More Related Content Similar to 12Managing Uncertainty in a Supply Chain Safety Inventory (20) More from EttaBenton28 (20) 1. 12
Managing Uncertainty in a Supply Chain: Safety Inventory
PowerPoint presentation to accompany
Chopra and Meindl Supply Chain Management, 5e
1-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
1-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
1-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
https://www.youtube.com/watch?v=h6uO1mwgOrI
1
2. Learning Objectives
Understand the role of safety inventory in a supply chain
Identify factors that influence the required level of safety
inventory
Describe different measures of product availability
Utilize managerial levers available to lower safety inventory
and improve product availability
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
The Role of Safety Inventory
Safety inventory is carried to satisfy demand that exceeds the
amount forecasted
Raising the level of safety inventory increases product
availability and thus the margin captured from customer
purchases
Raising the level of safety inventory increases inventory
holding costs
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
The Role of Safety Inventory
Three key questions
What is the appropriate level of product availability?
How much safety inventory is needed for the desired level of
3. product availability?
What actions can be taken to improve product availability while
reducing safety inventory?
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
The Role of Safety Inventory
Figure 12-1
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Determining the Appropriate Level
Determined by two factors
The uncertainty of both demand and supply
The desired level of product availability
Measuring Demand Uncertainty
D = Average demand per period
sD = Standard deviation of demand (forecast error) per
period
Lead time (L) is the gap between when an order is placed and
when it is received
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
4. Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Demand Distribution Over L Periods
The coefficient of variation
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Measuring Product Availability
Product fill rate (fr)
Fraction of product demand satisfied from product in inventory
Order fill rate
Fraction of orders filled from available inventory
Cycle service level (CSL)
Fraction of replenishment cycles that end with all customer
demand being met
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
5. Replenishment Policies
Continuous review
Inventory is continuously tracked
Order for a lot size Q is placed when the inventory declines to
the reorder point (ROP)
Periodic review
Inventory status is checked at regular periodic intervals
Order is placed to raise the inventory level to a specified
threshold
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Cycle Service Level
and Fill Rate
Evaluating Safety Inventory Given a Replenishment Policy
Expected demand during lead time = DL
Safety inventory, ss = ROP – DL
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Cycle Service Level
and Fill Rate
Average demand per week, D = 2,500
6. Standard deviation of weekly demand, sD = 500
Average lead time for replenishment, L = 2 weeks
Reorder point, ROP = 6,000
Average lot size, Q = 10,000
Safety inventory, ss = ROP – DL = 6,000 – 5,000 = 1,000
Cycle inventory = Q/2 = 10,0002 = 5,000
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Cycle Service Level
and Fill Rate
Average inventory = cycle inventory + safety inventory
= 5,000 + 1,000 = 6,000
Average flow time = average inventory/throughput
= 6,000/2,500 = 2.4 weeks
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Cycle Service Level
and Fill Rate
Evaluating Cycle Service Level Given a Replenishment Policy
CSL = Prob(ddlt of L weeks ≤ ROP)
CSL = F(ROP, DL, sL) = NORMDIST(ROP, DL, sL, 1)
(ddlt = demand during lead time)
7. 12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Cycle Service Level
and Fill Rate
Q = 10,000, ROP = 6,000, L = 2 weeks
D = 2,500/week, sD = 500
CSL = F(ROP,DL,sL) = NORMDIST(ROP,DL,sL,1)
= NORMDIST(6,000,5,000,707,1) = 0.92
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Fill Rate Given a Replenishment Policy
Expected shortage per replenishment cycle (ESC) is the average
units of demand that are not satisfied from inventory in stock
per replenishment cycle
Product fill rate
fr = 1 – ESC/Q = (Q – ESC)/Q
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
8. Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Fill Rate Given a Replenishment Policy
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Fill Rate Given a Replenishment Policy
