Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
EN
Uploaded by
narinsangpoo
PPSX, PPTX
44 views
Week5
ความสูญเสียจากเครื่องจักร
Education
◦
Read more
0
Save
Share
Embed
Embed presentation
Download
Download as PPSX, PPTX
1
/ 19
2
/ 19
3
/ 19
4
/ 19
5
/ 19
6
/ 19
7
/ 19
8
/ 19
9
/ 19
10
/ 19
11
/ 19
12
/ 19
13
/ 19
14
/ 19
15
/ 19
16
/ 19
17
/ 19
18
/ 19
19
/ 19
More Related Content
PDF
Oee
by
NP Training & consultant
PDF
Maintenance Glossary
by
mrsuwijak
PDF
2 tpm edit
by
MaloNe Wanger
PPTX
การบำรุงรักษาแบบมีส่วนร่วม : TPM
by
Wasinee MooMaizza
PPT
Operating Management
by
tltutortutor
PPTX
Pj211 สร้างระบบเก็บข้อมูลการซ่อมเครื่องจักรในบริษัทผลิตภัณฑ์กระดาษไทย นายบุญเ...
by
Phakanin Sriphirom
PPTX
พื้นฐาน OEE (Overall Equipment Effectiveness) Software_Shared4.pptx
by
ssuserfaaf891
PDF
2014-02-04 Logistics Performance Index & Supply Chain Performance Index
by
Nopporn Thepsithar
Oee
by
NP Training & consultant
Maintenance Glossary
by
mrsuwijak
2 tpm edit
by
MaloNe Wanger
การบำรุงรักษาแบบมีส่วนร่วม : TPM
by
Wasinee MooMaizza
Operating Management
by
tltutortutor
Pj211 สร้างระบบเก็บข้อมูลการซ่อมเครื่องจักรในบริษัทผลิตภัณฑ์กระดาษไทย นายบุญเ...
by
Phakanin Sriphirom
พื้นฐาน OEE (Overall Equipment Effectiveness) Software_Shared4.pptx
by
ssuserfaaf891
2014-02-04 Logistics Performance Index & Supply Chain Performance Index
by
Nopporn Thepsithar
Similar to Week5
PDF
A3_POM.pdf
by
AsanaiThuravatikul1
PDF
การจัดการต้รทุน อุตสาหกรรมผลิต
by
Mobile_Clinic
PPTX
Production-and-Operation-Management.pptx.1.pptx
by
RonnaphopNakaraj
PDF
บทที 6 การจัดการคุณภาพ
by
Dr.Krisada [Hua] RMUTT
PPT
8 abc
by
Apichart Buathong
PPT
8 abc
by
Apichart Buathong
PDF
บทที่ 7 การวางแผนกระบวนการผลิต
by
Dr.Krisada [Hua] RMUTT
PPT
WastesWastesWastesWastes Wastes Wastes.ppt
by
ssuserbed9ab
PDF
บทที่ 6 การออกแบบงาน มาตรฐานแรงงาน และเทคโนโลยีการผลิต
by
Rungnapa Rungnapa
PDF
Emag world class manufacturing 2014 01
by
Uli Kaiser
PPTX
บทที่ 17 การกำหนดค่าเผื่อและการคำนวณเวลามาตรฐาน
by
Teetut Tresirichod
PPS
SAVE WORLD SAVE ENERGY
by
ธีรยุทธ วงษ์มณี
PPTX
Week1
by
narinsangpoo
PPT
บทที่ 14 การผลิต
by
Prapaporn Boonplord
PDF
บทที่ 4 การวางแผนกำลังการผลิต
by
Rungnapa Rungnapa
PDF
บทที่ 4 การวางแผนกำลังการผลิต
by
Rungnapa Rungnapa
PDF
บทที่ 4 การวางแผนกำลังการผลิต
by
Rungnapa Rungnapa
PPT
การเพิ่มผลผลิต Ita
by
tiwaporn
PPT
