
Recommended
More Related Content
What's hot
What's hot (20)
More from Светлана Андреева
More from Светлана Андреева (20)
Recently uploaded
Recently uploaded (10)
Електронний посібник для ковалів
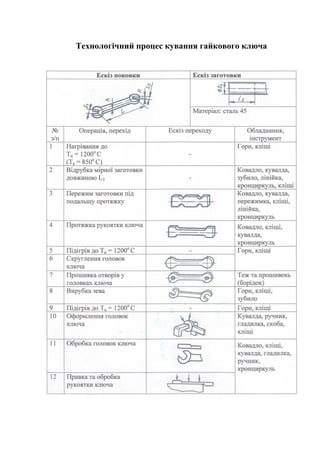
- 1. Технологічний процес кування гайкового ключа
- 2. Технологічний процес кування слюсарного крейцмейселя
- 3. Технологічний процес кування плоскою гладилкою
- 4. Технологічний процес виготовлення з’єднувальної тяги
- 5. Технологічний процес виготовлення поковки шестерні з уступом
- 6. Технологічний процес виготовлення плоских поздовжньо-поперечних кліщів
- 8. Технологічний процес виготовлення поковки болта (протяжкою стрижня) * Підкладний інструмент типу гладилки, але зі спеціальним поглибленням на робочій поверхні. Примітка: Пережим заготовки, відрубка мірної довжини, а також вимірювальні операції при виготовленні партії болтів виконуються за допомогою шаблону.
- 9. Технологічний процес кування косинця
- 10. Технологічний процес виготовлення поздовжніх кліщів з круглими губками (під заготовку Ø 40 мм)
- 12. Технологічний процес кування болта з вушком Примітка: Болт може бути виготовлений з прокатного прутка Ø 15 мм шляхом розтискання кінця і пробивання отвору під вушко.
- 13. Технологічний процес кування важілю з вилкою
- 14. Технологічний процес виготовлення поковки для гайки Примітка: 1. Перед відрубанням (операція 2) нагрівають тільки відокремлюваний кінець заготовки. 2. Діаметр вихідної заготовки d3 повинен бути на 3 … 5% менше діаметра гайки, для того щоб після осідання (операція 3) можна було виконати кування граней і отримати поковку потрібних розмірів.
- 15. Технологічний процес кування сокири Примітка: Для підвищення зварюваності леза з інструментальної сталі на зварювані поверхні разом з флюсом подають залізні ошурки або сітку з тонкого низьковуглецевого дроту.
- 16. Технологічний процес кування колінчастого важеля
- 17. Технологічний процес виготовлення поковки шестерні
- 18. Технологічний процес кування болта з шестигранною головкою (висадкою)
- 19. Технологічний процес виготовлення шарніра
- 20. Технологічний процес кування ручника з квадратним бойком