Lot size, Q = 10,000
Average demand during lead time, DL = 5,000
Standard deviation of demand during lead time, sL = 707
Safety inventory, ss = ROP – DL = 6,000 – 5,000 = 1,000
fr = (Q – ESC)/Q = 110,000 – 252/10,000 = 0.9975
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
9. Hall.
Evaluating Fill Rate Given a Replenishment Policy
Figure 12-2
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Safety Inventory Given Desired Cycle Service Level
Desired cycle service level = CSL
Mean demand during lead time = DL
Standard deviation of demand during lead time = σL
Probability(demand during lead time ≤ DL + ss) = CSL
Identify safety inventory so that
F(DL + ss, DL, sL) = CSL
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Safety Inventory Given Desired Cycle Service Level
10. or
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Safety Inventory Given Desired Cycle Service Level
Q = 10,000, CSL = 0.9, L = 2 weeks
D = 2,500/week, sD = 500
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Safety Inventory Given Desired Fill Rate
Expected shortage per replenishment cycle is
ESC = (1 – fr)Q
No equation for ss
11. Try values or use GOALSEEK in Excel
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Safety Inventory Given Desired Fill Rate
Desired fill rate, fr = 0.975
Lot size, Q = 10,000 boxes
Standard deviation of ddlt, sL = 707
ESC = (1 – fr)Q = (1 – 0.975)10,000 = 250
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Safety Inventory Given Desired Fill Rate
Use GOALSEEK to find safety inventory ss = 67 boxes
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
12. Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluating Safety Inventory Given Desired Fill Rate
Figure 12-3
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Desired Product Availability and Uncertainty
As desired product availability goes up the required safety
inventory increasesFill RateSafety Inventory97.5% 6798.0%
18398.5% 32199.0% 49999.5% 767
Table 12-1
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Desired Product Availability and Uncertainty
Goal is to reduce the level of safety inventory required in a way
that does not adversely affect product availability
Reduce the supplier lead time L
Reduce the underlying uncertainty of demand (represented by
sD)
13. 12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Benefits of Reducing Lead Time
D = 2,500/week, sD = 800, CSL = 0.95
If lead time is reduced to one week
If standard deviation is reduced to 400
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Supply Uncertainty
on Safety Inventory
We incorporate supply uncertainty by assuming that lead time is
uncertain
D: Average demand per period
sD: Standard deviation of demand per period
L: Average lead time for replenishment
sL: Standard deviation of lead time
14. 12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Lead Time Uncertainty
on Safety Inventory
Average demand per period, D = 2,500
Standard deviation of demand per period, sD = 500
Average lead time for replenishment, L = 7 days
Standard deviation of lead time, sL = 7 days
Mean ddlt, DL = DL = 2,500 x 7 = 17,500
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Lead Time Uncertainty
on Safety Inventory
Required safety inventory
sLsLss (units)ss (days)6 15,058 19,2987.725 12,570
15. 16,1096.444 10,087 12,9275.173 7,616
9,7603.902 5,172 6,6282.651 2,828
3,6251.450 1,323 1,6950.68
Table 12-2
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Aggregation
on Safety Inventory
How does aggregation affect forecast accuracy and safety
inventories
Di: Mean weekly demand in region i, i = 1,…, k
si: Standard deviation of weekly demand in region i, i = 1,…,
k
rij: Correlation of weekly demand for regions i, j,
1 ≤ i ≠ j ≤ k
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Aggregation
on Safety Inventory
Total safety inventory
in decentralized option
16. 12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Aggregation
on Safety Inventory
Require safety inventory on aggregation
Holding-cost savings on aggregation per unit sold
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Aggregation
on Safety Inventory
The safety inventory savings on aggregation increase with the
desired cycle service level CSL
The safety inventory savings on aggregation increase with the
replenishment lead time L
The safety inventory savings on aggregation increase with the
17. holding cost H
The safety inventory savings on aggregation increase with the
coefficient of variation of demand
The safety inventory savings on aggregation decrease as the
correlation coefficients increase
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Aggregation
on Safety Inventory
The Square-Root Law
Figure 12-4
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Correlation on
Value of Aggregation
Standard deviation of weekly demand, sD = 5;
Replenishment, L = 2 weeks; Decentralized CSL = 0.9
Total required safety inventory,
Aggregate r = 0
18. Standard deviation of weekly demand at central outlet,
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Correlation on
Value of AggregationrDisaggregate
Safety InventoryAggregate
Safety Inventory 036.2418.12 0.236.2422.92
0.436.2426.88 0.636.2430.32 0.836.2433.41
1.036.2436.24
Table 12-3
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Correlation on
Value of Aggregation
Two possible disadvantages to aggregation
Increase in response time to customer order
Increase in transportation cost to customer
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
19. Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Trade-offs of Physical Centralization
Use four regional or one national distribution center
D = 1,000/week, sD = 300, L = 4 weeks, CSL = 0.95
Total required safety inventory,
Four regional centers
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Trade-offs of Physical Centralization
One national distribution center, r = 0
Standard deviation of weekly demand,
Decrease in holding costs = (3,948 – 1,974) $1,000 x 0.2
= $394,765
Decrease in facility costs = $150,000
Increase in transportation = 52 x 1,000 x (13 – 10)
= $624,000
20. 12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Information Centralization
Online systems that allow customers or stores to locate stock
Improves product availability without adding to inventories
Reduces the amount of safety inventory
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Specialization
Inventory is carried at multiple locations
Should all products should be stocked at every location?
