclination-(1:2x) = (ii) Half Taper Angle α = Standard Tapers: (i) Morse Taper: size 0,1,2,3,4,5,6 . Each one has definite size and definite taper angle. (ii) Metric Taper: size 4,6,80,100 etc. indicates larger diameter and all have same taper angle. Application of Tapers: Cone Clutch, Counter Shank Screw, Centre, Tool Holders etc. Method of Taper Turning: (i) By swiveling compound rest (ii) by using form tool (iii) By setting over tailstock (iv) By taper turning attachment l d D 2 l d D 2 tan 1
- 25. Taper Turning by Swiveling Compound Rest • Compound slide or compound rest is the component mounted over a swiveling base fixed over cross slide. • Compound slide is set in direction of lateral arc line of taper so that cutting tool follow the path of tapered surface. • Setting is done over swiveling base at half taper angle and then tool is clamped. • By rotating handle at the right the tool post is given feed along axis as there is screw nut assembly system for conversion of rotary to linear motion. • Tool is fed manually. • Advancement of tool for depth of cut is assigned by cross feed of cross slide. • The length of compound slide is limited. • The work is manufactured manually, so only short tapers are manufactured by this process. • Due to hand feed, accuracy and finish of the part is not up to the mark.
- 26. Taper Turning by Form Tool • Form tool is the tool which impart predetermined contour / profile to the work. • The tool is grounded to form the required angle of the taper and the tool feed is perpendicular to lathe axis. • The width of tool is slightly exceeds the length of taper. • Large no. of variety tool is required. • Suitable for short taper. • Mass production of non variable shape and size is cost effective. • Not suitable for variety of work in shape and sizes.
- 27. Taper Turning by Offsetting Tail Stock • In compound slide method tool traverse (feed) is parallel to the surface to be developed i.e at an angle equal to half taper angle w.r.t. lathe axis. • In form tool method tool traverse parallel to axis, work is set aligned to line of centre but cutting edge ( making an angle equal to half taper angle ) are parallel to surface to be developed. • In this case, tool traverse is parallel to lathe axis but work is set to angle to form the same angle between line of centre and feed direction. • Line of centre is set to required angle by shifting tail stock centre • When tail stock is shifted towards the operator, larger dia will be at head stock and away from operator larger dia will be at tail stock. • Set over for taper = • Set over of part length L with tapered length l will be = • Set over is obtained by setting upper part of tail stock from base by amount graduated on the scale. • Set over or offset is to be limited L/50 otherwise work may slip from tail stock centre or unbalance of work may occur. Therefore it is used for gentle taper ( <8 degree) of long length. • It develops non-uniform wear of dead centre. 2 d D l L d D 2
- 28. Taper Turning by Taper Turning Attachment • Bracket is attached to lathe bed at rear side. • Bracket carries a guide bar which can be swivels against a pivot point. • The required angle = half of taper angle is set by swiveling bar and fixed the stud at correct position in the slot of bracket. • A guide block connected to lathe cross slide by tie bar. • Due to longitudinal feed of saddle, guide block will slide along bar. • As guide block is linked to cross saddle, it is moved in a direction parallel to guide bar. And the surface is cut. • Cross slide will be disconnected from saddle by removing cross feed screw/ disengaging cross slide and cross feed screw nut • After each cut, tool is given depth of cut by rotating handle of compound rest. • Tapers may be turned repeatedly without changing normal set up of machine. So, same alignment is maintained and good repeatability for the part. • Tapered holes can be bored easily. • Tapers are developed by providing longitudnal power feed. So productivity is quite high and suitable for mass production. • for less no. of job process is not cost effective.