การเพิ่มผลผลิต Ita
by
tiwaporn
PPT
การครวจสอบสินค้าคงคลัง
by
Kitipan Kitbamroong Ph.D. CISA
A3_POM.pdf
by
AsanaiThuravatikul1
การจัดการต้รทุน อุตสาหกรรมผลิต
by
Mobile_Clinic
Production-and-Operation-Management.pptx.1.pptx
by
RonnaphopNakaraj
บทที 6 การจัดการคุณภาพ
by
Dr.Krisada [Hua] RMUTT
8 abc
by
Apichart Buathong
8 abc
by
Apichart Buathong
บทที่ 7 การวางแผนกระบวนการผลิต
by
Dr.Krisada [Hua] RMUTT
WastesWastesWastesWastes Wastes Wastes.ppt
by
ssuserbed9ab
บทที่ 6 การออกแบบงาน มาตรฐานแรงงาน และเทคโนโลยีการผลิต
by
Rungnapa Rungnapa
Emag world class manufacturing 2014 01
by
Uli Kaiser
บทที่ 17 การกำหนดค่าเผื่อและการคำนวณเวลามาตรฐาน
by
Teetut Tresirichod
SAVE WORLD SAVE ENERGY
by
ธีรยุทธ วงษ์มณี
Week1
by
narinsangpoo
บทที่ 14 การผลิต
by
Prapaporn Boonplord
บทที่ 4 การวางแผนกำลังการผลิต
by
Rungnapa Rungnapa
บทที่ 4 การวางแผนกำลังการผลิต
by
Rungnapa Rungnapa
บทที่ 4 การวางแผนกำลังการผลิต
by
Rungnapa Rungnapa
การเพิ่มผลผลิต Ita
by
tiwaporn
การเพิ่มผลผลิต Ita
by
tiwaporn
การครวจสอบสินค้าคงคลัง
by
Kitipan Kitbamroong Ph.D. CISA
Week5
1.
แนวคิด เครื่องจักรที่ดี คือ เครื่องจักรที่ได้ใช้งานตลอดเวลา
ใช้งานได้เต็มกาลังและ ไม่ผลิตของเสีย โดยสามารถสังเกตได้จากอัตราการเดินเครื่อง (Availability) ประสิทธิภาพการเดินเครื่อง (Performance Efficiency) และอัตรา คุณภาพ (Quality) ตามลาดับ บทที่ 2 การวัดประสิทธิผลโดยรวมของเครื่องจักร
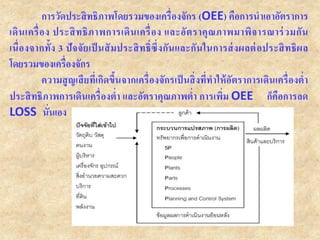
2.
การวัดประสิทธิภาพโดยรวมของเครื่องจักร (OEE) คือการนาเอาอัตราการ เดินเครื่อง
ประสิทธิภาพการเดินเครื่อง และอัตราคุณภาพมาพิจารณาร่วมกัน เนื่องจากทั้ง 3 ปัจจัยเป็ นสัมประสิทธิ์ซึ่งกันและกันในการส่งผลต่อประสิทธิผล โดยรวมของเครื่องจักร ความสูญเสียที่เกิดขึ้นจากเครื่องจักรเป็นสิ่งที่ทาให้อัตราการเดินเครื่องต่า ประสิทธิภาพการเดินเครื่องต่า และอัตราคุณภาพต่า การเพิ่ม OEE ก็คือการลด LOSS นั่นเอง
3.
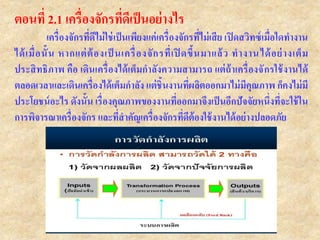
ตอนที่ 2.1 เครื่องจักรที่ดีเป็นอย่างไร เครื่องจักรที่ดีไม่ใช่เป็นเพียงแค่เครื่องจักรที่ไม่เสีย
เปิดสวิทซ์เมื่อใดทางาน ได้เมื่อนั้น หากแต่ต้องเป็ นเครื่องจักรที่เปิ ดขึ้นมาแล้ว ทางานได้อย่างเต็ม ประสิทธิภาพ คือ เดินเครื่องได้เต็มกาลังความสามารถ แต่ถ้าเครื่องจักรใช้งานได้ ตลอดเวลาและเดินเครื่องได้เต็มกาลัง แต่ชิ้นงานที่ผลิตออกมาไม่มีคุณภาพ ก็คงไม่มี ประโยชน์อะไร ดังนั้น เรื่องคุณภาพของงานที่ออกมาจึงเป็นอีกปัจจัยหนึ่งที่จะใช้ใน การพิจารณาเครื่องจักร และที่สาคัญเครื่องจักรที่ดีต้องใช้งานได้อย่างปลอดภัย
4.