Required level of safety inventory
Affected by coefficient of variation of demand
Low demand, slow-moving items, typically have a high
coefficient of variation
High demand, fast-moving items, typically have a low
coefficient of variation
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
21. Impact of Coefficient of Variation on Value of
AggregationMotorsCleanerInventory is stocked in each
storeMean weekly demand per store 20 1,000Standard
deviation 40 100Coefficient of variation 2.0 0.1Safety
inventory per store 132 329Total safety inventory 211,200
526,400Value of safety inventory $105,600,000
$15,792,000Inventory is aggregated at the DCMean weekly
aggregate demand 32,000 1,600,000Standard deviation of
aggregate demand 1,600 4,000Coefficient of variation
0.05 0.0025Aggregate safety inventory 5,264
13,159Value of safety inventory $2,632,000
$394,770SavingsTotal inventory saving on aggregation
$102,968,000 $15,397,230Total holding cost saving on
aggregation $25,742,000 $3,849,308Holding cost saving
per unit sold $15.47 $0.046Savings as a percentage of
product cost 3.09% 0.15%
Table 12-4
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Product Substitution
The use of one product to satisfy demand for a different product
Manufacturer-driven substitution
Allows aggregation of demand
Reduce safety inventories
Influenced by the cost differential, correlation of demand
Customer-driven substitution
Allows aggregation of safety inventor y
12-‹#›
22. Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Component Commonality
Without common components
Uncertainty of demand for a component is the same as for the
finished product
Results in high levels of safety inventor
With common components
Demand for a component is an aggregation of the demand for
the finished products
Component demand is more predictable
Component inventories are reduced
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Value of Component Commonality
27 PCs, 3 components, 3 x 27 = 81 distinct components
Monthly demand = 5,000
Standard deviation = 3,000
Replenishment lead time = 1 month
CSL = 0.95
Total safety inventory required
23. Safety inventory per common component
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Value of Component Commonality
With component commonality
Nine distinct components
Total safety inventory required
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Value of Component CommonalityNumber of Finished Products
per ComponentSafety InventoryMarginal Reduction in Safety
InventoryTotal Reduction in Safety Inventory1399,6992282,630
117,069117,0693230,766 51,864168,9334199,849
30,917199,8505178,751 21,098220,9486163,176
15,575236,5237151,072 12,104248,6278141,315
9,757258,3849133,233 8,082266,466
Table 12-5
12-‹#›
24. Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Postponement
Delay product differentiation or customization until closer to
the time the product is sold
Have common components in the supply chain for most of the
push phase
Move product differentiation as close to the pull phase of the
supply chain as possible
Inventories in the supply chain are mostly aggregate
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Postponement
Figure 12-5
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Value of Postponement
100 different paint colors, D = 30/week, sD = 10,
L = 2 weeks, CSL = 0.95
25. Total required safety inventory,
Standard deviation of
base paint weekly demand,
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Replenishment Policies on Safety Inventory
Continuous Review Policies
D: Average demand per period
sD: Standard deviation of demand per period
L: Average lead time for replenishment
Mean demand during lead time,
Standard deviation of demand during lead time,
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
26. Hall.
Impact of Replenishment Policies on Safety Inventory
Periodic Review Policies
Lot size determined by prespecified order-up-to level (OUL)
D: Average demand per period
sD: Standard deviation of demand per period
L: Average lead time for replenishment
T: Review interval
CSL: Desired cycle service level
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Impact of Replenishment Policies on Safety Inventory
Probability(demand during L + T ≤ OUL) = CSL
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
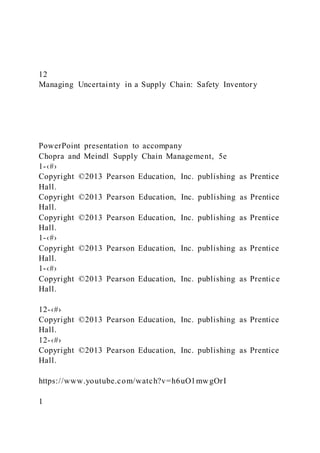
Impact of Replenishment Policies on Safety Inventory
27. Figure 12-6
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Evaluation Safety Inventory for a Periodic Review Policy
D = 2,500, sD = 500, L = 2 weeks, T = 4 weeks
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Managing Safety Inventory in a Multiechelon Supply Chain
In multiechelon supply chains stages often do not know demand
and supply distributions
Inventory between a stage and the final customer is called the
echelon inventory
Reorder points and order-up-to levels at any stage should be
based on echelon inventory
Decisions must be made about the level of safety inventory
carried at different stages
28. 12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
The Role of IT in
Inventory Management
IT systems can help
Improve inventory visibility
Coordination in the supply chain
Track inventory (RFID)
Value tightly linked to the accuracy of the inventory
information
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Estimating and Managing Safety Inventory in Practice
Account for the fact that supply chain demand is lumpy
Adjust inventory policies if demand is seasonal
Use simulation to test inventory policies
Start with a pilot
Monitor service levels
Focus on reducing safety inventories
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
29. Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Summary of Learning Objectives
Understand the role of safety inventory in a supply chain
Identify factors that influence the required level of safety
inventory
Describe different measures of product availability
Utilize managerial levers available to lower safety inventory
and improve product availability
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
All rights reserved. No part of this publication may be
reproduced, stored in a retrieval system, or transmitted, in any
form or by any means, electronic, mechanical, photocopying,
recording, or otherwise, without the prior written permission of
the publisher.