- 29. THREAD CUTTING Thread cutting is one of the important operation frequently performed in lathe. It may be considered as turning with some special consideration- to cut helical grove of proper form and depth. Before discussing about thread cutting it is essential to look into basic details of a thread. There are variety types of thread- square, ACME, NPT pipe thread, buttress thread etc. however, they are classified majorly as BSW (British standard whitworth) and ISO Metric thread regarding standardization. BSW- Angle 55degree, depth 0.6403xpitch Radius at crest and root- 0.17329xpitch Metric-angle 60degree, root radius- 0.0633xpitch(max) Depth =0.54127xpitch Steps in Thread Cutting_ 1) To find accurately shaped cutting tool which is accomplished by thread gauge. 2) Tool is mounted on tool post and ensure that tool top is aligned with axis of rotation 3) Establish a specific relation between longitudinal feed and spindle rotation which is performed by changing gears or corresponding chart by shifting lever in semiautomatic lathe. Driver/driven =P/L where P =Pitch of thread to be cut and L is lead of lead screw. Gears are available from 20 to 120 and special gear teeth 127. if possible simple train can be selected ,if not set compound gear train. 4) Longitudinal feed is provided by lead screw not by feed rod . Two halves of the split nut(half nut) is to be closed on lead screw and carriage moves as lead screw rotate. 5) If L= NXP(N is any integer) i.e if lead screw pitch is an exact multiple of thread pitch, thread is known as even thread otherwise odd thread.
- 30. 6. If even thread, after the completion of tool travel, half nut is disengaged, tool is retracted and returned back to original point manually without stopping /reversing lathe. Next pass is started with specific d.o.c. (first cut .25-.4mm and gradually reduced to .027 -.075mm) 7. If odd thread, after the completion of tool travel, half nut is not disengaged, tool is retracted and returned back to original point by stopping and reversing lathe so that it follow the exact earlier path in subsequent passes. 8. Tool can be fed inward either radially or at angle half of thread angle. 9. For the first case, cutting take place along both flanks of the tool. As tool is provided with zero or negative rake, it does not initiate proper cutting. Higher cutting force, chances of chatter resulting poor finish and low tool life. Applicable for cast iron and brass. Suitable for ACME, Square thread. 10. In Second case, cutting take place on the face of the tool. Compound slide is rotated half of thread angle and cutting tool is adjusted perpendicular to surface. Cutting is favorable as chip is curled easily.
- 31. The production rate of cutting screw threads can be increased with the use of tool called die head chaser. Tools have four cutters with multiple teeth which can be adjusted radially. For smaller diameter thread, adjustable round solid threading die is used. Proper size die is selected and held in a die holder which is placed in tail stock centre. Work-piece is held in headstock spindle, rotated slowly. The tailstock hand wheel is rotated to engage die over work piece and to cut the threads. For cutting internal threads, same procedure is followed by use of tap.
- 32. Power requirement in turning: required power depends on speed, feed, d.o.c, tool material, work material –its hardness and machineability and nature of machining. However, for a rough estimation of power in turning is done by = cutting force cutting speed; Cutting force= Kxdxf ( d=d.o.c in mm, f is feed in mm/rev, K=constant based on work material N/mm2) Machining time calculation: Calculate N (spindle rpm)= 1000V/Πd Time for single pass= L+overtravel/F.N ( overtravel may be 2 -4 mm. either side depend on operator choice) Number of roughing pass: = (total allowance- roughing allow.)/d.o.c Number of finish pass= finish allow./ finish d.o.c Problem 1: Estimate the actual machining time required for the component of length 120mm to turn to 42mm. Available speed70,110,176,280,440,700,1100,1760, 2800. roughing speed 30mm/min and feed .24mm/rev. finish speed 60mm/min and feed .1mm/rev. finish allow. 0.75mm and blank dia 50mm. Find power required. Sol: stock to be removed (50-42)/2= 4mm for roughing-available stock=4-.75=3.25mm. Considering max d.o.c =2mm no.of pass=2 avg. dia = (50+42)/2=46mm. N= 207rpm. Take N= 176, Machinig time for roughing=2x (120+4)/(.24x176) =5.82min finishing rpm= 60x1000/πx42=440rpm machining time for finishing=124/(.1x440)=2.77 min.
- 33. Problem 1: A taper pin of length 80mm has taper length 48mm.The larger dia 83mm and smaller dia 73mm. (i)Calculate the angle for compound rest set up. (ii) tail stock set over. Problem 2: Calculate tail stock offset for a taper of 8 degree on a job of 120mm long And larger dia 80mm. Problem 3: Calculate change gears to cut a single start thread of 0.5 mm pitch on a Centre lathe having a lead screw of 12mm pitch. Problem4. calculate the change gears to cut a single start thread of 4 tpi on a centre lathe with lead screw of 3mm pitch.
