
Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Signature bridge pdf
Similar to Signature bridge pdf (20)
Recently uploaded
Recently uploaded (20)
Signature bridge pdf
- 1. Signature Bridge CONSTRUCTION OF CABLE-STAYED BRIDGE Bhisma Kumar Dev Roll No: 20145032 B.E. in Civil Engineering Batch: 2014-2018 Under The Guidance Of Mr. SOUMEN ROY Assistant Professor of Civil Engineering Dept. UNIVERSITY INSTITUTE OF TECHNOLOGY
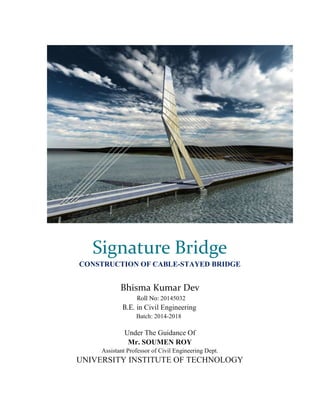
- 2. 1 1. INTRODUCTION Figure 1. Artistic view of Signature Bridge India’s first “Signature Bridge” being constructed across the Yamuna at Wazirabad promises to be a great attraction of Delhi. An ambitious project of the Delhi tourism, the cable-stayed bridge will link National Highway number one near existing T-point at Wazirabad on Western bank and Marginal Bund Road at Khajuri Khas on eastern bank of the river Yamuna, thus connecting North Delhi with East Delhi. This document describes the bridge structural health monitoring system (BSHMS) which is to be provided for Delhi’s new Signature Bridge. It covers the development and design of the instrumentation systems for the monitoring of behavior, performance and condition of the structure. The system is intended to fulfil three major purposes: - Structural health monitoring and damage detection; - monitoring of weather loading (e.g. temperature, storms); and - Earthquake monitoring The monitoring system needs to be implemented by means of industrial-grade components capable of continuous uninterrupted operation during earthquakes or rough weather conditions. The system will monitor: - Environmental factors; - Load factors; and - Bridge structural response
- 3. 2 2. DESCRIPTION OF PROJECT PROJECT NAME: Signature Bridge(Yamuna bridge at Wazirabad) CLIENT: Delhi Tourism & Transportation Development Corporation Ltd. AGENCY: J.V. of M/s Gammon India & Construtora Cidade, Tensacciai DESIGN CONSULTANT: J.V. of M/s. Schlaich Bergermann Und Partner, Construma Consultancy Pvt. Ltd. Mumbai PROOF CONDULTANT: J.V. of M/s. Systra, Virlogeux & Tandon Consultants SUB-CONSULTANT: Ratan J.Batliboi Architects, Mumbai, Department of EARTHQUAKE ANALYSIS: - IIT Roorkee & structural Engg. Research center, Chennai LISENCE NO: CLA/c/13N/10 PERIOD OF CONSTRUCTION: 20/3/2013 to 19/12/2017 (ESTIMATED) COST OF PROJECT: 1591 crore (revised) TOTAL LENGTH: 675m (8 LANES) PYLON HEIGHT: 154m (5400 ton) FOUNDATIONS: 6 open and 18 well foundations ADDITIONAL WORK: Eastern and Western approaches 3. SITE LAYOUT A badly planned and untidy site is the underlying cause of many accidents resulting from falls of material and collisions between workers and plant or equipment. Space constraints, particularly in urban work sites, are nearly always the biggest limiting factor and a layout which caters best for the safety and health of workers may appear to be difficult to reconcile with productivity. Proper planning by management is an essential part of preparation and budgeting for the safe and efficient running of a construction operation. Before work even begins on site, thought needs to be given to: 1. The sequence or order in which work will be done and to any especially hazardous operations or processes. 2. Access for workers on and around the site routes should be free from obstruction and from exposure to hazards such as falling materials, materials-handling equipment and vehicles. Suitable warning notices should be posted. Routes to and from welfare facilities need equal consideration. 3. Routes for vehicular traffic. These should be “one way “as far as practicable. Traffic congestion prejudices the safety of workers, especially when impatient drivers unload goods hurriedly.
- 4. 3 4. Storage areas for materials and equipment. Materials need to be stored as close as possible to the appropriate workstation, e.g. sand and gravel close to the cement- batching plant, and timber close to the joinery shop. If this is not practicable, it is important to schedule the arrival of materials. 5. The location of construction machinery. This is usually dependent on operational requirements so that tower cranes are subject to constraints such as their radius of operation, and pick-up and unloading points. 6. The location of trade workshops –these are not usually moved after they are built. 7. The location of medical and welfare facilities. On large sites sanitary facilities for both sexes should be provided at several locations. 8. Artificial lighting at places where work continues or workers pass after dark. 9. Site security. 10. Arrangements to keep the site tidy and for the collection and removal of waste. 11. The need for low-voltage electric power supplies for temporary lighting, portable tools and equipment. 4. MATERIALS USED AT CONSTRUCTION SITE Cement Portland cement is composed of calcium silicates and aluminates and aluminoferrite. It is obtained by blending predetermined proportions limestone clay and other minerals in small quantities which is pulverized and heated at high temperature –around 1500 deg. centigrade to produce ‘clinker’ .The clinker is then ground with small quantities of gypsum to produce a fine powder called Ordinary Portland Cement (OPC). When mixed with water, sand and stone, it combines slowly with the water to form a hard mass called concrete. Cement is a hygroscopic material meaning that it absorbs moisture in presence of moisture it undergoes chemical reaction termed as hydration. Therefore cement remains in good condition as long as it does not come in contact with moisture. If cement is more than three months old then it should be tested for its strength before being taken into use. The Bureau of Indian Standards (BIS) has classified OPC in three different grades The classification is mainly based on the compressive strength of cement-sand mortar cubes of face area 50 cm2 composed of 1 part of cement to 3 parts of standard sand by weight with a water-cement ratio arrived at by a specified procedure. The grades are i. 33 Grade ii. 43 Grade iii. 53 Grade The grade number indicates the minimum compressive strength of cement sand mortar in N/mm2 at 28 days, as tested by above mentioned procedure. Portland Pozzolana Cement (PPC) is obtained by either intergrading a pozzolanic material with clinker and gypsum, or by blending ground Pozzolana with Portland cement.