Printed in the United States of America.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
12-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
DL = Di σL = σ i
2 + 2 ρijσ iσ j
31. L
å
DL = DL σL = LσD
D
L
=DL s
L
=Ls
D
cv =σ / µ
cv=s/m
DL = DL = 2×2,500
σL = LσD = 2 ×500 = 707
D
L
=DL=2´2,500
s
L
=Ls
D
=2´500=707
ESC = (x – ROP) f (x)dx
x=ROP
34. s
ss
s
L
æ
è
ç
ö
ø
÷
ESC = –ss[1– NORMDIST(ss /σL,0,1,1)]
ESC=–ss[1–NORMDIST(ss/s
L
,0,1,1)]
+σLNORMDIST(ss /σL,0,1,0)
+s
L
NORMDIST(ss/s
L
,0,1,0)
ESC = –1,000[1– NORMDIST(1,000/707,0,1,1)]
ESC=–1,000[1–NORMDIST(1,000/707,0,1,1)]
+707NORMDIST(1,000/707,0,1,0) = 25
+707NORMDIST(1,000/707,0,1,0)=25
35. DL + ss = F
–1(CSL,DL,σL) = NORMINV(CSL,DL,σL)
D
L
+ss=F
–1
(CSL,D
L
,s
L
)=NORMINV(CSL,D
L
,s
L
)
ss = F–1(CSL,DL,σL)– DL = NORMINV(CSL,DL,σL)– DL
ss=F
–1
(CSL,D
L
,s
L
)–D
L
=NORMINV(CSL,D
L
,s
L
)–D
L
36. ss = FS
–1(CSL)×σL = FS
–1(CSL)× LσD
ss=F
S
–1
(CSL)´s
L
=F
S
–1
(CSL)´Ls
D
= NORMSINV(CSL)× LσD
=NORMSINV(CSL)´Ls
D
DL = DL = 2×2,500 = 5,000
σL = LσD = 2 ×500 = 707
D
L
=DL=2´2,500=5,000
s
L
=Ls
D
37. =2´500=707
ss = Fs
–1(CSL)×σL = NORMSINV(CSL)×σL
ss=F
s
–1
(CSL)´s
L
=NORMSINV(CSL)´s
L
= NORMSINV(0.90)×707 = 906
=NORMSINV(0.90)´707=906
ESC = 250 = –ss 1– Fs
ss
σL
⎛
⎝
⎜
⎞
⎠
⎟
⎡
41. ú
+707f
s
ss
707
æ
è
ç
ö
ø
÷
250 = –ss[1– NORMDIST(ss /707,0,1,1)]
250=–ss[1–NORMDIST(ss/707,0,1,1)]
+707NORMDIST(ss /707,0,1,0)
+707NORMDIST(ss/707,0,1,0)
ss = NORMSINV(CSL)× LσD
ss=NORMSINV(CSL)´Ls
D
= NORMSINV(.95)× 9 ×800 = 3,948
=NORMSINV(.95)´9´800=3,948
ss = NORMSINV(.95)× 1×800 =1,316
43. 2
+D
2
s
L
2
= 7×5002 +2,5002 ×72
=17,500
=7´500
2
+2,500
2
´7
2
=17,500
ss = FS
–1(CSL)×σL = NORMSINV(CSL)×σL
ss=F
S
–1
(CSL)´s
L
=NORMSINV(CSL)´s
L
= NORMSINV(0.90) ×17,500
= 22,491 hard drives
46. (
)
DC = kD σD
C = kσD
D
C
=kD s
D
C
=ks
D
= FS
–1(CSL)× L ×σD
C
i=1
k
∑
=F
S
–1
(CSL)´L´s
D
C
i=1
k
å
47. =
FS
–1(CSL)× L × H
DC
× σ i –σD
C
i=1
k
∑
⎛
⎝
⎜ ⎜
⎞
⎠
⎟ ⎟
=
F
S
–1
(CSL)´L´H
D
C
´s
i
–s
48. D
C
i=1
k
å
æ
è
ç
ç
ö
ø
÷
÷
ss = k × Fs
–1(CSL)× L ×σD
ss=k´F
s
–1
(CSL)´L´s
D
= 4 × Fs
–1(0.9) × 2 × 5
= 4 × NORMSINV(0.9) × 2 × 5 = 36.24 cars
=4´F
s
–1
(0.9)´2´5
=4´NORMSINV(0.9)´2´5=36.24 cars
49. σD
C = 4 ×5 =10
s
D
C
=4´5=10
ss = Fs
–1(0.9)× L ×σD
C = NORMSINV(0.9)× 2 ×10 =18.12
ss=F
s
–1
(0.9)´L´s
D
C
=NORMSINV(0.9)´2´10=18.12
ss = 4× Fs
–1(CSL)× L ×σD
ss=4´F
s
–1
(CSL)´L´s
D
= 4× NORMSINV(0.95)× 4 ×300 = 3,948
