1. •
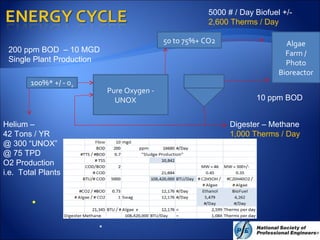
Pure Oxygen -
UNOX
100%* +/ - 02
*
200 ppm BOD – 10 MGD
Single Plant Production
10 ppm BOD
50 to 75%+ CO2 Algae
Farm /
Photo
Bioreactor
Digester – Methane
1,000 Therms / Day
Helium –
42 Tons / YR
@ 300 “UNOX”
@ 75 TPD
O2 Production
i.e. Total Plants
5000 # / Day Biofuel +/-
2,600 Therms / Day
2. An underground garage was being dug on one side with the earth
being piled on the other side. Uneven lateral loads was greater than
the pilings could stand resulting in the toppling.
4. Colleen Bosak* - UNCC - Student
*ASME Student Chair Person
Ashley Davidson – UNCC
Joseph Owen – UNCC
Scott DeVoto – UNCC
Walter Knox – Student USC
Don Cartwright – CEO - Recruiter
5. Bob McElfresh – GAI Consultants
James Ball – Wharton Smith
Bob Stein – AWARE
Mike Wade – AWARE
Samanth Dawson – AWARE
Garrett McCaffety – DRMP
Garry Hager – Shield Engineering
Ivan A. Cooper – WPC Inc.
William Fenner – Envirotech
6. John Toms – Siemens (Atlanta)
Alan Harms – Heyward
Steve Rea - Heyward
Bill Mehaffey – Daparak
David Green - Daparak
James R. Anderson – Daparak
David Nussman – ITT Wedeco
Josiah Wallace – ITT Industries
Josey Chan – ITT Wedeco
Michael Reyes – Crown Solutions
Todd Pickens – Carrington Engineering
Will Johns – Carrington Engineering
7. Brian Powers – Fluor
Carlos Rollan – Cogentrix Energy
Philip Jones – Cogentrix Energy
Patrick Conley – Feed Engineering
Charles Favor – semi Retired Shaw Group
Clinton Koontz – Aplix, Inc.
David Morckel – McClean Power
David Ross
Deron Seibert – Spiral Flow
Don Eaves – Shaw Group
Ed Goode – Carolinas Capital ?
Eric Gilak – Shaw Group
Fernando Ontaneda – CEO & Asociados
Heidi Meek - Fluor
12. “It is Important to Know the Basics”
or How to provide Helium for Advanced High-Temperature Closed Helium Cycles
Nuclear Reactors
Gary L Burges, PE
(since 1978 – WV #007800)
20. A team of researchers has mapped patterns of illicit
drug use across the state of Oregon using a method
of sampling municipal wastewater before it is
treated. - Science Daily (July 16, 2009)
21. Molecular Diversity of a North CarolinaWastewaterTreatment
Plant as Revealed by Pyrosequencing†
Nina Sanapareddy,Timothy J. Hamp, Luis C. Gonzalez, Helene A.
Hilger, Anthony A. Fodor, and Sandra M. Clinton
Bioinformatics Research Center, Department of Civil and
Environmental Engineering, and Department of Biology,
University of North Carolina at Charlotte - UNCC
We report the results of pyrosequencing of DNA collected from the
activated sludge basin of a wastewater treatment plant in
Charlotte, NC.
In simple terms they can identify the different types of 100’s of
bacteria. “Way Cool”
23. Is the Chemical Change and /or the Physical Separation of
Waste Components
It is Required for InorganicWastes such as:
Monsanto’s - High Solids & Hydrofluoric Acid
It is Generally not Economical for OrganicWaste nor Always
Viable such as for SurfactantWaste i.e. Ozone Pilot Plant at
Rhone Poulenc, Spartanburg, SC had InsignificantWaste
Reduction.