- 5. 4 Nowadays good quality fly ash is available from Thermal Power Plants, which are processed and used in manufacturing of PPC. Settling Of Cement When water is mixed with cement, the paste so formed remains pliable and plastic for a short time. During this period it is possible to disturb the paste and remit it without any deleterious effects. As the reaction between water and cement continues, the paste loses its plasticity. This early period in the hardening of cement is referred to as ‘setting’ of cement. Initial and final setting time of cement Initial set is when the cement paste loses its plasticity and stiffens considerably. Final set is the point when the paste hardens and can sustain some minor load. Both are arbitrary points and these are determined by Vicat needle penetration resistance. Slow or fast setting normally depends on the nature of cement. It could also be due to extraneous factors not related to the cement. The ambient conditions play an important role. In hot weather, the setting is faster, in cold weather, setting is delayed. Some types of salts, chemicals, clay, etc. if inadvertently get mixed with the sand, aggregate and water could accelerate or delay the setting of concrete. Storage of Cement It needs extra care or else can lead to loss not only in terms of financial loss but also in terms of loss in the quality. Following are the don’t that should be followed - 1. Do not store bags in a building or a go down in which the walls, roof and floor are not completely weatherproof. 2. Do not store bags in a new warehouse until the interior has thoroughly dried out. 3. Do not be content with badly fitting windows and doors, make sure they fit properly and ensure that they are kept shut 4. Do not stack bags against the wall. Similarly, don’t pile them on the floor unless it is a dry concrete floor. If not, bags should be stacked on wooden planks or sleepers. 5. Do not forget to pile the bags close together 6. Do not pile more than 15 bags high and arrange the bags in a header-and-stretcher fashion. 7. Do not disturb the stored cement until it is to be taken out for use. 8. Do not take out bags from one tier only. Step back two or three tiers. 9. Do not keep dead storage. The principle of first-in first-out should be followed in removing bags. 10. Do not stack bags on the ground for temporary storage at work site. Pile them on a raised, dry platform and cover with tarpaulin or polythene sheet.
- 6. 5 Coarse Aggregate Coarse aggregate for the works should be river gravel or crushed stone .It should be hard, strong, dense, durable, clean, and free from clay or loamy admixtures or quarry refuse or vegetable matter. The pieces of aggregates should be cubical, or rounded shaped and should have granular or crystalline or smooth (but not glossy) non-powdery surfaces. Aggregates should be properly screened and if necessary washed clean before use. Coarse aggregates containing flat, elongated or flaky pieces or mica should be rejected. The grading of coarse aggregates should be as per specifications of IS-383. After 24-hrs immersion in water, a previously dried sample of the coarse aggregate should not gain in weight more than 5%.Aggregates should be stored in such a way as to prevent segregation of sizes and avoid contamination with fines. Depending upon the coarse aggregate color, there quality can be determined as: 1. Black aggregate is considered to have very good quality 2. Blue aggregate is considered to have good quality. 3. Whitish is considered to have bad quality. Fine Aggregate Aggregate which is passed through 4.75 IS Sieve is termed as fine aggregate. Fine aggregate is added to concrete to assist workability and to bring uniformity in mixture. Usually, the natural river sand is used as fine aggregate. Important thing to be considered is that fine aggregates should be free from coagulated lumps. Grading of natural sand or crushed stone i.e. fine aggregates shall be such that not more than 5 percent shall exceed 5 mm in size, not more than 10% shall IS sieve No. 150 not less than 45% or more than 85% shall pass IS sieve No. 1.18 mm and not less than 25% or more than 60% shall pass IS sieve No. 600 micron. River sand, crushed sand, 20mm msa and 10mm msa aggregate was used for different purposes. 5. REINFORCEMENT Steel reinforcements are used, generally, in the form of bars of circular cross section in concrete structure. They are like a skeleton in human body. Plain concrete without steel or any other reinforcement is strong in compression but weak in tension. Steel is one of the best forms of reinforcements, to take care of those stresses and to strengthen concrete to bear all kinds of loads. Mild steel bars conforming to IS: 432 (Part I) and Cold-worked steel high strength deformed bars conforming to IS: 1786 (grade Fe 415 and grade Fe 500, where 415 and 500 indicate yield stresses 415 N/mm2 and 500 N/mm2 respectively) are commonly used. Grade Fe 500 is being used most commonly nowadays. This has limited the use of plain
- 7. 6 mild steel bars because of higher yield stress and bond strength resulting in saving of steel quantity. Some companies have brought thermo mechanically treated (TMT) and corrosion resistant steel (CRS) bars with added features. Bars range in diameter from 6 to 50 mm. Cold-worked steel high strength deformed bars start from 8 mm diameter. For general house constructions, bars of diameter 6 to 20 mm are used. Figure 3: Reinforcement in pier Figure 4: Reinforcement in pile cap Transverse reinforcements are very important. They not only take care of structural requirements but also help main reinforcements to remain in desired position. They play a very significant role while abrupt changes or reversal of stresses like earthquake etc. They should be closely spaced as per the drawing and properly tied to the main/longitudinal reinforcement. In this project, Fe 500, Fe 415 of different diameters was used at all the places. TERMS USED IN REINFORCEMENT 1. BAR-BENDING-SCHEDULE:-Bar-bending-schedule is the schedule of reinforcement bars prepared in advance before cutting and bending of rebar. This schedule contains all details of size, shape and dimension of rebar’s to be cut. 2. LAP LENGTH:-Lap length is the length overlap of bars tied to extend the reinforcement length. Lap length about 50 times the diameter of the bar is considered safe. Laps of neighboring bar lengths should be staggered and should not be provided at one level/line. At one cross section, a maximum of 50% bars should be lapped. In case, required lap length is not available at junction because of space and other constraints, bars can be joined with couplers or welded (with correct choice of method of welding).