50. =4´NORMSINV(0.95)´4´300=3,948
σD
C = 4 ×300 = 600
s
D
C
=4´300=600
ss = Fs
–1(0.95)× L ×σD
C
ss=F
s
–1
(0.95)´L´s
D
C
= NORMSINV(0.95)× 4 ×600 =1,974
=NORMSINV(0.95)´4´600=1,974
= 81× NORMSINV(0.95)× 1×3,000
=81´NORMSINV(0.95)´1´3,000
= 399,699 units
51. =399,699 units
= NORMSINV(0.95)× 1× 9 ×3,000
=NORMSINV(0.95)´1´9´3,000
= 14,804 units
=14,804 units
= 9×14,804 =133,236
=9´14,804=133,236
ss =100× Fs
–1(CSL)× L ×σD
ss=100´F
s
–1
(CSL)´L´s
D
=100× NORMSINV(0.95)× 2 ×10 = 2,326
=100´NORMSINV(0.95)´2´10=2,326
σD
C = 100 ×10 =100
52. s
D
C
=100´10=100
ss = Fs
–1(CSL)× L ×σD
C = NORMSINV(0.95)× 2 ×100 = 233
ss=F
s
–1
(CSL)´L´s
D
C
=NORMSINV(0.95)´2´100=233
DL = DL
σL = LσD
D
L
=DL
s
L
=Ls
D
ss = FS
–1(CSL)×σL = NORMSINV(CSL)× LσD,ROP = DL + ss
54. T+L
+ss
ss=F
S
–1
(CSL)´s
D+L
=NORMSINV(CSL)´s
T+L
Average lot size, Q=D
T
=DT
Chapter 12 • Managing Uncertainty in a Supply Chain: Safety
Inventory 343
The next step is to evaluate the distribution of demand during
the time interval T ! L.
Using Equation 12.2, demand during the time interval T ! L is
normally distributed, with
The safety inventory in this case is the quantity in excess of
DT+L carried by Wal-Mart over
the time interval T ! L. The OUL and the safety inventory ss are
related as follows:
(12.17)
Given the desired CSL, the safety inventory (ss) required is
given by
(12.18)
The average lot size equals the average demand during the
review period T and is given as
55. (12.19)
In Figure 12-6, we show the inventory profile for a periodic
review policy with lead time
L " 4 and reorder interval T " 7. Observe that on day 7, the
company places an order that
determines available inventory until day 18 (as illustrated in the
line from point 1 and point 2).
As a result, the safety inventory must be sufficient to buffer
demand variability over T ! L " 7 !
4 " 11 days.
We illustrate the periodic review policy for Wal-Mart in
Example 12-13.
Evaluation Safety Inventory for a Periodic Review Policy
Weekly demand for Legos at a Wal-Mart store is normally
distributed, with a mean of 2,500 boxes
and a standard deviation of 500. The replenishment lead time is
two weeks, and the store manager
has decided to review inventory every four weeks. Assuming a
periodic-review replenishment
policy, evaluate the safety inventory that the store should carry
to provide a CSL of 90 percent.
Evaluate the OUL for such a policy.