24. • Chemical Reaction to Generally Create a Solid
or Safe Compound
• Ozonation / Oxidation
• Filtration
• Centrifugation
• Activated Carbon
• Ion Exchange
• Membrane Systems / RO**
28. 8 MGD – 2,000+ ppm BOD
High Rate Pure Oxygen Activated Sludge
10,000 + ppm MLVSS
Mixed Liquor Volatile Suspended Solids
Concentration
Large CoolingTower was Part of Plant to Keep
Operation in the Mesophilic Range because of
Heat Generated by the Bacteria.
29. 8 MGD – 2,000 + ppm BOD
“UNOX” Pure Oxygen Activated Sludge Plant
Obsolete after aYear from Making in House Plant
Modifications
Site ran off of Emergency Fresh Air Blowers
(63TPD Oxygen Plant For Sale)
30. • UNOXTemperature Rise from Aerators – 0.5 o
F +/-
2545 BTU = 1 HP
• Biomass Activity Heating - 3,000 +/- BTU / Day / #BOD or
“Twice that of Humans”
• Human in Air – 60 +/- BTU / Day / LB BodyWeight
( ASHRAE / calculated)
• Human inWater – 1,500 +/- BTU/Day / LB BodyWeight
(Princeton University / 25 times air)
35. Flocculation is the Gentle Mixing with
Chemical Addition to Enhance Settling or
Floatation
36. Equalization is a very key process
if waste flow and / or concentration
varies significantly
37. Primary Clarification is a Semi - Back Up to
the Removal Steps ofTrash, Sand, and Oil
and can significantly reduce BOD Loading
38. Aerobic or Anaerobic /(Anoxic)
Anaerobic – Relatively Slow Process using
Four Bacterial Steps to produce Methane and
CO2
1. Bacterial Hydrolysis,
2. Acidogenic Bacteria,
3. Acetogenic Bacteria,
4. Methanogen Bacteria
39. Although a Slow Process it is an Excellent Choice forVery
ConcentratedWastes such as that from Primary and
Secondary Clarifiers.
The Methane Produced isTypically Used as a Fuel Source for
Boilers to Heat the Digester or for Engine Driven Pumps.
40. They are All Basically the Same
But Just Differ
in the Means of OxygenTransfer
and Controlling the Biomass Sludge
41. 5% +Nitrogen / 1%+ Phosphorus
IndustrialWastes are oftenVoid of Nutrients – i.e.
“Fertilize” with Ammonia and Phosphoric Acid or
Equal.
Bacteria is neither plant or animal but a Monera.
Archaea – Single Cell Microorganism w/o a
nucleus.
42. Bacteria like Humans need Calcium, Gold, Lead,
Arsenic, Iron, Selenium, etc.
This is Rarely a Problem but could be.
Toxicity is more apt to be a problem - copper
sulfate, shocking loads of toxic organics, etc.
43. • Neutral pH is Best – pH 7 - 8 +/- Optimum
Consistent is Good as Bacteria is Adaptive.
• Mesophilic Least Sensitive - 98 o
F – Optimum
(These are Our Beer and Cheese Makers)
• Thermophilic / Psychrophilic Bacteria are Sensitive and
can require the Use of Enzymes
• Foam reduces OxygenTransfer
44. Double for Every 10 o
C Increase inTemperature
(or Decrease by Half for Every 10 o
C)
This can be a very Serious Problem in Colder
Climates
Design Appropriately – “UNOX”
45. • 0.07 HP per 1000 Gallons is aTypical Minimum
• Placement / Basin Designed
• Type of Agitator / Aerator
46. • Rotating Discs
• Rotating Spray and Fixed Media
• Diffused Air Systems
• Jet Aeration
48. Replacement with Larger Shafts Resulted in the
Plastic Bio Discs Breaking
Boise Cascade’s Management and Engineering
Jobs were on the Line.
49. Customer Service &Technical ExcellenceWon the
Job
Resulting in the First Four Stage, Square, Single
Train, UNOX System Built Indoors Directly Over the
RBS Basin
50. • Evaluated Every Request
• Computer Modeled Each Process
• Our Consistency was Perfect
51. Replacement of a Competitor
Sale atTwo (2) International Falls, MN Plants
Boise’s Insulite Board & Paper Mill Plants
One ofWorld’s Largest Industrial
BiologicalWasteWater Plant Sites
with an 100TPD Oxygen Plant
52. • Lagoons – Letting NatureWork and Do the Final
Polishing
• Disinfection – Chlorine, Ozone, UV, etc.
• Nutrient Removal
• Post Aeration, Filtration, Activated Carbon
53. Enzymes Enhance, Improve and Accelerate
theWasteTreatment Process.
Spray &Wash / Shout / etc. are enzyme
based products
RID-X is bacteria and enzymes and is
beneficial to septic tanks
54. Enzymes are Biomolecules that Increase the Rates of
Chemical (Biological) Reactions.
Enzymes are Selective for their Substrates and Speed
Up only a Few Reactions from among Many
Possibilities.
55. EnzymesWork by Lowering the Activation Energy
Required for a Reaction, Increasing the Rate of the
Reaction.
Enzyme Reaction Rates can be Millions ofTimes
Faster than those of Comparable Un-Catalyzed
Reactions.
Enzymes like Catalysts are not Consumed by the
Reactions.
56. 1. Isomerase – Isomeric Compounds
2. Oxidoreductase – Oxidation / Reduction Hydrogen Ion
3. Transferase – Molecule Donor to Acceptor
4. Hydrolase – Hydrolytic Reactions
5. Lyase – Separate Groups from Molecules without Hydrolysis
57. The Following is Supporting /Trivia Information
to handle Anticipated Questions, etc.
58. Psychrophilic: optimum growth within 15 to 30 ° C.
(-10 to 25 o
C / 14 to 77 o
F)
Mesophilic: optimum growth within 30 to 45 ° C.
(20 to 50 o
C / 68 to 122 o
F)
Thermophilic: optimum growth within 45 to 70 ° C.
(45 to 80 o
C / 113/176 o
F)
59. • Activated sludge process – Air or Pure Oxygen
• Plug-flow or Complete mix
• Step aeration (step recycle)
• Sequencing batch reactor (aerate / settle single tank)
• Contact stabilization (contact, settle, aerate concentrate –
aerobic / anoxic / anaerobic +/-)
• Extended aeration - Aerated lagoons
• Oxidation ditch (ring with aeration “paddle wheels”)
• Deep tank - Deep shaft (400’+/-)
• MBBR – Moving Bed Bio Reactor
60. • Suspended Growth Nitrification
• Aerobic Digestion
• Trickling Filters
• Rotating Biological Contactors
• Packed-Bed Reactors
• Activated Biofilter Process
• Kraus (Conventional System using Digester Supernatant for
Nitrogen Source in Low NutrientWastes)
61. • Standard Rate – No Mixing except for
Gas Production & 30 day SRT (typical)
• High Rate - External Mixing – 6 day SRT
• High Rate -Two-Stage – High / Standard
• Up Flow Sludge – Blanket –Waste Flows
through 90 day Anaerobic Biomass
• Anaerobic Filter
• Attached Growth / Expanded Bed
– 1 +/-mm Spheres
63. • Chinese using CO2 Off Gas to Regenerate Ion Exchange
Columns
• 6% +/- CO2 concentration is optimum for Algae
Growth – 2X + enhancement
• Anaerobic DigesterWaste is sold as potting soil.
• MunicipalWaste – 500 +/- mg/l COD and 200 mg/l +/- BOD
• LB of COD can produce 5.6 Ft3
of 90% / 10% CH4 / CO2
having 900 BTU / Ft3
or 5000 BTU / # COD
64. Glucose
C6H12O6 + 6 O2 = 6CO2 + 6H2O + e
#O2 / #BOD = 192/180 = 1.06
#CO2 / #BOD = 264/180 = 1.46 * Liquid / Mass is Lost
#H2O / #BOD = 108/180 = 0.6 – *Water is Produced
UNOX – 0.8 to 1.6+/- #O2 / #BODR
Note: Not always equals to 1.0
65. • Direct Measurement of Oxygen Uptake Rate
• Gas space Mass Balance
• COD Balance – LB of COD removed equals LB of O2
• Acon – O2 required for synthesis LBO2/LB BODR
• Bcon – O2 required for endogenous respiration –
LB O2/ Day / LB MLVSS
• #O2 / BOD = Acon + Bcon / (F/M)
• F/M – Food to Microorganism Ratio
• MLVSS – Mixed LiquorVolatile Suspended Solids
66. • Boise Cascade – Insulite Mill Pilot Plant
• Acon – 1.43 LBO2/LB BODR
• Bcon – .101 LB O2/ Day / LB MLVSS
• #O2 / BOD = Acon + Bcon / (F/MR)
• = 1.43 + 0.101 / 0.58
• = 1.63 LB O2/ LB BODR
• Range - Acon – 0.6 to 1.5+/-
• Range - Bcon – 0.1 to 0.4+/-
• Range - LB O2 / LB BODR – 0.8 to 1.6+/-
• CO2 Production – 0.73 +/- CO2 / O2
68. •
60% 30%40%50%
100%* +/ - 02
*O2 plant may have 2% Argon
200 ppm
BOD 10 ppm
BOD
50 to 75% CO2
Sludge
69. •
Pure Oxygen -
UNOX
100%* +/ - 02
*
200 ppm BOD – 10 MGD
Single Plant Production
10 ppm BOD
50 to 75%+ CO2 Algae
Farm /
Photo
Bioreactor
Digester – Methane
1,000 Therms / Day
Helium –
42 Tons / YR
@ 300 “UNOX”
@ 75 TPD
O2 Production
i.e. Total Plants
5000 # / Day Biofuel +/-
2,600 Therms / Day
70. • RT – 1 to 10 Hrs
• SRT – 0.6 to 2.5+ Days
• F/M – 0.4 to 1.6
• MLVSS – 3,000 to 11,000 mg/l
• SettlingVelocities – 3 to 25+* Ft/Hr
• Overflow Rates – 300 to 1,500 gpd/Ft2
• O2 Utilization – 0.7 to 0.95+
• OTR – 200 to 1000 LB O2/ Hr
• Sludge Production* – 0.4 to 1.1 LB / LB BODR
• DTE – 2.5 to 7.5 LB O2/ SHP-Hr
• 12.5 KW / O2 TPD
71. Nitrosomonas
NH4
+
+ 3/2 O2 = 2H+
+ H2O + NO2
-
(Ammonium Ion to Nitrite)
Nitrobacter
NO2
-
+ ½ O2 = NO3
-
(Nitrite to Nitrate)
72. This is a combination of anaerobic – aerobic processes sometimes using glycogen (starch like
polysaccharide) as a source of reducing power. The Acinetobacter metabolize the phosphate /
glycogen.
PhosphateAccumulating Organisms (PAOs) store polyphosphate.
Under anaerobic conditions, in the presence of fermentation products, PAOs release
orthophosphate, utilizing the energy to accumulate simple organics and store them as
polyhydroxyalkanoates (PHAs).
The PAO’s in aerobic conditions then grow on the stored organic material, using some of the
energy to take up orthophosphate and store it as polyphosphate. PAO’s, although strictly
aerobic, are selected for by having an upfront anaerobic zone in an activated sludge type of
biological treatment process.The PAO’s are able sequester a fraction of the available organic
material under the initial anaerobic conditions, while out-competing the anaerobes because of
the much higher energy yield from aerobic vs. fermentative metabolism.
The waste activated sludge, which might have 5% or more P (dry weight) as opposed to
only 1-3% for conventional activated sludge.
73. PHOSTRIP SYSTEM - Anoxic
A portion of the aerobic activated sludge is sent to an anoxic (without oxygen)
phosphorus strip tank where it will be retained for a time sufficient to induce
phosphorus release.
The concentration of phosphorus over flows to a reactor clarifier are where the
phosphorus and any other solids are settled out and sent to the gravity thickeners
for disposal.
The phosphorus stripped sludge is returned to the activated sludge tanks to
uptake more phosphorous from the incoming wastewater.
Can be combined with the use of Lime / Calcium Hydroxide - Ca(OH)2 , Hydrated
aluminum sulfate – Al 2 (SO 4 )3 o 14H 2 O , Sodium Aluminate - Na2Al 2O4 or
Ferric Chloride – FeCl3 - chemical precipitation.
74. Hydrated aluminum sulfate – Al 2 (SO 4 )3 o 14H 2 O
Al2(SO4)3 o 14H2O + 2PO4
-3
= 2A1PO4 + 3SO4
-2
+ 14H2O
The actual quantity of alum / aluminum sulfate required depends on alkalinity and pH, ionic
constituents such as sulfate, fluoride, sodium, etc., suspended solids, microorganisms, etc.
Optimum pH - 5.5 to 6.5
------
Sodium Aluminate - Na2Al 2O4
Na2Al 2O4 + 2PO4 + H+
= 2AlPO4 + 2NaOH + 2H 2 O
------
Ferric Chloride – FeCl3
Fe+3
+ 3Cl-
+ HPO4
2-
+ 2H+
= FePO4 + 3HCl or FeCl 3 + PO4
-3
= FePO 4 + 3 Cl –
•Optimum pH 4.5 to 5.0
75. UNOX – Pure Oxygen High Rate System
High Levels of Bacteria / Animals – Rotifers*
* Rotifer or Elephant Seal
Unox® - A pure oxygen, activated sludge wastewater treatment process by
Lotepro Corp (Western Hemisphere) and Linde-KCA-Dresden GmbH.
76. 8 MGD – CitrusWasteWater
63TPD Oxygen Plant – For SaleYear after Start Up
83. 8 MGD Plant
Inside a Building
125, 100, 100, 100 HP
Boise Required Full Motor Upscale
The Design Handled design HP
draws of 100, 75, 75 and 75 HP
and Maximum 125, 100, 100, 100 HP
(50,000 # BOD / Day)
97. Modular Circular Design
Fox River – Combined / Locks Mill,WI
3 Miles Up River & Across the River fromThilmany
Secondary
Clarifier
Third
Stage
First
StageSecond
Stage
98. Amherst, NY, Boston, Brockton, MA, Chattanooga, Concord,
NC (24), Concord, ND (33), Decatur, IL (20), Detroit (300),
Denver, Duluth, MN, Glen Ellyn, IL (15), Jacksonville*, FL (5),
Hagerstown, MD (9) Kalamazoo, Knoxville, Harrisburg, PA
(20), Lancaster, PA (21), Philadelphia, PA (180) LaGrange, GA,
Louisville (105), Los Angeles County, Madisonville, KY (5),
Maiden, NC (1), Monterrey, Mexico (115), Morganton*, NC
(11), Morehead, MN (4), Muscatine*, IA (13), Norfolk,VA,
North Lauderdale, FL, Pensacola, FL (24), Phoenix, AZ, Quail
Valley,TX, Rochester, NY, Rocky Mount, NC (14), Reno, NV,
Sacramento,Tampa (77),Tonawanda, NY, Speedway, IN (8)*,
Winnipeg, Manitoba (12),Wyandotte, MI
(MGD) - Some of 300 +/- Plants
99. Forty (40 +/-) Pulp & Paper Mills, Alton Box Board* –
Jacksonville, FL, Appleton Paper* - Combined Locks,WI, Boise
Cascade* - Insulite, Int’l Fall’s, MN, Boise Cascade* - Paper,
Int’l Falls, MN, Chemagro – Kansas City, MO, Coors, Golden,
CO, Gulf States Paper –Tuscaloosa, AL (10), Pfizer /Wyeth
Lederle Laboratories, Pearl River, NY, Nekoosa Paper* –
Nekoosa,WI, Smurfit Stone Containers / Chesapeake* –West
Point,VA, Sunkist Growers*, Corona, CA,Thilmany Paper* –
Kaukauna,WI, Union Carbide*, Sistersville,WV, Union Carbide
–Taft, LA,Weyerhaeuser – Everett,WA
plus Numerous Plants in Euro Asia particularly Japan
* Plants Worked /Toured (MGD)
107. http://www.mapquest.com/maps?city=International+Falls&state
Old Insulite
UNOX Bldg
Old Insulite Secondary
Clarifier (New Surge
Basin)
Secondary Clarifiers
Primary Clarifier
Int’l Falls
Paper Mill
Fort Francis, Ontario, Canada
Pulp & Paper Mill
UNOX
(3 Trains x 4 stages)
50,000 # BOD / Day + 60,000 # BOD / Day = 110,000 # BOD / Day
Insulite Mill Paper Mill Both Mills
112. Two (2) 100 gpm High Purity
Water Systems
Some of the World’s Purest
Water i.e. ppb / ppt
contamination levels
Today ‘s Microelectronics
Parts per quad
trillion or 10 -24
Monsanto
113. WASTE WATER PLANTS – UNOX
Harrisburg, PA, Boise Cascade, International Falls, MN -
Nekoosa, Port Edwards,WI - Sunkist Growers, Corona, CA –
Thilmany / International Paper, Kaukauna,WI - Union
Carbide, Sistersville,WV - Appleton Papers, Combined
Locks,WI, Mosinee Papers, Mosinee,WI – Alton Box Board,
Jacksonville, FL – Bativia, Bativia, NY, Smurfit Stone
Container/Chesapeake Corp,West Point,VA – Morganton,
Morganton, NC Jacksonville / Budweiser, Jacksonville, FL,
Harrisburg, PA - Philadelphia,PA - Winter Haven,Winter
Haven, FL, - South Charleston, S. Charleston,WV -
Monsanto, Spartanburg, SC - Rhone Poulenc, Spartanburg,
SC - E. Lansing, E. Lansing, MI – Irwin Creek, McAlpine Creek
- Sugar Creek, Charlotte, NC
118. 1. SwiftTextiles - Columbus, GA - 115 - Boiler Feed
2. Newport News Shipbuilding - Newport News,VA - 300/300
- Nuclear Grade Water System
3. Georgia Ports - Savannah, GA - 300 – Potable Water Chlorine System
4. Kendall - Bethune, SC – 2000 - Non-Woven - Solka Floc Precoat
5. City of Lancaster Municipal Filtration - Lancaster, NC - Economic Evaluatio
6. Lockheed Missiles & Space Co. - Sunnyvale, CA - 75/5 Plating Shop
7. Harris Semiconductor - Melbourne, Florida - 600
- Floridian Aquifer Pretreatment
8. Egyptian Electrical Authority – 5 - Cairo, Egypt - BeachWell Desalination
9. US Nonwovens - Brentwood, NY - 25/25 - Blend Skid Water - WetWipes
10. International Paper – 15Tablet Chlorination
Primary / Polishing (gpm/gpm)
119. 1. Nekoosa - Nekoosa / Port Edwards,WI – 34 MGD - Pulp & Paper
2. Boise Cascade – International Falls, MN – 24 MGD - Paper
3. Thilmany – Kaukauna, WI – 20 MGD - Pulp & Paper
4. Boise Cascade - International Falls, MN – 8 MGD - Insulite / Fiberboard
5. Sunkist Growers - Corona, CA – 8 MGD - Food – Citrus
6. Monsanto Electronics - Spartanburg, SC – 0.4 MGD – Microelectronics –
7. Monsanto Electronics - Spartanburg, SC – 0.00001 MGD
- Hydrofluoric Acid Neutralization
8. Monsanto Electronics - Spartanburg, SC – 0.01 MGD - Silicon High Solids
9. SEACO - Lenoir, NC – 0.25 MGD - Specialty Chemical
10. 100 +/- Proposals / Designs as part of UCC’s UNOX Business Group
of Pure Oxygen Activated Sludge Patented Process
120. 35
* AIChE - American Institute of Chemical Engineers, Charlotte, NC –
25
* AIChE - American Institute of Chemical Engineers, Charlotte, NC –
12
* AIChE - American Institute of Chemical Engineers, Charlotte, NC –
21
* ASME - American Society of Mechanical Engineers, Charlotte, NC
– 22
* ASME - American Society of Mechanical Engineers, Charlotte, NC
– 67
* HighTech & Pharmaceutical Conference, Brussels, Belgium – 55
* IMEC, Leuven, Belgium - 10
* Johnson & Johnson, New Brunswick, NJ – 110
* Johnson & Johnson – Centocor - Malvern, PA -10
* Kemet Electronics, Greenwood, SC – 10
* Lockwood Greene, Spartanburg, SC – 40 , Plano,TX - 10
* NSPE Philadelphia – 27, NSPE South Piedmont – 25
* Novozymes, Salem,VA - 12
* Texas Instruments, Richardson,TX – 25
121. Canada – 2 / 9 * Provinces
United States - 26 / 48 *(46)
*(worked in / been in)
892 miles in a Day
Half theTrans Canadian Hwy
DeathValley – 282’
Below Sea Level
Mt Evans – 14,420’
Above Sea Level
(2) Marathons –
129 Holes of Golf in a Day
Walked 72 Holes of Golf in a Day
Arctic Circle / Arctic Ocean 2012?
2013?
124. 1844 Vulcanized Rubber - Chas. Goodyear
1853 Aspirin - Chas. Germadi
1876 Chemical Dynamics - J Willard Gibbs
1876 American Chemical Society
1898 Novocain - Alfred Einhorn
1900 Cellophane - Jacques Brandenberger
1900 Max Planck QuantumTheory
1907 Bakelite - Dr. Baekeland
1913 Bohr's Atomic Structure
1927 Epoxy Glue - Pierce Castan / S. O. Greenlee
1931 Heavy Water – Harold Urey
1935 Nylon - Wallace Carothers - DuPont
125. 1937 Cyclamate - Michael Sueda
1937 Spam ** - Jon Dorofi
1938 Teflon - Roy Plunkett - Kinetic Chemicals
1942 Super Glue - Harvey Coover / Fred Joyner - Kodak
1945 Silly Putty - EarlWarwick - Dow Corning
1964 AZT - Jerome Horwitz
1965 Aspartame - James Schlatter - Nutrasweet
1970 Prozac - Bryon Molloy / Robert Rathbun
1972 tRNA - Hargobind Khorana
1996 Viagra – Peter Dunn / AlbertWood
** Spiced Ham
126. Gas turbine modular helium reactor - Wikipedia
The Gas Turbine Modular Helium Reactor (GT-MHR) is a
nuclear fission power reactor (General Atomics). It is a helium
cooled, graphite moderated reactor and uses TRISO fuel
compacts in a prismatic core design.
The Gas Turbine Modular Helium Reactor utilizes the Brayton
cycle turbine arrangement, which gives it an efficiency of up
to 48% - higher than any other reactor, as of 1995.
Commercial light water reactors (LWRs) generally use the
Rankine cycle, which is what coal-fired power plants use.
Commercial LWRs average 32% efficiency, again as of 1995
127. Gas turbine modular helium reactor - From Wikipedia, the free encyclopedia
The Gas Turbine Modular Helium Reactor (GT-MHR) is a nuclear fission power
reactor design under development by General Atomics. It is a helium cooled,
graphite moderated reactor and uses TRISO fuel compacts in a prismatic core
design.
Construction - The core consists of a graphite cylinder with a radius of 400 cm and
a height of 10 m which includes 1 m axial reflectors at top and bottom. The
cylinder allocates three or four concentric rings, each of 36 hexagonal blocks with
an interstitial gap of 0.2 cm. Each hexagonal block contains 108 helium coolant
channels and 216 fuel pins. Each fuel pin contains a random lattice of TRISO
particles dispersed into a graphite matrix. The reactor exhibits a thermal
spectrum with a peak located at about 0.2 eV. The QUADRISO fuel [1] concept
conceived at Argonne National Laboratory has been used to better manage the
excess of reactivity.
Advantages - The Gas Turbine Modular Helium Reactor utilizes the Brayton cycle
turbine arrangement, which gives it an efficiency of up to 48% - higher than any
other reactor, as of 1995[2]. Commercial light water reactors (LWRs) generally use
the Rankine cycle, which is what coal-fired power plants use. Commercial LWRs
average 32% efficiency, again as of 1995
128. The pebble bed reactor (PBR) is a graphite-moderated, gas-cooled, nuclear
reactor. It is a very high temperature reactor (VHTR – the high temperature
gas reactor (HTGR)), one of the six classes of nuclear reactors in the
Generation IV initiative. Like otherVHTR designs, the PBR usesTRISO fuel
particles, which allows for high outlet temperatures and passive safety.
In the PBR, 360,000 tennis ball size pebbles are amassed to create a reactor
core, and are cooled by an inert or semi-inert gas such as helium,…
This reactor is unique because its passive safety removes the need for
redundant, active safety systems. Because the reactor is designed to handle
high temperatures, it can cool by natural circulation and still survive in
accident scenarios... Because of its design, its high temperatures allow higher
thermal efficiencies than possible in traditional nuclear power plants (up to
50%)
129. The pebble bed reactor (PBR) is a graphite-moderated, gas-cooled, nuclear reactor. It
is a type of very high temperature reactor (VHTR–formally known as the high
temperature gas reactor (HTGR)), one of the six classes of nuclear reactors in the
Generation IV initiative. Like otherVHTR designs, the PBR usesTRISO fuel particles,
which allows for high outlet temperatures and passive safety.
The base of the PBR's unique design is the spherical fuel elements called "pebbles".
These tennis ball-sized pebbles are made of pyrolytic graphite (which acts as the
moderator), and they contain thousands of micro fuel particles calledTRISO particles.
TheseTRISO fuel particles consist of a fissile material (such as U235) surrounded by a
coated ceramic layer of SiC for structural integrity and fission product containment. In
the PBR, 360,000 pebbles are amassed to create a reactor core, and are cooled by an
inert or semi-inert gas such as helium, nitrogen or carbon dioxide.
This type of reactor is claimed to be unique because its passive safety removes the
need for redundant, active safety systems. Because the reactor is designed to handle
high temperatures, it can cool by natural circulation and still survive in accident
scenarios, which may raise the temperature of the reactor to 1600°C. Because of its
design, its high temperatures allow higher thermal efficiencies than possible in
traditional nuclear power plants (up to 50%)
.
130. Brayton Cycle
In the original 19th-century Brayton engine, ambient air is drawn into a piston
compressor, where it is compressed; ideally an isentropic process. The compressed
air then runs through a mixing chamber where fuel is added, an isobaric process.
The heated (by compression), pressurized air and fuel mixture is then ignited in an
expansion cylinder and energy is released, causing the heated air and combustion
products to expand through a piston/cylinder; another ideally isentropic process.
Some of the work extracted by the piston/cylinder is used to drive the compressor
through a crankshaft arrangement.
Wikipedia
131. Rankine Cycle
The Rankine cycle is a cycle that converts heat into work. The heat is
supplied externally to a closed loop, which usually uses water. This cycle
generates about 90% of all electric power used throughout the world,[1]
including virtually all solar thermal, biomass, coal and nuclear power
plants.
Wikipedia