- 8. 7 3. ANCHORAGE LENGTH:-This is the additional length of steel of one structure required to be inserted in other at the junction. For example, main bars of beam in column at beam column junction, column bars in footing etc. The length requirement is similar to the lap length mentioned in previous question or as per the design instructions 4. COVER BLOCKS:-Cover blocks are placed to prevent the steel rods from touching the shuttering plates and thereby providing a minimum cover and fix the reinforcements as per the design drawings. Sometimes it is commonly seen that the cover gets misplaced during the concreting activity. To prevent this, tying of cover with steel bars using thin steel wires called binding wires (projected from cover surface and placed during making or casting of cover blocks) is recommended. Covers should be made of cement sand mortar (1:3). Ideally, cover should have strength similar to the surrounding concrete, with the least perimeter so that chances of water to penetrate through periphery will be minimized. Provision of minimum covers as per the Indian standards for durability of the whole structure should be ensured. Shape of the cover blocks could be cubical or cylindrical. However, cover indicates thickness of the cover block. Normally, cubical cover blocks are used. As a thumb rule, minimum cover of 2”in footings, 1.5”in columns and 1”for other structures may be ensured. Figure 5: Cover blocks 6. SHUTTERING & SCAFFOLDING The term ‘SHUTTERING’ or ‘FORMWORK’ includes all forms, moulds, sheeting, shuttering planks, walrus, poles, posts, standards, leizers, V-Heads, struts, and structure, ties, prights, walling steel rods, bolts, wedges, and all other temporary supports to the concrete during the process of sheeting. Forms or moulds or shutters are the receptacles in which concrete is placed, so that it will have the desired shape or outline when hardened. Once the concrete develops adequate strength, the forms are removed. Forms are generally made of the materials like timber, plywood, steel, etc.
- 9. 8 Generally camber is provided in the formwork for horizontal members to counteract the effect of deflection caused due to the weight of reinforcement and concrete placed over that. A proper lubrication of shuttering plates is also done before the placement of reinforcement. The oil film sandwiched between concrete and formwork surface not only helps in easy removal of shuttering but also prevents loss of moisture from the concrete through absorption and evaporation. The steel form work was designed and constructed to the shapes, lines and dimensions shown on the drawings. All forms were sufficiently water tight to prevent leakage of mortar. Forms were so constructed as to be removable in sections. One side of the column forms were left open and the open side filled in board by board successively as the concrete is placed and compacted except when vibrators are used. A key was made at the end of each casting in concrete columns of appropriate size to give proper bonding to columns and walls as per relevant IS. Figure 6: Formwork of pier and false wall 7. CLEANING AND TREATMENT OF FORMS All rubbish, particularly chippings, shavings and saw dust, was removed from the interior of the forms (steel) before the concrete is placed. The form work in contact with the concrete was cleaned and thoroughly wetted or treated with an approved composition to prevent adhesion between form work and concrete. Care was taken that such approved composition is kept out of contact with the reinforcement.
- 10. 9 Design The form-work should be designed and constructed such that the concrete can be properly placed and thoroughly compacted to obtain the required shape, position, and levels subject Erection of Formwork The following applies to all formwork: 1. Care should be taken that all formwork is set to plumb and true to line and level. 2. When reinforcement passes through the formwork care should be taken to ensure close fitting joints against the steel bars so as to avoid loss of fines during the compaction of concrete. 3. If formwork is held together by bolts or wires, these should be so fixed that no iron is exposed on surface against which concrete is to be laid. 4. Provision is made in the shuttering for beams, columns and walls for a port hole of convenient size so that all extraneous materials that may be collected could be removed just prior to concreting. 5. Formwork is so arranged as to permit removal of forms without jarring the concrete. Wedges, clamps, and bolts should be used where practicable instead of nails. 6. Surfaces of forms in contact with concrete are oiled with a mould oil of approved quality. The use of oil, which darkens the surface of the concrete, is not allowed. Oiling is done before reinforcement is placed and care taken that no oil comes in contact with the reinforcement while it is placed in position. The formwork is kept thoroughly wet during concreting and the whole time that it is left in place. Immediately before concreting is commenced, the formwork is carefully examined to ensure the following: 1. Removal of all dirt, shavings, sawdust and other refuse by brushing and washing. 2. The tightness of joint between panels of sheathing and between these and any hardened core. 3. The correct location of tie bars bracing and spacers, and especially connections of bracing. 4. That all wedges are secured and firm in position. 5. That provision is made for traffic on formwork not to bear directly on reinforcement steel. Verticality of the Structure All the outer columns of the frame were checked for plumb by plumb-bob as the work proceeds to upper floors. Internal columns were checked by taking measurements from outer row of columns for their exact position. Jack were used to lift the supporting rods called props. Stripping time or Removal of form work Forms were not struck until the concrete has attained a strength at least twice the stress to which the concrete may be subjected at the time of removal of form work. The strength
- 11. 10 referred is that of concrete using the same cement and aggregates with the same proportions and cured under conditions of temperature and moisture similar to those existing on the work. Where so required, form work was left longer in normal circumstances Form work was removed in such a manner as would not cause any shock or vibration that would damage the concrete. Before removal of props, concrete surface was exposed to ascertain that the concrete has sufficiently hardened. Where the shape of element is such that form work has re-entrant angles, the form work was removed as soon as possible after the concrete has set, to avoid shrinkage cracking occurring due to the restraint imposed. Concrete Production Concrete production is the process of mixing together the various ingredients—water, aggregate, cement, and any additives—to produce concrete. Concrete production is time- sensitive. Once the ingredients are mixed, workers must put the concrete in place before it hardens. For the project various grades of concrete was produced varying from M25 to M50. 1. Batching: The process of measurement of the different materials for the making of concrete is known as batching. Batching is usually done in two ways: volume batching and weight batching. In case of volume batching the measurement is done in the form of volume whereas in the case of weight batching it is done by the weight 2. Mixing: Mixing of concrete is a very important step for achieving good final properties, and one of that can be quite difficult without the right equipment. This is one of the best reasons for using ready mix concrete. 3. Compacting: When concrete is placed it can have air bubbles entrapped in it which can lead to the reduction of the strength by 30%. In order to reduce the air bubbles the process of compaction is performed. Compaction is generally performed in two ways: by hand or by the use of vibrators. 4. Curing: Curing is the process in which the concrete is protected from loss of moisture and kept within a reasonable temperature range. The result of this process is increased strength and decreased permeability. Curing is also a key player in mitigating cracks in the concrete, which severely impacts durability. Curing of Concrete Curing concrete is the term used for stopping freshly poured concrete from drying out too quickly. This is done because concrete, if left to dry out of its own accord, will not develop the full bond between all of its ingredients. It will be weaker and tend to crack more. The surface won't be as hard as it could be. Curing can be performed in different ways.