Analysis:
In this case, we have
Average demand per period, D " 2,500
Standard deviation of demand per period, sD = 500
EXAMPLE 12-13
56. Average lot size, Q = DT = DT
ss = FS-11CSL2 * sT+L = NORMSINV1CSL2 * sT+L
OUL = DT+L + ss
Standard deviation of demand during T + L periods, sT+L = 1T
+ LsD Mean demand during T + L periods, DT+L = 1T + L2D
5
OUL
DT
DL
Safety Inventory
T = 7
L = 4
W
ar
eh
ou
se
In
ve
nt
or
y
57. 10
L
T L
SS
0
Review
Point 0
Review
Point 1
Review
Point 2
Review
Point 3
15
Days
20 25
2
1
FIGURE 12-6 Inventory Profile for Periodic Review Policy with
L " 4, T " 7
M12_CHOP3952_05_SE_C12.QXD 11/15/11 6:52 PM Page
343
58. schopra
insert some space between the square root and sigma
Mean demand during T + L periods, DT+L = (T + L)D
= (2 + 4)2,500 = 15,000
Mean demand during T+L periods, D
T+L
=(T+L)D
=(2+4)2,500=15,000
Std dev demand during T + L periods, σT+L = T + LσD
= 4 + 2( )500 = 1,225
Std dev demand during T+L periods, s
T+L
=T+Ls
D
=4+2
()
500=1,225
ss = FS
–1(CSL) ×σD+L = NORMSINV(CSL) ×σT+L
= NORMSINV(0.90) ×1,225 = 1,570 boxes
ss=F
S
–1
(CSL)´s
59. D+L
=NORMSINV(CSL)´s
T+L
=NORMSINV(0.90)´1,225=1,570 boxes
OUL = DT+L + ss =15,000+1,570 =16,570
OUL=D
T+L
+ss=15,000+1,570=16,570
Chapter 3: What to Change in an Organization: Frameworks
1
Chapter Overview
Change leaders must understand both the HOW and the WHAT
of change. The focus here is on WHAT needs to change
Open systems organizational frameworks are valuable
assessment tools of what needs to change. Nadler and
Tushman’s Congruence Model is explored in detail
The non-linear and interactive nature of organizations is
explored to make sense of their complexity
Quinn’s competing values model is used to create a bridge
between individual and organizational levels of analysis
Organizational change over time is discussed
60. Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
2
2
The Change Path Model
Use Diagnostic Frameworks in Ch.3 to better understand:
How to Change &
What to Change
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
3
Awakening
Chapter 4
Acceleration
Chapter 9
Institutionalization
Chapter 10
Mobilization
Chapters 5 through 8
61. Open Systems Perspective
Organizations exchange information, material & energy with
their environment. They are not isolated
A system is the product of its interrelated and interdependent
parts
It represents a complex web of interrelationships, not a chain of
linear cause–effect relationships
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
4
Dynamic Complexity because
Systems are:
Constantly changing
Tightly coupled
Governed by feedback
Nonlinear
History-dependent
Self-organizing
Adaptive
Characterized by trade-offs
Counterintuitive
Policy resistant
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
5
62. Open Systems Perspective (cont.)
A system seeks equilibrium and one at equilibrium will only
change if energy is applied
Individuals within a system may have views of the system’s
function and purpose that differ greatly from those of others
Things that occur within and/or to open systems should not be
viewed in isolation. See them as interconnected, interdependent
components of a complex system
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
6
Nadler & Tushman’s
Organizational Congruence Model
Input
Environment
(PESTEL)
Resources
History / Culture
Output
Systems
Unit
64. Unit
Individual
Informal Organization
Work
Formal Organization
People
Strategy
Transformation Process
8
Environmental Pressures for Change
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
8
Analyzing Organizations Using Nadler and Tushman’s Model
Use the congruence model to describe your organization or an
organization you are familiar with. Categorize the key
components (environment, strategy, tasks, etc.). What outputs
are desired? Are they achieved?
Is the strategy in line with organization’s environmental
inputs? Are the transformation processes aligned well wi th the
strategy? How do they interact to produce the outputs?
When you evaluate your organization’s outputs, are there things
your organization should address?
65. Are there aspects of how your organization works that you have
difficulty understanding? If so, what resources could you access
to help with this analysis?
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
9
9
Linear Event View of the World
Goal
Situation
Gap / Problem
Decision / Action
Results
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
10
Issues & Problems with the Linear View
Time delays and lag effects related to variables and outcomes
you are trying to manage (e.g., inventory stocks and flows,
customer satisfaction and purchase decisions)
Complexity makes cause–effect relationships difficult to predict
and track
Attribution Errors and False Learning often result from the
above
66. Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
11
A Feedback Model
Decisions
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
12
Environment
Decisions
But Feedback Models are Messier
Goals
Decisions
Environment
Goals of Others
Action of Others
Side Effects
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
13
67. Quinn’s Competing Values Framework
Flexibility
Control
Internally Externally
Focused Focused
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
14
14
Quinn’s Competing Values Framework (cont.)
Flexibility
Control
Internally Externally
Focused Focused
Human Resources View
68. Open Systems View
Internal Processes View
Rational Economic View
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
15
Quinn’s Competing Values Framework (cont.)
Flexibility
Control
Internally Externally
Focused Focused
Human Resources View
How to work with individuals and
groups
Teamwork and HR dept.
Mentor and group facilitator roles
Open Systems View
How to use power and manage
change
The challenge of change
Innovator and broker roles
Internal Processes View
How to understand & control
the work unit
69. Consolation and continuity
Internal monitor and coordinator
roles
Rational Economic View
How to stimulate individual and
collective achievement
Maximization of output
Producer and director roles
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
16
Greiner’s Five Phases of Organizational Growth
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
17
Stacy’s Complexity Theory and
Organizational Change
Organizations are webs of nonlinear feedback loops that are
connected with individuals and organizations through similar
webs
These feedback systems operate in stable and unstable states of
equilibrium, even to the point at which chaos ensues
Organizations are inherently paradoxes, pulled by forces of
stability and instability
Deszca, Ingols & Cawsey, Organizational Change: An Action-
70. Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
18
18
Stacy’s Complexity Theory and Organizational Change (cont.)
If organizations give into forces of stability, they become
ossified and change impaired
If organizations succumb to forces of instability, they will
disintegrate
Success is when organizations exist between frozen stability
and chaos
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
19
19
Stacy’s Complexity Theory and Organizational Change (cont.)
Short-term dynamics (or noise) are characterized by irregular
cycles and discontinuous trends, but long-term trends are
identifiable
A successful organization faces an unknowable specific future
because things can and do happen
Agents can’t control the long-term future—they can only act in
relation to the short term
71. Long-term development is a spontaneous, self-organizing
process that may give rise to new strategic directions
It is through this process that managers create and come to
know the environments and long-term futures of their
organizations
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
20
20
Summary
When assessing organizations, think of them as open systems—
webs of interconnected and interdependent relationships that
interact with the environment
Change often originates in the external environment.
Change upsets the internal equilibrium in an organization and
thus may be resisted.
Both evolutionary and revolutionary change is needed for
organizational growth
We need to understand the WHY and WHAT of change.
Models in this chapter have focused on the WHAT of change
Change is not clean and linear—it is messy
Deszca, Ingols & Cawsey, Organizational Change: An Action-
Oriented Toolkit, 4th ed.. © 2020 SAGE Pub.
72. 21
Evolution stages
Revolution stages
Size of
organization
LARGE
SMALL
YOUNG
Age of Organization
MATURE
1: Growth through
CREATIVITY
1: Crisis of
LEADERSHIP
2: Growth through
DIRECTION
2: Crisis of
AUTONOMY
3: Growth through
DELEGATION
4: Growth through
COORDINATION
5: Growth through
COLLABORATION
3: Crisis of
CONTROL
4: Crisis of
RED TAPE
5: Crisis of ?
PHASE 1
PHASE 2
PHASE 3
PHASE 4
PHASE 5
73. 13
Determining the Optimal Level of Product Availability
PowerPoint presentation to accompany
Chopra and Meindl Supply Chain Management, 5e
1-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
1-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
1-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prenti ce
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
https://www.youtube.com/watch?v=FjRfnqKm-ao
1
74. Learning Objectives
Identify the factors affecting the optimal level of product
availability and evaluate the optimal cycle service level
Use managerial levers that improve supply chain profitability
through optimal service levels
Understand conditions under which postponement is valuable in
a supply chain
Allocate limited supply capacity among multiple products to
maximize expected profits
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
2
Notes:
Importance of the Level
of Product Availability
Product availability measured by cycle service level or fill rate
Also referred to as the customer service level
Product availability affects supply chain responsiveness
Trade-off:
High levels of product avai
and higher revenues
and higher costs
Product availability is related to profit objectives and strategic
and competitive issues
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
75. 13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
What is the importance of product availability?