- 34. Reciprocating Machine Tools • Machining of flat surfaces (horizontal/vertical/ inclined) by means of straight line reciprocating single point cutting tool is performed either in shaper or planning machine or slotting machines. • In case of shaping work-piece is stationary and cutting motion is provided in the cutting tool. feed motion is provided in a plane perpendicular to cutting motion. Shaping is limited to small to medium size of work-piece as stroke length is limited to 800 - 1000mm. • For planning prime cutting motion is given to the work-piece on table. Tool is moved slowly for imparting feed motion. Planning are performed for heavy and large job of heavy duty. Having a box type of configuration it is more rigid and able to take heavier cuts. • Slotter works on same principle as shaper but tool travels in vertical plane. Slotter is provided with indexable rotary table about vertical axis. Table moves on saddle. Rotary along with two straight line motion of table enhances its capability on working range. It is widely used for machining blind holes, splines, keyways etc. machining of straight and curved die can also be machined.
- 35. SHAPER Base: Provide support, carry dead weight and dynamic load. Generally grey cast iron, Housing: Hollow casting, mounted on base. Houses drive mechanism for ram movement and table. Top of housing are arranged with guide ways for smooth motion of ram. Table: Fastened at the front of housing, table is moved across the housing on cross rail for feeding. It can also be moved up and down on housing to accommodate different size of work- piece by elevating screw. Ram: It carries the tool head at front and travels in guide to provide straight motion to the tool. Based on the nature of drive- mechanical/hydraulic , shaper is classified.
- 36. Tool Head: It is connected to front of ram and hold the cutting tool via tool holder on other side. The tool post and tool block have snug fit in the clapper box and hinged at upper edge. During forward stroke, the tool block is solidly supported against clapper box due to cutting force. During return stroke, tool block is free to swing forward from pivot. This lift up the tool to avoid rubbing against machined surface. Tool head has a feed screw rotated by handle for raising or lowering the tool to adjust d.o.c. the slide is rotated on swivel plate which enable tool head to be rotated to take angular cuts. While machining inclined surface, clapper box must be swung along an arc away the work-piece surface.
- 37. • Nature of tool geometry develops triangular hill valley profile on machined surface based on tool geometry and operating parameters. • The height from valley to hill can be reduced by decreasing feed/stroke which reduces MRR. • Another option is to use broad nose tool with high feed/stroke but causes unavoidable vibrational problem. Flat Surface Generation
- 38. Quick Return Mechanism • Bull gear is driven by motor via bull gear pinion. • A pin fits freely into a hole in bull gear block holds a sliding block which slides in the slot of rocker arm. • The rocker arm is pivoted at lower end of column and upper end is connected by a link to ram block which is secured to ram. • Ram stroke is adjusted by changing crank radius on bull gear. • If radius is increased stroke length will be more and vice versa. • Another option is to change the distance between pivot point of slotted arm and centre of bull gear.
- 39. • From the angle α and β, it is realized that the return stroke takes less time. • Average cutting speed= L/t(cutting) • T(cutting)= (1/N)X(α/α+β)min. • Avg. cutting speed=L.N.(α+β)/α=L.N(1+(1/r)) where r= α/β>1 and kept 1.5 • Average return speed= L/t(non-cutting) • T (non cutting)=(1/N) X (β/ α+β) min. • Avg. return speed =L.N.(α+β/β)=L.N.(1+r) • The speed mentioned for any particular stroke is not uniform, rather it is varying followed by the shown curve. • As there is a wide variation of load w.r.t time, so for getting a smooth and Jerk- free movement of ram, a flywheel is essential. • Big bull gear function as well as a flywheel. • Stroke length is adjusted such that tool starts cutting stroke a small distance before the w/p is engaged by 10 to 20mm and complete the stroke 10-20mm. • After disengage with w/p.