- 12. 11 8. BATCHING PLANT The Signature Bridge Site at Wazirabad had a batching plant of capacity 60m3/hr. The batching plant had various execution modes for feeding of the aggregates like star batcher, compartment batcher and in-line silo execution. The four aggregate gates are pneumatically operated and the weighing is done through electronic load cells. The aggregates are weighed in a skip bucket and then are moved up to the turbo pan mixer by two units of pole change motors. These pole change motors operate the skip at two different speeds to reduce the time cycle at each batch and at the same time protect the important components of the weighing system. The batching of water and admixture is by weight. The cement from the cement silos is fed into the combined cement water weighed through screw conveyors. The water and cement are weighed in a combined weighed and discharged into the pan mixer. The Turbo pan mixer is designed to handle various slumps of concrete and to achieve a homogenous mix in the shortest possible time. Figure 7: Curing of well foundation The plant can deliver the 60 m3 per hour output as each and every operation of the plant has been sequenced to achieve this output. The 60M batching plant is fully computerized and offers features like material in air compensation. The batching plant can also be fittedwith electronic moisture meter and an interface in the control system provides the
- 13. 12 Batch reports through the printer. The interface also facilitates the transfer of all data from the control system to a computer where the data can be processed as per the customer requirements. The batching mixer mixes the following- a. Cement b. Sand c. Aggregate d. Admixture e. Fly ash f. Water Figure 8: Batching plant Figure 9: Material hopper
- 14. 13 Cement is loaded through a pump in which cement was inserted manually. The main mixture had six blades for mixing and a hydraulically controlled gate for ejecting the mix in a nearby tank water is stored and added via a pipe. Admixture Naphthalene Formaldehyde is added to increase the setting time to reduce the water/cement ratio. Sand and aggregate are loaded on a large conveyor belt, whose quantity is electronically controlled. For each batch production these are transferred through electronic commands. The batching plant also has an exit for dry concrete that gets blown in the process. These dry particles are returned to the batching mixture using a compressor. It takes around 20- 30 seconds to mix and rest 30 seconds are used in bringing water, aggregate and sand. The uniqueness of the batching plant is its ability to achieve the rated output with minimum break downs. Hence, it is an ideal plant for use in RMC operations and for projects where the down time of the plant is expensive. 9. FOUNDATIONS Two types of foundations used for the project are: 1. Well foundation 2. Open foundation or Pile foundation Well foundation Well foundations are the most common types of deep foundations used for bridges in India. Figure 10: Schematic diagram of well foundation
- 15. 14 Components of well foundation 1. Well Cap - The well cap is a RCC slab of sufficient strength to transmit the forces from pier to the body of well. It is generally kept at low water level. The dimension of the well cap should be sufficient to accommodate the pier. The recommended minimum thickness is 0.75 m. 2. Staining –It is the wall of well & is built over a wedge shaped portion called well curb. The staining is designed such that it can be sunk under its own weight. The thickness should be sufficient so as to overcome skin friction developed during sinking by its own weight. 3. Well Curb –The well curb supports the staining. The curb should be slightly projected from the staining to reduce the skin friction during sinking of well. It is made of RCC with steel cutting edge. 4. Cutting Edge –The cutting edge is either projected below the curb as a sharp edge or can also have flat bottom. The projected edge is likely to be damaged in strata of gravels and boulders. In such soils the flat bottom cutting edge is provided. 5. Bottom Plug –The bottom plug is made bowled shape in order to have an arch action. The bottom plug transmits load to soil below. When sunk to its final depth bottom part is concreted to seal the bottom completely. The thickness varies from ½ to full inside diameter of the well so as to be able to resist uplift forces. The concreting should be done in one continuous operation. When wells contain more than one dredge hole all should be plugged to the same height. If the well is to rest on rock, it should be anchored properly by taking it 25 cm to 30 cm deep into rock The bottom plug should be of rich concrete (1:2:4) with extra 10 % of cement. 6. Sand Filling - After concreting the bottom plug the sand is filled above the bottom plug and below top plug. Sand filling provide stability of well, reduce tensile stress produced by bending moment and distributes the load of super structure on to the bottom plug. Sand filling relieves load to staining to some extent. 7. Top Plug –This is a plug at the top of the well below the well cap. This helps transferring the load through the granular material into the staining. Sinking of Well Foundation 1. Laying of Curbs: In dry ground excavate up to 50 cm in river bed and place the cutting edge at the required position. If the curb is to be laid under water and depth of water is greater than 5 m, prepare Sand Island and lay the curb. If depth of water exceeds 5 m built curb in dry ground and float it to the site. 2. Construction of Well Staining: the idea is to initially sink the well under its own weight. The staining should be built in short height of 1.5 m initially and 3 m after a 6 m grip length is achieved. The verticality should be maintained. The aim of the well sinking is to sink the well vertically and at the correct position.
