Welding
• Welding isa fabrication process that
joins materials by using heat to melt
the parts together and allowing them to
cool causing fusion.
• Welding is used for making permanent
joints.
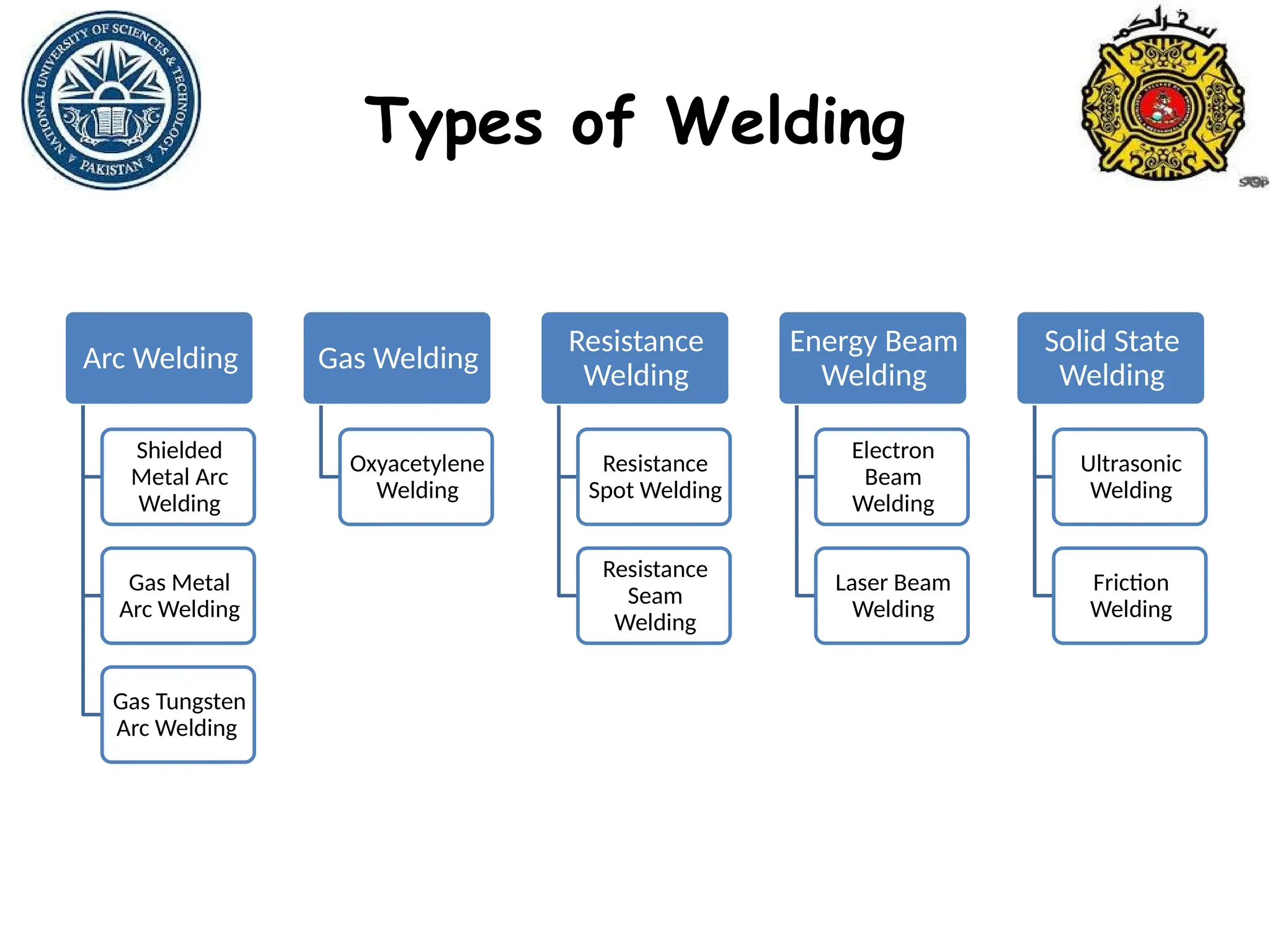
Types of Welding
ArcWelding
Shielded
Metal Arc
Welding
Gas Metal
Arc Welding
Gas Tungsten
Arc Welding
Gas Welding
Oxyacetylene
Welding
Resistance
Welding
Resistance
Spot Welding
Resistance
Seam
Welding
Energy Beam
Welding
Electron
Beam
Welding
Laser Beam
Welding
Solid State
Welding
Ultrasonic
Welding
Friction
Welding
5.
Arc Welding
• Thewelding in which electric arc is
produce to give heat for the purpose of
joining two surfaces is called electric
arc welding.
• Electricity travels from
electrode to base metal
to ground.
6.
Equipment
• A weldinggenerator (D.C.) or Transformer
(A.C.)
• Two cables- one for work and one for electrode
• Electrode holder
• Electrode
• Protective shield
• Gloves
• Wire brush
• Goggles
Shielded Metal ArcWelding (SMAW)
• It is one of the most common welding
process also known as stick welding.
• The electric current travels through
the air gap between the end of the
electrode wire and the base metal.
• As the electric current flows through
this air gap, an electric arc is formed.
9.
Shielded Metal ArcWelding (SMAW)
• Electrode used is this process is
consumable, covered with flux. Electrode
melts and become a part of the weld.
• The flux forms a protective layer for the
weld.
• As the flux covering on the electrode wire
melts, a shielding gas is created.
• When the flux cools, it solidifies and forms
a protective slag over the weld bead.
Gas Metal ArcWelding (GMAW)
• GMAW employs a continuously feed electrode
and shielding gas. Shielding gas should be
inert.
• GMAW is also known as MIG (Metal Inert
Gas).
• Unlike SMAW, this process is relatively
faster since the electrode is fed continuously
to the welding area along with inert gas
• GMAW is also referred to as Metal Inert Gas
(MIG) Welding.
Advantages and Disadvantagesof Arc Welding
•Advantages
Most efficient way to
join metals
Lowest-cost joining
method
Affords lighter weight
through better
utilization of materials
Joins all commercial
metals
Provides design
flexibility
•Disadvantages
Manually applied,
therefore high labor
cost.
Need high energy
causing danger
Not convenient
for disassembly.
Defects are hard to
detect at joints.
14.
Oxy-acetylene Welding
• Acetylenewhen combined with oxygen burns
at a temperature of 3000 °C to 3500 °C.
• As a fuel acetylene's primary disadvantage,
in comparison to other fuels, is high cost.
15.
Equipment
• Gas Cylinders
Pressurizedoxygen in one cylinder and
acetylene in the other cylinder.
• Regulators
Working pressure of oxygen 10psi
Working pressure of acetylene 5psi
• Pressure Gauges
• Hoses
• Welding torch
• Check valve
• Non return valve
Lab Task: Weldinga Tee Joint
• Tee welding joints are
formed when two members
intersect at a 90° angle
which makes the edges come
together in the center of a
plate or component
• Tee Joints are considered a
type of fillet weld and can
also be made when a pipe or
tube is welded onto a base
plate
Editor's Notes
#19 Fillet types: flat concave and convex
https://youtu.be/FrS_yafue6M




































![Types%20of%20 Welding[1]](https://cdn.slidesharecdn.com/ss_thumbnails/types20of20welding1-091203225849-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)






