- 40. • Feed is intermittent and provided only during return stroke. • The feed is given through feed screw rotated by a ratchet wheel. • The ratchet wheel has intermittent rotary motion by engaging with spring loaded reversible pawl. • The pawl gets it motion from a slotted disc through a connecting rod. • The slotted disc is rotated at same speed of bull gear through a intermediate spur gear. • As the pawl is straight on one side and slanted on the other, it rotates the ratchet in one direction when pawl teeth pushes ratchet. • When pawl teeth is pulled by connecting rod it slides over ratchet teeth and no rotary motion is imparted. • Pawl is spring loaded to keep contact with ratchet wheel. • By rotating the knob at the top by 180 degree feed direction can be reversed and by rotating 90 degree feed may be zero. • The rate of feed is controlled by adjusting the eccentricity of driving pin in slotted disc. Feed Mechanism in Shaper
- 41. Hydraulic Shaper • A constant speed motor runs a pump which delivers oil at constant pressure in the line. • Through flow control valve to 4 way regulating valve. It admits oil under pressure to each end on the piston alternately and allowing oil from opposite end to return to reservoir. • The flow of oil in each end is accomplished with the help of trip dogs and pilot valve. • As ram completes it stroke, trip dog will trip the pilot valve which operate 4 way regulating valve to alter the direction flow of oil. • Stroke length is adjusted by using trip dogs at desired location. The speed of ram is proportional to oil pressure and area of piston. Advantage: a) Cutting speed remains constant during cutting and return speed remains constant during return stroke. b) Ram reverses quickly without experiencing any shock as inertia of the working parts is comparatively small. c) Range and number of cutting speed are large. d) More stroke/min is possible. e) Ability to change length and position of stroke. Disadvantage: Initial cost and maintenance cost too high.
- 42. Numerical problems 1. Calculate the rpm of the bull gear of a mechanical shaper if cutting speed is 35m/min. with adjusted stroke length 250mm. Assume ratio of cutting stroke to idle stroke as 1.5. Solution: let rpm of bull gear be N. So, for 1 rev. time needed is 1/N min. Out of this 1/N min, cutting time is (15/25)x(1/N) min. Dist. Travelled=(35m/min)x(15/25)x(1/N)min=250/1000 N=(35X15X1000)/(250X25)=84 RPM. 2. A part measuring 300mmx100mmx40mm is to be machined using hydraulic shaper along its wide face. calculate the machining time taking approach and overtravel as 25mm each. take cutting speed as 15m/min and machining allowance on either side of plate width is 5mm and feed is 0.4mm/stroke. Solution: =300+25+25=350mm No. of stroke required= (100+5+5)/0.4 =275 Being hydraulic shaper, cutting speed i.e assumed uniform speed in a stroke =15000mm/min. Time required for machining= ((350x2)/15000)x275=12.83 min. 3. A shaper is operated at 2 cutting stroke per second and is used to machine a work-piece of 150mm length at a cutting speed of 0.5m/s using a feed of 0.4 mm/stroke and a depth of cut of 6mm. (a) calculate the total machining time to produce 800 components each 100 mm width. (b) if forward stroke is over 230degree, calculate % of time when tool is not contacting work. Solution: No. of stroke required= (100+5+5)/0.4=275 Machining time/piece needed=(275/2) s Total machining time = ((275/2)x800)/3600 hr=30hrs. cutting time for a stroke= α/(α+β)N=230/(360X120)=.0053min Idle time for a stroke =β/(α+β)N=130 /(360x120)=.003 min % of time tool not contacting work= (.003/.0083)x100= 37.5% a o eff L L L L
- 43. HOLE MAKING OPERATIONS Different type of holes are Through hole, Blind hole, Counter bore , Counter sink, Step hole etc. Operations Include_ Drilling: Making a drill with the help of twisted drill. Core Drilling: Uses core drill to enlarge and improve geometric shape. Reaming: Uses reamer to get accurate size and finish of previously drilled hole. Counter Boring: Uses counter bore to enlarge certain portion of drilled hole, sometimes needed for setting of screw head or bolt head. Counter Sink: Chamfering of entrance of drilled hole for setting flat head screw or rivet. The angle may be 60/82/90 degree. Step Drilling: Uses step drill i.e. combination of drill bit of two different diameter.
- 44. Drilling Machine
- 47. Drive in Drilling Machine Main Drive: From motor, motion goes to spindle by a pair of cone pulley –v belt drive. In order to get different speed, it can be designed with change gears. Feed Drive: • The spindle has a keyway or spline so that it may be moved up and down retaining its drive at fixed point. • There is a non-revolving quill or sleeve in which spindle freely rotate. • Drill sleeve carries a rack which meshes with pinion. • Pinion is turned by hand lever in small machine or by automatic transmission by designing gear change drive with main drive. • So, main objective is to get a calculated rpm of pinion for a desired feed. • Drill sleeve is moved up and down along axis. • Spindle is held with upper end of sleeve by two ring nut and with lower end of sleeve by collar of spindle head. • To reduce friction, ball bearing arrangement is provided between sleeve and collar.
- 48. DRILL BIT SHANK: the part of the bit used for mounting on spindle or other operating elements to transmit motion and power to the cutting tool. • For drill bit up to 13 mm. dia have straight shank and are held in drill chuck • For dia >13 mm. tapered shank bit is used. Taper shank fits into internal taper of spindle. At the end of shank, tang is provided to prevent slip during operation and to allow the drill to be removed from spindle without damaging shank. BODY: It is the part in between shank and point. It consists of certain elements like Flutes: Two or more helical grooves which form cutting edges are cut around the body. They allow cutting fluid to reach at machining point and allow the chips to escape. Margin: Narrow raised section next to flute and extends along entire length. Its purpose is to provide full size of drill body and cutting edges. Drill bit i.e. Twist drill is used as cutting tool for drilling. Other special type of drill bit are also in use for drilling special type of holes. Drill bit Material: General material is plain c-steel/h.s.s. for drilling hard and brittle material. Drill bit with carbide tip increase productivity by 30% over h.s.s. CONSTRUCTION: Main parts are_ i) Shank ii) Body iii) Point Body Clearance : Undercut portion of the body between margin and flutes. It reduces friction between drill bit and surface of drilled hole. Web: Thin portion in centre of drill along entire length. It gradually increases towards shank. It is the strength of the drill bit and it form chisel edges. Dia of drill body is reduced towards shank to avoid rubbing along whole length.
- 49. Chisel Edge: • Chisel shaped portion at the centre of drill point. • It is formed by intersection of two flanks. • This part does not cut material but pushes material out of centre of the hole in front of cutting edges. Lip: • Lips are formed by intersection of flutes. • They must be of equal length, equal angle and sharpness in order to drill turn true. Otherwise hole will be oversized, eccentric and excessive wear of tool. Rake Angle: • Axial rake angle is the angle between the face and line parallel to axis. • This angle changes based on position on face. • It is equal to helix angle at the periphery. • It is complex angle which depends on helix angle, point angle and feed rate. POINT: This is the prime component which actually take part in cutting. The shape of point is very important. It consists of basically chisel edge and heel. Helix Angle: It is the angle formed by leading edge of land to the axis. The angle helps to escape chips clearly. Lip Clearance Angle: From cutting lip to back of heel a relief is provided. This is known as lip clearance angle. Lip/Point Angle: To determine shape of point. General value118 degree. Larger for hard and brittle material.
- 50. DEEP HOLE DRILLING Deep hole means L/D >5 Problems encountered in deep hole drilling are- • Hole tends to run off • Less rigidity of tool • Large elastic deformation • Excess play in bearing • Non-uniform adhering of chips on lips and non uniform length of both lips • Guiding actions of margins • Supply of coolant • Removal of chips Operating Parameters for Deep Hole Drilling 𝑉𝑑𝑒𝑒𝑝 = 𝑉𝑑𝑟𝑖𝑙𝑙 1 − 𝑑𝑒𝑝𝑡ℎ 𝑜𝑓 ℎ𝑜𝑙𝑒 40𝑥 𝑑𝑖𝑎 𝑜𝑓 ℎ𝑜𝑙𝑒 𝑓𝑑𝑒𝑒𝑝 = 𝑓𝑑𝑟𝑖𝑙𝑙 1 − 𝑑𝑒𝑝𝑡ℎ 𝑜𝑓 ℎ𝑜𝑙𝑒 50𝑥𝑑𝑖𝑎 𝑜𝑓 ℎ𝑜𝑙𝑒 Prevention: • Low feed, sharepening of both lips should proper and error free • Sufficient supply of cutting fluid • Drill must be guided by jig bushing • w/p rotate, tool either stationery or rotate in opposite direction • By using special drill-half round drill/ gun drill Half Round Drill: • Single lip, more bearing surface. • Drill is taper to reduce friction and more chip clearance area. Gun Drill: • More bearing surface covering 250-300 degree. • Zig-zag designed lips for chip breaking.