- 16. 15 3. Jackdown sinking: It is basically transferring the forces exerted by the hydraulic jacks on the earth anchors to the heavy duty pressurization girders resting on the staining top through stools. The earth anchor pairs are placed such that two girders systems, both crossing the well sides, can be positioned, with hydraulic jacks at the ends of the girder, located such that they are directly above the Centre of the earth anchor pair. Figure 11: Jackdown of well foundation Following procedure is followed for the jack down of the well foundation: 1. Girder fitted with bottom pieces of gripper rod assembly is placed on the earth anchors and are fixed by grouting after gripper rod is at 75 m depth. Supporting stools are then placed on the staining to suit the location of the anchors.
- 17. 16 Figure 12: Grippers rod anchored into ground 2 Pressurization girders are then erected over the stools and pressure plates fixed on top of the girders at ends. 3 250 MT capacity hydraulic jacks along with upper gripper attachments are erected and the gripper rods are fixed by locking the upper gripper attachment. 4 1000mm Pieces of Gripper rod is then fixed with the adjustment rods at required height and held in position by locking the lower gripper assembly. 5 All jacks are aligned and leveled properly. 6 The pressure hoses are connected with power pack and jacks. 7 Loading is applied with power pack 8 After lifting of ram by about 40 to 100mm wedges are placed on bearing plates on either side of the anchor couplers. 9 The lower gripper assembly is locked and upper gripper assembly is released. 10 Ram is brought to its original position and upper gripper assembly is locked. 11 Lower gripper assembly is then unlocked. 12 The above operations are supported by air/water jetting till sinking is achieved. LOAD APPLICATION 1. Each Jack has Separate Control valve on the power pack for application of pressure. The adjustment wherever required will be maneuvered by closing or releasing the control valve. 2. The jacks placed on upper side of the tilted well shall be given with additional load than that of the lower side. 3. 25 mm dia. Bar shall be placed in the staining during concreting on each support. 4. Releasing of pressure on any one jack shall be done with proper care. In case of tilting of the girder on any side due to releasing of pressure, then releasing shall be done on both the jacks placed on the said girder
- 18. 17 5. To cater for additional safety precautions against lifting of girder in case of any failure of grips or larger uneven loading the girders shall be arrested to additional rebar placed in the staining. Figure 13: Load Diagram SINKING PROCEDURE Figure 14: Formation of Slumps inside the well In sandy clay strata first sump condition shall be made to the extent of 1.5 to 2 meters and then loading shall commence with initial 50 MT per Jack and gradually in increments of 25 MT till well starts sinking. The intensity of loading shall be kept constant till appreciable sinking is achieved and well is not further going down. Thereafter sump / hump will be
- 19. 18 checked and loading shall be released in case of hump / or less sump to resume grabbing once more. In sandy strata each jack shall be loaded to 100 MT and then grabbing operation is started. The loading shall be kept at 100 MT till sinking of well starts. After appreciable sinking is over and with the above loading the sump of the well is checked, and grabbing with the above loading is continued. Measures for rectification of tilts and shifts The primary objective while sinking the well is to sink it straight and at a correct position, however it is not an easy task to achieve this objective. During the sinking the well may tilt to one side or it may shift away from the desired position. The following precautions are to be taken as far as possible: 1. Outer surface should be regular and smooth. 2. Radius of the curb should be 2 to 4 cm larger than the radius of the staining. 3. Cutting edge should be of uniform thickness and sharpness. 4. Dredging should be done uniformly on all sides. According to IS: 3955-1967 the tilt should generally be limited to 1 in 60, and the shift to one percent of the depth sunk. In case the tilt and shifts exceeds the above limits the following measures are taken for their rectification. i. Eccentric loading: Construct eccentric welded framed bracket and load the platform thus made with 400 to 600 tons load. This is shown in Fig. below. Figure 15: Rectifying tilt by eccentric loading
- 20. 19 ii. Water jetting: Jett are applied on the outer face of the high side of well, skin friction is reduced and tilt is rectified. iii. Excavation under cutting edge: Excavate under cutting edge by dewatering in case dewatering is not possible divers are sent to loosen the strata. iv. Pulling the well: It is effective only in early stages of sinking. Well is pulled towards the higher side using steel ropes around the well. v. Pushing the wells by jack: It can be done using a suitable arrangement or hydraulic jacks by resting it against the vertically sunk well. vi. Changing the pressure in power packs: If the tilting occurs during the Jack down process it can be easily rectified by increasing the pressure on the higher jack, by using the power pack. Special type of well foundation is being used at the site. Figure 16: Rectifying by pushing well jacks At Signature Bridge site normally wells used are of 7m inner and 9 m outer diameter with rock strata at 36m depth but due to varying rock depth and special structural requirement a special type of well was required to be constructed at one of the locations. At P23 location, where the back stay cables were supposed to be anchored the well foundation was not only supposed to bear the compressive forces but also were required to overcome the tensile forces to support the weight of the central pylon. To overcome this problem the wells were designed with 10.5m inner diameter and 17.5m outer diameter with depth of well going to 25m, the well staining was designed such that there were hollow casings left in the well staining placed at an angle of 22.5⊆at their center in which Piles can be driven later on after the sinking of the well. These piles will be driven 6m inside the rock a stratum over which well is resting. The structure of the well will take the compressive forces and the piles will cancel the effect of tensile forces that will be generated by the back stay cables.
- 21. 20 Figure17: well staining 10. OPEN FOUNDATION/PILE FOUNDATION Depending upon the type of soil, foundation piles are used in following ways: a. Bearing piles b. Friction piles c. Friction cum bearing piles The bearing piles are designed as those which transmit the load to foundation strata directly without taking in to account the frictional resistance offered by enclosing soil. The passive earth pressure resistance is taken in to account only for the purpose of determining its resistance against the horizontal force. Such bearing piles are generally taken up to or in to the hard strata, soft or hard rock, hard consolidated sandy or gravelly soil. Friction piles are those in which the load is transmitted by the pile through friction offered by surrounding soil. Such piles can be provided in cohesive soils not subjected to heavy scour. Friction cum bearing piles designed in such a way that the load is transmitted both by friction of the surrounding soil and the bearing resistance of the founding soil at the tip of pile. Pile Classification by Construction Method a) Precast Driven Piles –These are usually of RCC or pre-stressed concrete and generally small in size for ease in handling. The main advantage of this type of pile is that its quality, in terms of dimension, use of reinforcement and concrete, can be ensured as the piles are cast in a yard under controlled conditions. However care is needed while handling, transporting and driving the pile to avoid damages. More to it, the limitation of length depending upon the capacity of the driving equipment is a disadvantage as these cannot be taken very deep except by joining. Generally, the depth over which these are used is restricted to 36 m.