Responsiveness to meet demand
3
Factors Affecting the Optimal Level of Product Availability
Cost of overstocking, Co
Cost of understocking, Cu
Possible scenarios
Seasonal items with a single order in a season
One-time orders in the presence of quantity discounts
Continuously stocked items
Demand during stockout is backlogged
Demand during stockout is lost
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Optimum level of productivity
4
Desired Cycle Service Level for Continuously Stocked Items
Two extreme scenarios
All demand that arises when the product is out of stock is
76. backlogged and filled later, when inventories are replenished
All demand arising when the product is out of stock is lost
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Managerial Levers to Improve Supply Chain Profitability
“Obvious” actions
Increase salvage value of each unit
Decrease the margin lost from a stockout
Improved forecasting
Quick response
Postponement
Tailored sourcing
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Improved Forecasts
Improved forecasts result in reduced uncertainty
Less uncertainty results in
Lower levels of safety inventory (and costs) for the same level
of product availability, or
Higher product availability for the same level of safety
inventory, or
Both
13-‹#›
77. Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Quick Response: Impact on Profits and Inventories
Set of actions taken by managers to reduce replenishment lead
time
Reduced lead time results in improved forecasts
Benefits
Lower order quantities thus less inventory with same product
availability
Less overstock
Higher profits
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Quick Response: Multiple
Orders Per Season
Three important consequences
The expected total quantity ordered during the season with two
orders is less than that with a single order for the same cycle
service level
The average overstock to be disposed of at the end of the sales
season is less if a follow-up order is allowed after observing
some sales
The profits are higher when a follow-up order is allowed during
the sales season
13-‹#›
78. Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Quick Response: Multiple
Orders Per Season
Figure 13-4
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Quick Response: Multiple
Orders Per Season
Figure 13-5
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Postponement: Impact on Profits and Inventories
Delay of product differentiation until closer to the sale of the
product
Activities prior to product differentiation require aggregate
forecasts more accurate than individual product forecasts
Individual product forecasts are needed close to the time of sale
79. Results in a better match of supply and demand
Valuable in online sales
Higher profits through better matching of supply and demand
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Tailored Sourcing
A firm uses a combination of two supply sources (vendors)
One is lower cost but is unable to deal with uncertainty well
Second more flexible but is higher cost
Focus on different capabilities
Increase profits, better match supply and demand
May be volume based or product based
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
Summary of Learning Objectives
Identify the factors affecting the optimal level of product
availability and evaluate the optimal cycle service level
Use managerial levers that improve supply chain profitability
through optimal service levels
Understand conditions under which postponement is valuable in
a supply chain
Allocate limited supply capacity among multiple products to
maximize expected profits
80. 13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
14
Notes:
All rights reserved. No part of this publication may be
reproduced, stored in a retrieval system, or transmitted, in any
form or by any means, electronic, mechanical, photocopying,
recording, or otherwise, without the prior written permission of
the publisher.
Printed in the United States of America.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
13-‹#›
Copyright ©2013 Pearson Education, Inc. publishing as Prentice
Hall.
376 Chapter 13 • Determining the Optimal Level of Product
Availability
Unsold
Inventory at
End of Season
Number of Order Cycles per Season
FIGURE 13-4 Leftover Inventory versus Number of Order
81. Cycles per Season
Expected
Profit
Number of Order Cycles per Season
FIGURE 13-5 Expected Profit versus Number of Order Cycles
per Season
1. The expected total quantity ordered during the season with
two orders is less than that with
a single order for the same cycle service level. In other words,
it is possible to provide the
same level of product availability to the customer with less
inventory if a second, follow-
up order is allowed after observing some sales.
2. The average overstock to be disposed of at the end of the
sales season is less if a follow-up
order is allowed after observing some sales.
3. The profits are higher when a follow-up order is allowed
during the sales season.
In other words, as the total quantity for the season is broken up
into multiple smaller orders
with the size of each order based on some observed sales, the
buyer is better able to match supply
and demand and increase profitability for Saks. These
relationships are shown in Figures 13-4
and 13-5.
We now consider the case in which the buyer improves her
forecast accuracy for the
second order after observing some of the season’s demand. As a
82. result, the standard deviation of
weekly demand forecast drops from 15 to 3 for the second
seven-week period. In this setting, the
first order stays at 195 shawls as discussed earlier. For the
second order, however, we must
M13_CHOP3952_05_SE_C13.QXD 11/14/11 8:04 PM Page
376
376 Chapter 13 • Determining the Optimal Level of Product
Availability
Unsold
Inventory at
End of Season
Number of Order Cycles per Season
FIGURE 13-4 Leftover Inventory versus Number of Order
Cycles per Season
Expected
Profit
Number of Order Cycles per Season
FIGURE 13-5 Expected Profit versus Number of Order Cycles
per Season
1. The expected total quantity ordered during the season with
two orders is less than that with
a single order for the same cycle service level. In other words,
it is possible to provide the
same level of product availability to the customer with less
83. inventory if a second, follow-
up order is allowed after observing some sales.
2. The average overstock to be disposed of at the end of the
sales season is less if a follow-up
order is allowed after observing some sales.
3. The profits are higher when a follow-up order is allowed
during the sales season.
In other words, as the total quantity for the season is broken up
into multiple smaller orders
with the size of each order based on some observed sales, the
buyer is better able to match supply
and demand and increase profitability for Saks. These
relationships are shown in Figures 13-4
and 13-5.
We now consider the case in which the buyer improves her
forecast accuracy for the
second order after observing some of the season’s demand. As a
result, the standard deviation of
weekly demand forecast drops from 15 to 3 for the second
seven-week period. In this setting, the
first order stays at 195 shawls as discussed earlier. For the
second order, however, we must
M13_CHOP3952_05_SE_C13.QXD 11/14/11 8:04 PM Page
376