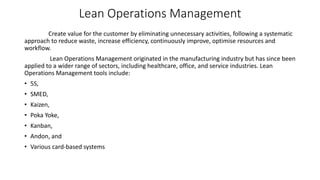
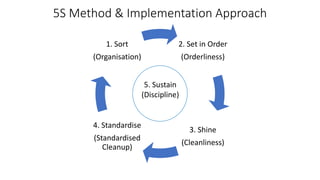
This document discusses lean operations management and various lean tools and methodologies. It begins by introducing lean operations management and some of its key tools, including 5S, SMED, Kaizen, Poka Yoke, Kanban, Andon, and card-based systems. It then provides more detailed explanations of 5S methodology, including its five pillars of Sort, Set in Order, Shine, Standardize, and Sustain. It discusses how 5S provides the foundational elements for implementing other lean tools and techniques. It also discusses how 5S principles of cleanliness and organization can help during a pandemic by reducing the spread of infection.