- 22. 21 b) Driven Cast-in-Situ Piles- A steel casing pile with a shoe at the bottom is driven first to the required depth. The reinforcement cage for the pile is then lowered inside the casing and the pile is concreted. As the concreting of the pile proceeds upwards, the casing is withdrawn keeping a suitable overlapping length. When such piles are driven in soft soil and the tube is withdrawn while concreting, it affects resistance and changes the property of the soil and this also affects the capacity of individual piles. These are not suitable for use in soft soils, in greater depths or where keying with the rock is required. c) Bored pre-cast piles –In this, as the name itself suggests, a hole is bored using a casing and a pre-cast pile is inserted into it. After securing it in position, the casing is withdrawn. A particular process used for bored pre-cast piles is the benoto process which involves a steel tube being pushed into the soil, turned and reversed using compressed air. The tube is in the form of a casing and is driven for the entire depth after the soil is progressively grabbed from the tube. The process is continued till the tube reaches the pre-determined level. Then the pre-cast pile is lowered inside and held in position. The tube is lifted gradually after filling the annular gap between the pre-cast pile and the soil by grouting. d) Driven steel piles –Steel piles can be circular or in other structural shapes. The circular ones are made in the form of either welded or seamless piles. Usually steel or cast iron piles used earlier for bridge structures are of longer diameter and screw type. These were used in past when loading was less. These piles are suitable for being driven through cohesive soil to reach up to the hard strata and to serve as bearing piles. They are not suitable where heavy scour is expected and for foundation for bridges when foundations are situated wide apart. Cast Insitu Piles During drilling of cast insitu piles at Signature Bridge, Wazirabad bentonite was used as the drilling fluid. Bentonite is used in drilling fluids to lubricate and cool the cutting tools, to remove cuttings, and to help prevent blowouts. Relatively small quantities of bentonite suspended in water form a viscous, shear thinning material. At high enough concentrations (~60 grams of bentonite per liter of suspension), bentonite suspensions begin to take on the characteristics of a gel (a fluid with a minimum yield strength required to make it move).for the above reasons it is widely used in construction industry for drilling purposes. Measures to be taken while boring for cast insitu piles are: 1. During the boring, samples should be taken and sent to the lab for testing or in- situ tests should be carried out. 2. If bentonite is used, it should be maintained a minimum of 1.5m above the water table.
- 23. 22 3. Dimension of the pile should not be less than that specified. When an enlarged base is provided, it should be concentric with the pile with a tolerance of 10%.Slope of the frustum should not be less than 55o. 4. Adequate temporary casing can be provided for ensuring stability near the ground. It should be backfilled if rapid loss of drilling fluid occurs. The temporary casing should be free from projections and distortion during concreting. 5. After concreting of the pile, the empty bore hole should be backfilled. Measures to be taken for reinforcement of a pile 1. The workability of the concrete should be such that a continuous monolith shaft of full cross-section is formed. No contamination of concrete is allowed. 2. It should be ensured that mix and placing of concrete does not result in arching. 3. Concrete under water or drilling fluid should be poured through tremmie as per IS 2911.Hopper and pile of the tremmie should be clean and watertight. 4. At all times, tremmie should penetrate the previously prepared concrete so as to prevent contact with the drilling fluid. Sufficient quantity of concrete should be maintained in the pipe so that pressure exceeds that of the fluid. 5. Internal diameter of the pipe should not be less than 200mm for concrete with maximum size of aggregate 20mm. Figure 18: Pile Driving Measures to be taken while Extracting Temporary Casing: 1. Concrete should be placed continuously as casing is extracted.
- 24. 23 2. Should be lifted while the concrete is sufficiently workable to avoid disturbance or lifting. 3. Pile should be formed at least 30cm above the cut-off level Pilling Steps Bored cast in situ piles are constructed in the following sequence- 1. Survey: The surveyor set out the center of the bored pile location. 2. Utility diversion: A circular pit of diameter 1700mm and depth 1500 mm shall be manually excavated at the location to ensure that the utilities are present. 3. Checks for Pile vertically and position: During the process of boring following checks should be made. a) Check the verticality of the casing during installation by plumbing from two perpendicular directions. b) Check of the eccentricity of the borehole after installation of casing. If the eccentricity is more than 50mm then reinstallation is done. c) The verticality of the casing is checked continuously until the toe is reached and is kept within a tolerance of 50mm. d) Variation in dimension is limited to +50mm and - 10mm. e) Variation of level at the top should not be beyond +25mm. 4. Boring of soil-Boring is carried out with the help of a rig up to the required depth. The verticality of the hole to be bored is kept on monitored and later checked before the lowering of the reinforcement cage. 5. Installation of temporary casing to stabilize the upper bore, a temporary steel casing of length 2.5- 3m is installed: a) A 1000mm diameter hole is drilled using hydraulic boring machine up to a depth of 3-4m. b) The casing should then be lowered in the hole with the help of a crane. c) The casing is then driven in to the ground with the help of a rotatory machine until about 300mm is left above the ground. d) Bentonite should be added continuously during excavation. And the depth is measured with the help of the sounding tape. 6. Cleaning of base: a) Boring is stopped when the toe of the pile level is reached. The borehole is cleaned carefully and the soil is removed. b) The depth is checked before the lowering of the cage. 7. Fabrication and installation of reinforcement cage: 8. Concrete with slump in the range 175+25mm shall be supplied from batching plant. 9. Concrete shall be placed using pipes.