2.1.1 อัตราการเดินเครื่อง (Availability) เวลาทั้งหมด เวลารับภาระงาน เวลาเดินเครื่อง เวลาเดินเครื่องสุทธิ เวลาเดินเครื่อง ที่เกิดมูลค่า เวลาหยุด ตามแผน เวลาสูญเสีย จากเครื่องหยุด เวลาสูญเสีย จากเครื่องเสียกาลัง เวลาสูญเสีย จากการผลิตของเสีย
5.
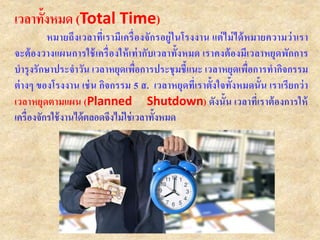
เวลาทั้งหมด (Total Time) หมายถึงเวลาที่เรามีเครื่องจักรอยู่ในโรงงาน
แต่ไม่ได้หมายความว่าเรา จะต้องวางแผนการใช้เครื่องให้เท่ากับเวลาทั้งหมด เราคงต้องมีเวลาหยุดพักการ บารุงรักษาประจาวัน เวลาหยุดเพื่อการประชุมชี้แนะ เวลาหยุดเพื่อการทากิจกรรม ต่างๆ ของโรงงาน เช่น กิจกรรม 5 ส. เวลาหยุดที่เราตั้งใจทั้งหมดนั้น เราเรียกว่า เวลาหยุดตามแผน (Planned Shutdown) ดังนั้น เวลาที่เราต้องการให้ เครื่องจักรใช้งานได้ตลอดจึงไม่ใช่เวลาทั้งหมด
6.
เวลารับภาระงาน (Looding Time) หมายถึง
เวลาที่มีการวางแผนไว้ว่า ต้องใช้ในการผลิตโดยนาเวลาทั้งหมด มาหักออกด้วยเวลาหยุดตามแผน และเวลารับภาระนี่เองที่เราต้องการให้เครื่องจักร เดินได้ตลอดเวลา เวลาเดินเครื่อง เวลารับภาระงาน เวลาสูญเสียจากเครื่องจักรหยุด อัตราการเดินเครื่องจักร เวลาเดินเครื่อง (Operating Time) (Availability) เวลารับภาระ (Loading Time) = = -
7.
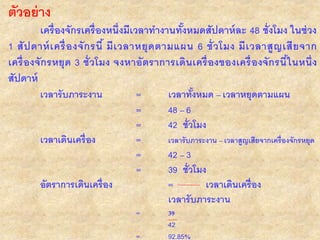
ตัวอย่าง เครื่องจักรเครื่องหนึ่งมีเวลาทางานทั้งหมดสัปดาห์ละ 48 ชั่งโมง
ในช่วง 1 สัปดาห์เครื่องจักรนี้ มีเวลาหยุดตามแผน 6 ชั่วโมง มีเวลาสูญเสียจาก เครื่องจักรหยุด 3 ชั่วโมง จงหาอัตราการเดินเครื่องของเครื่องจักรนี้ในหนึ่ง สัปดาห์ เวลารับภาระงาน = เวลาทั้งหมด – เวลาหยุดตามแผน = 48 – 6 = 42 ชั่วโมง เวลาเดินเครื่อง = เวลารับภาระงาน – เวลาสูญเสียจากเครื่องจักรหยุด = 42 – 3 = 39 ชั่วโมง อัตราการเดินเครื่อง = เวลาเดินเครื่อง เวลารับภาระงาน = 39 42 = 92.85%
8.
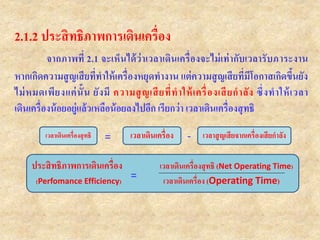
2.1.2 ประสิทธิภาพการเดินเครื่อง จากภาพที่ 2.1
จะเห็นได้ว่าเวลาเดินเครื่องจะไม่เท่ากับเวลารับภาระงาน หากเกิดความสูญเสียที่ทาให้เครื่องหยุดทางาน แต่ความสูญเสียที่มีโอกาสเกิดขึ้นยัง ไม่หมดเพียงแค่นั้น ยังมี ความสูญเสียที่ทาให้เครื่องเสียกาลัง ซึ่งทาให้เวลา เดินเครื่องน้อยอยู่แล้วเหลือน้อยลงไปอีก เรียกว่า เวลาเดินเครื่องสุทธิ เวลาเดินเครื่องสุทธิ เวลาเดินเครื่อง เวลาสูญเสียจากเครื่องเสียกาลัง ประสิทธิภาพการเดินเครื่อง เวลาเดินเครื่องสุทธิ (Net Operating Time) (Perfomance Efficiency) เวลาเดินเครื่อง (Operating Time)= = -
9.
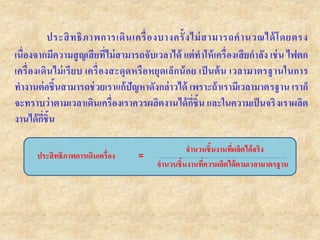
ประสิทธิภาพการเดินเครื่องบางครั้งไม่สามารถคานวณได้โดยตรง เนื่องจากมีความสูญเสียที่ไม่สามารถจับเวลาได้ แต่ทาให้เครื่องเสียกาลัง เช่น
ไฟตก เครื่องเดินไม่เรียบ เครื่องสะดุดหรือหยุดเล็กน้อย เป็นต้น เวลามาตรฐานในการ ทางานต่อชิ้นสามารถช่วยเราแก้ปัญหาดังกล่าวได้ เพราะถ้าเรามีเวลามาตรฐาน เราก็ จะทราบว่าตามเวลาเดินเครื่องเราควรผลิตงานได้กี่ชิ้น และในความเป็นจริงเราผลิต งานได้กี่ชิ้น จานวนชิ้นงานที่ผลิตได้จริง จานวนชิ้นงานที่ควรผลิตได้ตามเวลามาตรฐาน ประสิทธิภาพการเดินเครื่อง =
10.
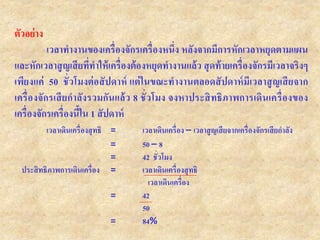
ตัวอย่าง เวลาทางานของเครื่องจักรเครื่องหนึ่ง หลังจากมีการหักเวลาหยุดตามแผน และหักเวลาสูญเสียที่ทาให้เครื่องต้องหยุดทางานแล้ว สุดท้ายเครื่องจักรมีเวลาจริงๆ เพียงแค่
50 ชั่วโมงต่อสัปดาห์ แต่ในขณะทางานตลอดสัปดาห์มีเวลาสูญเสียจาก เครื่องจักรเสียกาลังรวมกันแล้ว 8 ชั่วโมง จงหาประสิทธิภาพการเดินเครื่องของ เครื่องจักรเครื่องนี้ใน 1 สัปดาห์ เวลาเดินเครื่องสุทธิ = เวลาเดินเครื่อง – เวลาสูญเสียจากเครื่องจักรเสียกาลัง = 50 – 8 = 42 ชั่วโมง ประสิทธิภาพการเดินเครื่อง = เวลาเดินเครื่องสุทธิ เวลาเดินเครื่อง = 42 50 = 84%
11.
2.1.3 อัตราคุณภาพ (Quality
Rate) จากภาพที่ 2.1 จะเห็นว่า เวลาเดินเครื่องสุทธิบางครั้งก็ไม่ได้เกิดมูลค่า ทั้งหมด (หมายถึงผลิตของดีมีคุณภาพ) เพราะเสียเวลาส่วนหนึ่งไปกับการผลิตของ เสียหรือเรียกว่า เวลาสูญเสียจากการผลิตของเสีย เวลาเดินเครื่องสุทธิที่เกิดมูลค่า เวลาเดินเครื่องสุทธิ เวลาสูญเสียจากการผลิตของเสีย อัตราคุณภาพ เวลาเดินเครื่องสุทธิที่เกิดมูลค่า(Valued-Net Operating Time) (Quality Rate) เวลาเดินเครื่องสุทธิ (Net Operating Time) = = - อัตราคุณภาพบางครั้งก็ไม่สามารถหาได้โดยการใช้สมการดังกล่าว เนื่องจาก ความยากลาบากในการจับเวลาที่ต้องสูญเสียไปกับการผลิตงานเสีย แต่เราสามารถดูความ สูญเสียที่ออกมาในรูปของชิ้นงานที่เสียและชิ้นงานที่ต้องนากลับไปแก้ไข
12.
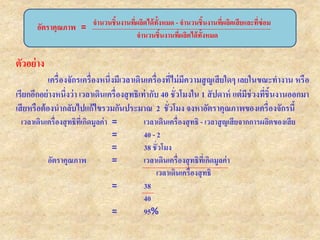
ตัวอย่าง เครื่องจักรเครื่องหนึ่งมีเวลาเดินเครื่องที่ไม่มีความสูญเสียใดๆ เลยในขณะทางาน หรือ เรียกอีกอย่างหนึ่งว่า
เวลาเดินเครื่องสุทธิเท่ากับ 40 ชั่วโมงใน 1 สัปดาห์ แต่มีช่วงที่ชิ้นงานออกมา เสียหรือต้องนากลับไปแก้ไขรวมกันประมาณ 2 ชั่วโมง จงหาอัตราคุณภาพของเครื่องจักรนี้ เวลาเดินเครื่องสุทธิที่เกิดมูลค่า = เวลาเดินเครื่องสุทธิ - เวลาสูญเสียจากการผลิตของเสีย = 40 - 2 = 38 ชั่วโมง อัตราคุณภาพ = เวลาเดินเครื่องสุทธิที่เกิดมูลค่า เวลาเดินเครื่องสุทธิ = 38 40 = 95% จานวนชิ้นงานที่ผลิตได้ทั้งหมด - จานวนชิ้นงานที่ผลิตเสียและที่ซ่อม จานวนชิ้นงานที่ผลิตได้ทั้งหมด อัตราคุณภาพ =
13.
เครื่องจักรดีหรือไม่ ดูที่ การใช้งานได้ตลอดเวลา การทางานได้เต็มประสิทธิภาพ การทางานได้อย่างมีคุณภาพ ดูที่ ดูที่ ดูที่ อัตราการเดินเครื่อง ประสิทธิภาพการเดินเครื่อง อัตราคุณภาพ ดูที่ OEE
14.
OEE เป็นคาที่รู้จักกันเป็นอย่างดีในฐานะตัวเลขที่ใช้บ่งบอก สมรรถนะของโรงงานที่ใช้เครื่องจักรเป็ นหลักในกระบวนการผลิต
นอกจากนั้น OEE ยังใช้เป็นตัวเลขในการวัดความสาเร็จของโรงงานที่ดาเนินกิจกรรม TPM หรือเรียกได้ว่าการดาเนินกิจกรรม TPM ก็เพื่อเพิ่มค่า OEE ในตอนที่ผ่านมาเรา ได้พูดถึงอัตราการเดินเครื่อง ประสิทธิภาพการเดินเครื่อง และอัตราคุณภาพ ซึ่งถือ เป็นการสร้างส่วนประกอบของ OEE ไว้ล่วงหน้าแล้ว ตอนที่ 2.2 การหาค่า OEE
15.
ตอนที่ 2.3 ความสูญเสียจากเครื่องจักร
(Loss) Loss คือ ตัวการที่ทาให้ OEE ต่า และการลดและการลด LOSS เป็น วิธีเดียวเท่านั้นที่เพิ่ม OEE ได้ และเพื่อการปรับปรุงได้อย่างตรงจุดต่อไป 2.3.1 Loss กลุ่มที่ 1 หรือกลุ่มที่ทาให้เครื่องจักรหยุดทางาน(Shutdown Loss) คือ เหตุการณ์ใดๆ ก็ตามที่เกิดขึ้นแล้วเครื่องจักรต้องหยุดทางาน เช่น สายพานขาด เปลี่ยนแม่พิมพ์ เกิดอุบัติเหตุ เป็นต้น Loss ในกลุ่มนี้ เมื่อเกิดขึ้น แล้วต้องใช้เวลานานในการแก้ไข และ Loss ในกลุ่มนี้ก็คือสาเหตุที่ทาให้อัตราการ เดินเครื่องต่า
16.
2.3.2 Loss กลุ่มที่
2 หรือกลุ่มที่ทาให้เครื่องเสียกาลัง (Capacity Loss) คือ เหตุการณ์ใดๆ ก็ตามที่เกิดขึ้นแล้วเครื่องจักรทาการผลิตได้ช้าลง แต่ เครื่องไม่ได้เสีย เช่น การหยุดเล็กน้อยเพื่อรอคอยพนักงาน รอคอยวัตถุดิบ เครื่อง สูญเสียความเร็ว หรือช่วงที่เริ่มเดินเครื่อง ซึ่งเครื่องยังไม่มีความเร็วเต็มที่ เป็นต้น Loss ในกลุ่มนี้เป็นสาเหตุที่ทาให้ประสิทธิภาพการเดินเครื่องต่า 2.3.3 Loss กลุ่มที่ 3 หรือกลุ่มที่ทาให้เครื่องผลิตงานเสียและซ่อมงาน(Yield Loss) คือ เหตุการณ์ใดๆ ก็ตามที่เกิดขึ้นแล้วทาให้เสียเวลาในการผลิต เนื่องจาก เรื่องคุณภาพเป็นสาเหตุ ไม่ว่าชิ้นงานนั้นจะไม่สามารถใช้ได้ หรือสามารถใช้ได้แต่ ต้องนากลับไปแก้ไข ก็ให้นับว่าเป็น Loss และ Loss ในกลุ่มนี้ คือ กลุ่มที่เกิดขึ้น แล้วทาให้อัตราคุณภาพต่าลง
17.
แบบฟอร์มการสารวจ Loss ในโรงงาน เหตุการณ์ที่พบอยู่เป็นประจา
ลักษณะของความเสียหาย 1......................................................................................... 1......................................................................................... 2......................................................................................... 2......................................................................................... 3......................................................................................... 3......................................................................................... 4......................................................................................... 4......................................................................................... 5......................................................................................... 5......................................................................................... 6......................................................................................... 6......................................................................................... 7......................................................................................... 7......................................................................................... 8......................................................................................... 8......................................................................................... 9......................................................................................... 9......................................................................................... 10....................................................................................... 10......................................................................................
18.
แบบฟอร์มการแบ่งกลุ่ม Loss ในโรงงาน เหตุการณ์ที่พบอยู่เป็น ประจา ลักษณะของความ เสียหาย จัดอยู่ใน
Loss กลุ่มที่ 1 2 3 1............................................................ 1....................................................... 2............................................................ 2....................................................... 3............................................................ 3....................................................... 4............................................................ 4....................................................... 5............................................................ 5....................................................... 6............................................................ 6....................................................... 7............................................................ 7....................................................... 8............................................................ 8....................................................... 9............................................................ 9....................................................... 10......................................................... 10.....................................................
19.
แบบทดสอบ บทที่ 2 1.
เครื่องจักรที่ดีควรเป็นอย่างไร 2. เวลาทั้งหมด หมายถึงอะไร 3. เวลารับภาระงาน หมายถึงอะไร 4. จงอธิบายถึงความสูญเสียจากเครื่องจักร มาเป็นกลุ่มๆ
Download