- 51. REAMING Reaming: It is hole finishing operation. Very little amount of material is cut smoothly to get better finish- parallelism, roundness and accuracy in size. • It uses multipoint cutting tool: Reamer. • It has three main parts: shank, neck and fluted portion. Chamfered Portion: l1 ensures easy entry to the hole. Starting Taper: l2 provide prime cutting action. Sizing Section: l3 guides the reamer and help in sizing the hole. Back Taper: l4 provided to minimize friction. Types of Reamer: • Hand Reamer: operated by tap wrench. Have long cutting edges. May have pilot for guiding. Have straight shank • Machine Reamer: Taper shank. Shorter cutting edge. • Solid Reamer: One piece integrated material • Shell Type Reamer: Cutting portion are made like a shell and mounted on shank to reduce cost. Siutable for larger dia. • Floating: Holders are not rigid and permit to follow previously drilled hole easily. Left hand and Right hand Straight flute and helical flute
- 52. Size of Drill Press 1. swing-2x(distance from nearest face of column to centre of spindle) 2. maximum dia of drill bit that can be used on steel work-piece 3. maximum distance between spindle and table i.e maximum height of job with table in its lowest position 4. spindle up and down movement (length of feed) Machining Time: Machining time = t(m)= L/(SXN) L= length of hole + 0.3x dia of drill S=feed/rev. N=no.of rev/min. MRR=ΠDDSN/4 Torque acting on drill=𝑀 = 𝐶𝐷1.9 𝑆.8 Thrust acting on drill=𝑇 = 𝐾𝐷𝑆.7 HW: A hole of 25mm dia and 35 mm depth is to be drilled on m.s plate. Cutting speed 35mm/min and feed 0.2 mm/rev. calculate machining time, MRR, torque and thrust acting on drill. Assume setting time as 2 min. torque and thrust constant as 616 and 84.7. • Estimate machining time to cut 4 no. drill hole of dia14mm on 12mm thick m.s plate considering cutting speed 22m/min and feed 0.2 mm/rev. assume setting time=8min, auxiliary time/hole=1 min. assume available spindle speed 510. L= 12+(.3X14)= 16.2mm. ΠDN=22000 or N= 22000/(3.14X14)=500 T(actual machining)/hole=16.2/(.2x510)=.16 min. Total actual machining time= 4x.16=6.4 min. Auxiliary time= 4min. Setting time= 8 min. TOTAL MACHINING TIME=18.4 min.
- 53. MILLING It is a machining process in which a work-piece is fed into a rotating milling cutter, a multipoint cutting tool by producing number of chips in one revolution of cutter. Peripheral Milling: • Finished surface is parallel to axis of cutter • Machined by cutter teeth located on periphery Face Milling: • Finished surface is perpendicular to axis of cutter • Machined by teeth on periphery and flat end of cutter. Features of Milling: • Interrupted Cutting: teeth gets time to be cooled, hence allow larger MRR • Small Size of Chip: Small but large number of chips are produced. Component can be machined in single pass. • Variation of Chip Thickness: Chip thickness Varies from engagement of teeth to disengagement with work. So, there is a cyclic variation of cutting force which may induce unwanted vibration in the system.
- 54. Knee and Column Type: Column: Rigid, contain SGB, Gear train. Knee: Contain feed mechanism, support saddle and table. Table has T-slot along x axis for movement in x direction, saddle moves perpendicular to x i.e. y direction. Knee can be moved up and down on dovetail ways on column face manually. Spindle: Located at top of column, hardened collar are fitted on spindle at one end and supported at other end in bearing houses in overarm. Milling cutter are fitted on arbor at desired location. Arbor is clamped in spindle by draw bar and fixed by nut. Overarm: To provide support to the arbor from other end. Vertical: Suitable for shank mounted milling cutters like end mill. Cutter may be swiveled . More flexible than horizontal. Suitable for making complex die cavities. Universal: Table can be swiveled in horizontal plane about 45 degree in each direction. Suitable for manufacturing of spur, helical and worm gear and complex cam profile. Types of Milling Machine: 1. Knee and Column Type---(a) Horizontal (ii) Vertical (iii) Universal (iv) Turret Type 2. Production (Bed) Type---(i) Simplex (ii) Duplex (iii) Triplex 3. Special Type---(i) Rotary table (ii) Copy Milling Machine (iii) Keyway Milling Machine etc.
- 55. Plain Milling Cutter: Straight/helical teeth. Straight teeth enters the work simultaneously the whole width leading to intermittent load acting on m/c resulting impaired surface quality. Helical teeth engages progressively resulting smooth operation and better surface. Job width<cutter width, it is called slab cutter. Face Milling Cutter: Cutting edges on periphery and face also. Machine flat surface perpendicular to axis of rotation. Rigidly mounted on nose of spindle, highly productive for flat surface. Leaves feed mark on machined surface. Profile Milling Cutter: End Mill Cutter: Cutting edge on end surface radially and periphery like face mill. Shank mounted. Slot drill-teeth at end terminated at centre, so able to cut solid material. Ball bed mill- the end portion is shaped in spherical shape. Milling Cutters: (a) Construction—(i) Solid (ii) Inserted tooth (b) Mounting—(i) Arbor (ii) Shank (c) Rotation –(i) RH- C.C.W –viewed towards spindle (ii) LH -CW (d) Helix—(i) RH-flutes move in CW viewed from end (ii) LH (e) Operation—(i)Plain /Slab Milling Cutter (ii) Face Milling Cutter (iii) Profile Milling Cutter (iv) End Milling Cutter
- 58. Dividing Head and Indexing Dividing Head: • Important attachment as work holding device and rotate the blank by exact amount for each groove to cut. • This method is known as Indexing. • Function is to cut/ slay/ groove equally spaced around circumference of blank. • Used to manufacture gear, reamer, ratchet, spline etc. Construction: It has head stock, spindle and tailstock. The assembly is bolted to machine table such that axis of spindle is at right angle to spindle of machine. The spindle of assembly is keyed to 40 teeth worm wheel and a single threaded worm meshes with wheel. One end of worm shaft has crank that can be turned manually over predetermined hole gap in selected index plate mounted on sleeve of worm shaft.
- 59. Method of Indexing A: Direct Indexing: Index plate is directly mounted on dividing head spindle. Use of worm and worm wheel is avoided Most rapid but fraction of turn is limited. B: Simple Indexing: Available index plate in Brown & Sharpe m/c as Plate1: 15,16,17,18,19,20 Plate2: 21,23,27,29,31,33 Plate3:37,39,41,43,47,49 1/40 turn of work need 1 turn of index crank Z turn of work need 40/Z turn of index crank. Indexing for 62 Divisions----- Z=62 No. of turn in index plate is 40/62 =20/31 Crank should be turned 20 hole position of plate 2 having 31 concentric hole. C: Angular Indexing: 9 degree rot Of work need 1 turn of index crank. ϴ degree rot of work need ϴ/9 turn of index crank. Make necessary calculation for for 16 degree 40 min. Compound Indexing: It is achieved in two stages by using two different hole circle of same index plate. (i) Follow simple indexing like n holes on N hole circle and then engage lock pin in N1 hole circle. (ii) Rotate crank and index plate in same or opposite direction n1 hole in N1 hole circle by disengaging locking pin. So, (n/N) +( n1/N1)= 40/Z if both turn forward (n/N) -( n1/N1)= 40/Z if both turn opposite Indexing for 141 Divisions: 141=47X3 Plate no 3 has 47 hole and 39 also. n/39+-n1/47=40/141=13x40/39x47 47n+-39n1=520 By trial and error find n and n1 And it is found to be 26 and 18