- 25. 24 10. Pipes are joined towards into the hole. The end of the pipe should not be more than 300 mm above the bottom of the pile to ensure that free fall of concrete shall not be more than 1.5m. 11. The concrete shall be discharged from the delivery truck to a hopper connected to the pipes. 12. During concreting, the level of concrete inside the borehole shall be monitored either with a weighted tape or chain. Encasing shall be withdrawn after initial setting of concrete. 11. PLACING OF GIRDERS The portion of the Signature Bridge between P3 and P19 is cable stayed and will not be loaded on any piers. To support the load of the slabs temporary structures are being placed on the river bed which will be removed once the precast slabs are stressed to hold their own load. During the entire stretch of the bridge 114 main girders will be placed along with 12 cross girders which will be placed at the distance of 4.5m each. Before these girders are bolted to the structures they are rested on temporary structures to have a safe working environment for the labour. Girders were made out of S355 grade steel bolts were HSFG 10.9 under the pylon and HSFG 8.8 at all other places. Full strength fully penetrated welds were made during the preparation of girders. All the girders were mad in a yard in CHINA and were transported to site via sea and land Figure 19: HSFG 8.8 grade bolt Following procedure was followed while placing the girders at P19 for Insitu slab casting:
- 26. 25 Figure 20: Placement of steel girders 12. BRIDGE STRUCTURAL RESPONSE Strain in the pylon, compensated for temperature, will be measured by welded strain gauges, while strain in the deck girders, also temperature compensated, will be measured by bolted strain gauges. Stay cable forces will be measured by electromagnetic sensors, weatherproof and telecommunications shielded, on the longest, shortest and medium length cables of each set of cables (two sets on the main span and one on the back span). Cable vibrations will be recorded by 3D-accelerometers, which will be detachable to allow relocation during and after the construction phase to assist in calculation and verification of damping, as well as assessment of changes in harmonics during operation. Tilt of the deck on each span and of the pylon (above and below the elbow) will be measured by inclinometers, and displacement of the deck by strain gauges at the expansion joints. The system which has been proposed to address these needs will consist of the following: - A total of 104 sensors, using 171 data channels, to measure environmental, load and structural response factors. - A signal acquisition solution, including signal capture from the sensors, signal verification and temperature adjustment, conversion of signal to digital format using 24 bit architecture, 1/1000 sec. signal time synchronization, signal transport to pre-processing data acquisition unit, signal pre-processing and buffering prior to transferring to data processing. - Data processing to generate reports, prompt control actions and provide alarms as may be required data storage - A user-friendly interface to enable necessary operational intervention, maintenance optimization and support high-level analysis such as finite element.
- 27. 26 Figure 21: Sensor layout All components shall be able to sustain severe environmental conditions. The system is designed to sustain partial damage with undamaged parts remaining operational without losing real time or stored data. Design assumptions are highly conservative to maximize the mean time between failures (MTBF). Hardware and software are designed and selected to ensure that they can be engineered or replaced with commonly available alternatives in the future – for example, should the current supplier be unable to meet the need. Authorized users will have on-line access to current and archived data. The user interface shall be intuitive and easy to use, showing “analogue instrument” display in the form of a “mimic panel”. LOAD FACTOR Natural vibrations will be measured by eight 3D-accelerometers, which will be capable of elocution along the length of the structure to provide total coverage on a cyclical basis. Traffic data will be recorded by laser analyzers, enabling lane usage, average lane speed and vehicle classification are to be determined. Traffic congestion, accidents and other anomalies will be captured by a video surveillance unit featuring color cameras, capable of recording 30 frames per second and night-time usage.
- 28. 27 Figure 22: Sensor layout ENVIRONMENTAL FACTOR Environmental conditions at the top of the pylon will be recorded by a weather station which will measure ambient temperature, relative humidity, precipitation levels, barometric pressure, as well as wind speed and direction. Wind speed and direction will also be measured at deck level, by an ultrasonic sensor.
- 29. 28 13. DATA COLLECTION UNIT AT THE BRIDGE MASTER SECTION The data acquisition unit is based on industrial graded cPCI systems with dual-core CPUs, running data acquisition and data calculating software. The unit controls all sensor functions and provides all measured data with source codes (name and position of sensor) and time stamps to allow accurate time synchronization. A/D-conversion is done by multi- channel, 24-bit converter modules, located as closely to the sensors as possible. All raw data measured by the sensors is stored on two independent hard discs to prevent data loss in case of disc failure. Pre-processing of the monitoring data also takes place here. The master station is equipped with independent time sources (GPS) to ensure self- sufficiency should connection to the local network be lost. This ensures preservation of records during critical events such as traffic accidents or earthquakes. The unit is also protected by an air-conditioned cabin to enhance reliability and durability. POWER SUPPLY The system will be equipped with an uninterruptable power supply (UPS) in order to guarantee power supply at all times and prevent data loss, especially during a critical event. The UPS will also protect the equipment against fluctuation and voltage peaks in the public power supply. The battery capacity will be adapted to the actual power requirements in order to guarantee power during a two hour interruption of the main supply. Battery lifetime of several years can generally be expected. DATA TRANSFER FROM MASTER SECTION Figure 23: Data transmission
- 30. 29 The data connection between the master station on the bridge and the bridge operator’s control room is by means of a wireless LAN bridge using a private static IP. This can operate over a distance of four to five kilometers. This system enables real-time data transmission, independent of mobile telecommunication service providers. 14. TESTS CONDUCTED Test conducted on various materials Various tests are conducted on materials which are used at site as well as for production of concrete at the Batching Plant. These includes test on cement, fine aggregate, coarse aggregate, water, bricks, TMT bars etc. Some of these test can be conducted on site where as others are required to be performed in a lab. The various tests being conducted at The Signature Bridge, Wazirabad site are: a) Sieve analysis of all the aggregate. b) Silt Content. c) Moisture content. d) Flakiness and elongation. e) Impact Value test. f) Abrasion value test. g) Crushing Value test. h) 10% fine test. i) Water pH level, cl level & SO3 content. j) Cement physical test. k) Specific gravity & density test. l) Water testing. m) TMT bars rusting inspection Test Conducted on Fresh Concrete Tests for workability: Concrete is said to be workable when it is easily placed and compacted homogeneously i.e. without bleeding or Segregation. Unworkable concrete needs more work or effort to be compacted in place, also honeycombs &/or pockets may also be visible in finished concrete. Various tests for workability are: 1. Slump test 2. Compaction Factor test. The most commonly used workability test in the field the slump test is described below. SLUMP TEST 1. Apparatus required for Slump Test: a) Slump mould with bottom diameter 20 cm, Top diameter 10 cm and Height 30 cm. b) Base plate for fixing the mould.
- 31. 30 c) Tamping rod 16mm dia 600 mm long. d) Steel scale. 2. Age of Test: The test shall be conducted at recognized ages of the test specimens, the most usual being 7 days and 28 days. Where it may be necessary to obtain the strength tests at 1 day and 3 days can also be made. The ages shall be calculated from the time of the addition of water to the dry ingredients. 3. Number of specimens: At least three specimens, preferably from different batches, shall be made for testing at each selected age. Note: When a full investigation is being carried out, it is advisable for three separate batches to be made for each given variable. An equal number of specimens for each variable should be made. Figure 24: Cube specimen Figure 25: Cube mould 3. Procedure: Specimens stored in water shall be tested immediately on removal from the water and while they are still in wet condition. Surface water and grit shall be wiped off the specimens and any projecting fins removed. Specimens when received dry shall be kept in water for 24 hours before they are taken for testing. The dimension to the nearest 0.2mm and the weight shall be noted before testing. a) Placing the specimen in the testing machine. The bearing surface of the testing machine shall be wiped clean and any loose sand or other material removed from the surface of the specimen which are in contact with the bearing plates. b) The cubes shall be placed inside the machine in such a way the load applied to the cube in the opposite direction of the cube as cast. c) Cubes shall be carefully aligned to the center of the bearing plates so that the axial load is applied to the specimen.
- 32. 31 d) No packing to be used between the specimen and the bearing plate. Adjust the top plate so that it will have a flat seating on the specimen. e) Apply load at the rate of 140 kg/cm2 (approximately 310 KN) per minute. f) Apply load until failure of the specimen, (i.e. the specimen shall not sustain any further loading) and note down the maximum load at which the specimen has failed. 4. Calculations: The average of the three values of strength shall be taken as the representative strength of the batch provided. The individual variation is not more than + 15 % form the average. Maximum load at which the specimen failed Strength of specimen = ------------------------------------------------------ (Kg/cm2 ) Area of the specimen Figure 26: Compression testing machine Figure 27: Silt content test Silt content Test There are two types of harmful substances preset in fine aggregates i.e. organic matter produced by decay of vegetable matter and/or clay and silt, which form coating thus preventing a good bond between cement and the aggregates. If present in large quantities, result in the increase water-cement ratio and finally affecting the strength of concrete. Field test is generally conducted in order to determine the volumetric percentage of silt in natural sand for percentage up to 8%, otherwise more detailed test as prescribed by standard code are required to be conducted. 15. CONCLUSION After having completed my training, I have gained some basic knowledge in the field of bridge construction. This industry has familiarized me with the industry and its requirements. I have been exposed to the standard requirement that needs to be followed during designing during my internship period. Also, this internship has proved how crucial it is to have a good understanding and proper communication between the site and office,
- 33. 32 one of the primary objective of the project was to understand the economic factor and how things are implemented. This internship has further opened the doors of research in this field and also emphasized on the use of innovative and unconventional means to achieve the desired objective. Basically, the whole thing can be summed up to the fact that- to erect a structure that is satisfying the norms within the given limits, using the minimum possible resources because if the economy of that particular structure is considered and it is seen that all the resources have been over used, then it is a unnecessary waste of public money. On the other hand if the resources are under used the structure will be highly uneconomical but not safe. So, again the public interest is being violated and it is not permissible at all. For any country to progress it needs to have a proper infrastructure else no development can proceed from the word go. So as a civil engineer we will have to be focused and determined on the things at hand because if we fail in our duties the result will be hazardous. An engineer learns with time and as he gathers experience. This was a beginning and still there is a long way to go. There are many things learn from the books and experience to gather from real life scenarios but all that I hope at this point of time is that all these factors together mould me into a good civil engineer and more importantly a better human being. Finally, I conclude that this project has met all its objectives and the results speak for themselves. On this note I come to the end of my project. 16. REFERENCES 1. https://en.wikipedia.org/wiki/Gammon_India 2. https://en.wikipedia.org/wiki/Cable-stayed_bridge 3. http://www.sbp.de/en/project/yamuna-bridge-at-wazirabad-1/ 4. https://www.google.co.in/search?q=signature+bridge&rlz=1C1RLNS_enIN707IN 707&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjEpo- _uKrYAhXLPY8KHaosAjkQsAQITw&biw=1366&bih=662 5. http://www.hindustantimes.com/delhi-news/delhi-s-signature-bridge-delayed-for- the-fifth-time-will-miss-march-deadline/story-5h1brJBsHhmvSNkGd8a3BK.html 6. https://timesofindia.indiatimes.com/city/delhi/signature-bridge-may-not-be-ready- this-year/articleshow/58952145.cms 7. http://www.delhitourism.gov.in/delhitourism/dttdc/pdf/press_release_280815.pdf 8. http://www.dnaindia.com/delhi/report-signature-bridge-to-be-finished-by- december-2491379 9. https://www.google.co.in/search?q=signature+bridge&rlz=1C1RLNS_enIN707IN 707&tbm=isch&tbo=u&source=univ&sa=X&ved=0ahUKEwjpk86Mu6rYAhXK QY8KHfbtCe0QsAQIQw&biw=1366&bih=662#imgrc=Q1Wwl43T8HSPZM: