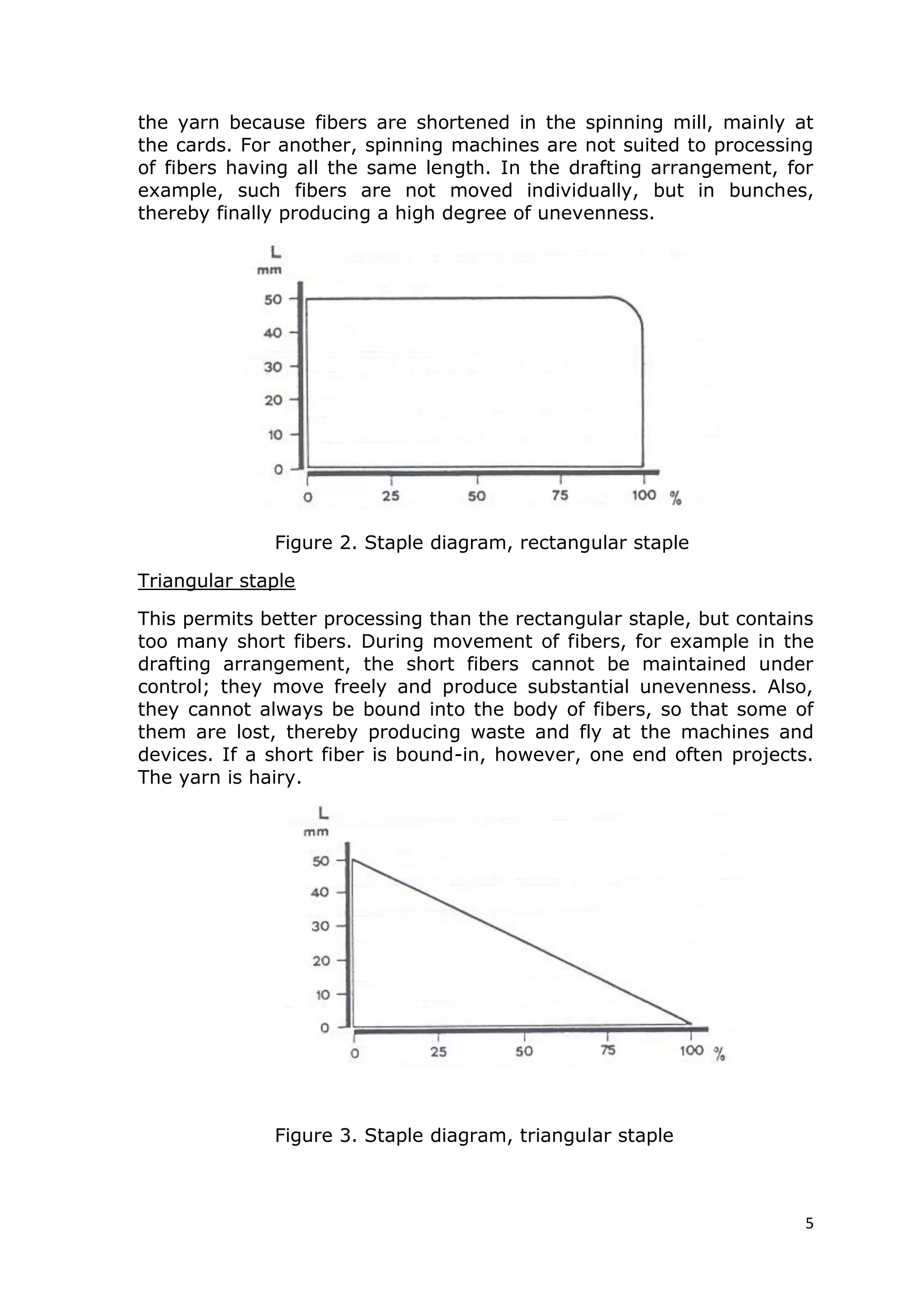
This document discusses various factors that influence spinning, with a focus on fiber properties. It describes:
- Raw material costs representing about 50% of production costs, indicating fiber's significance.
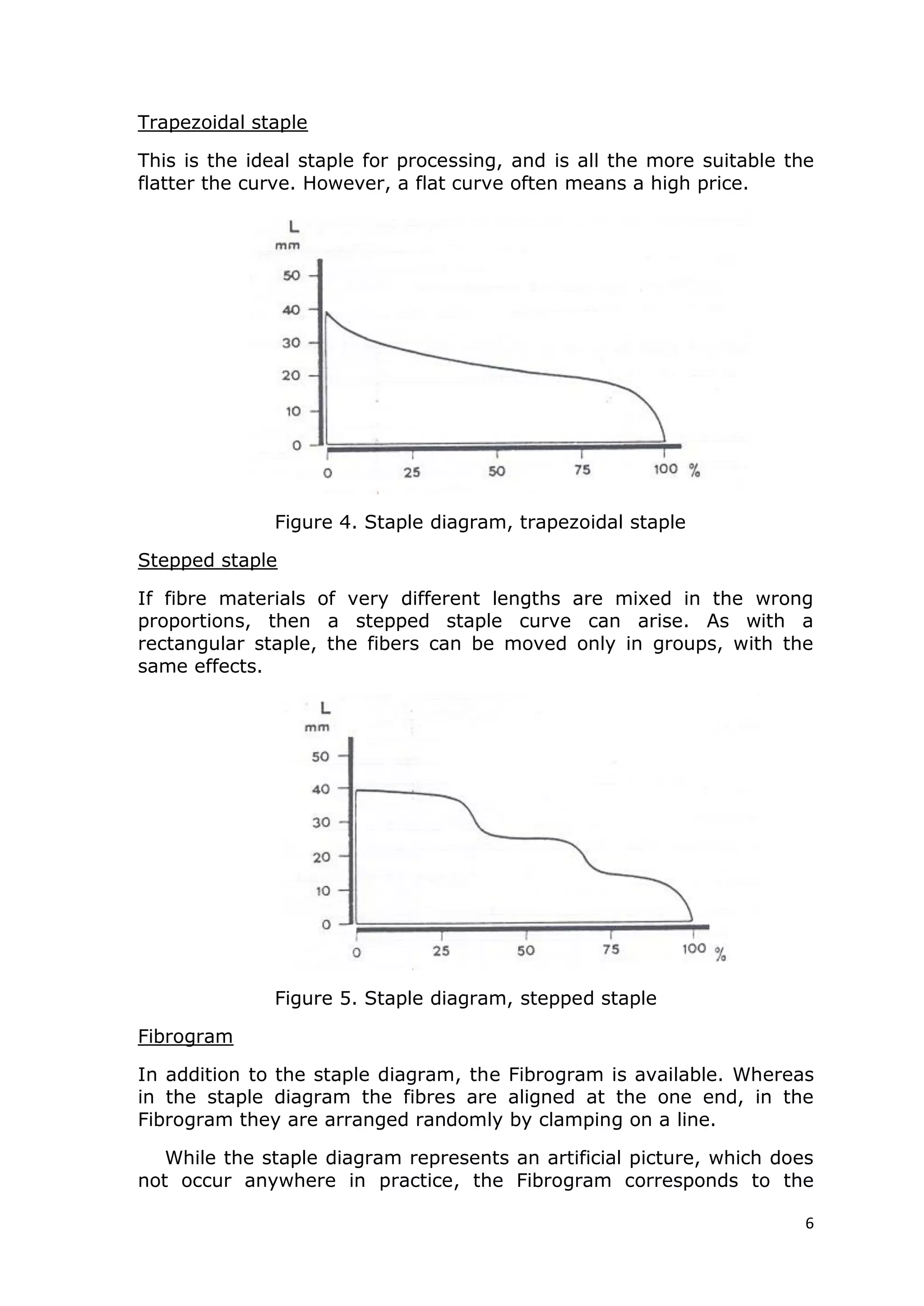
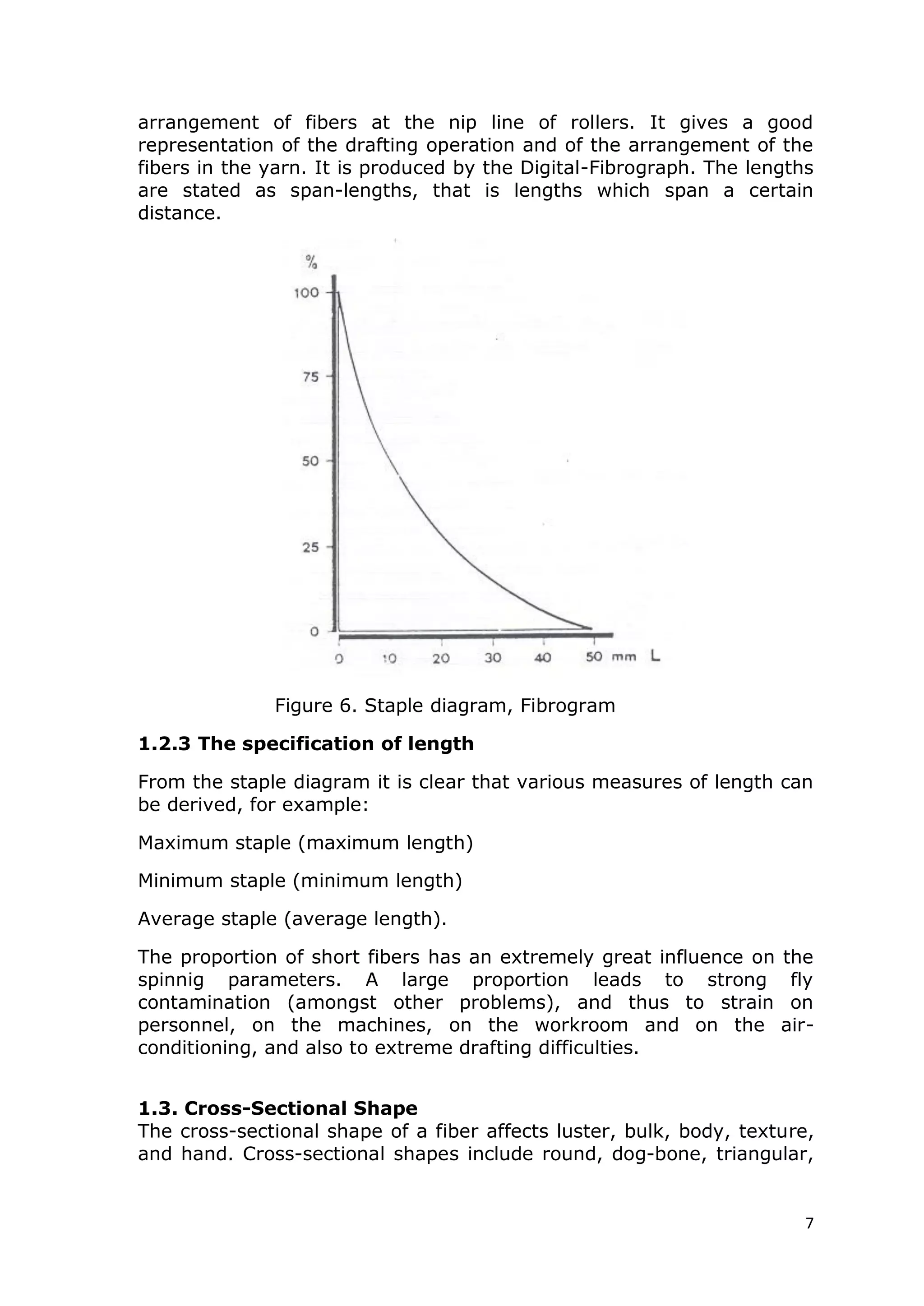
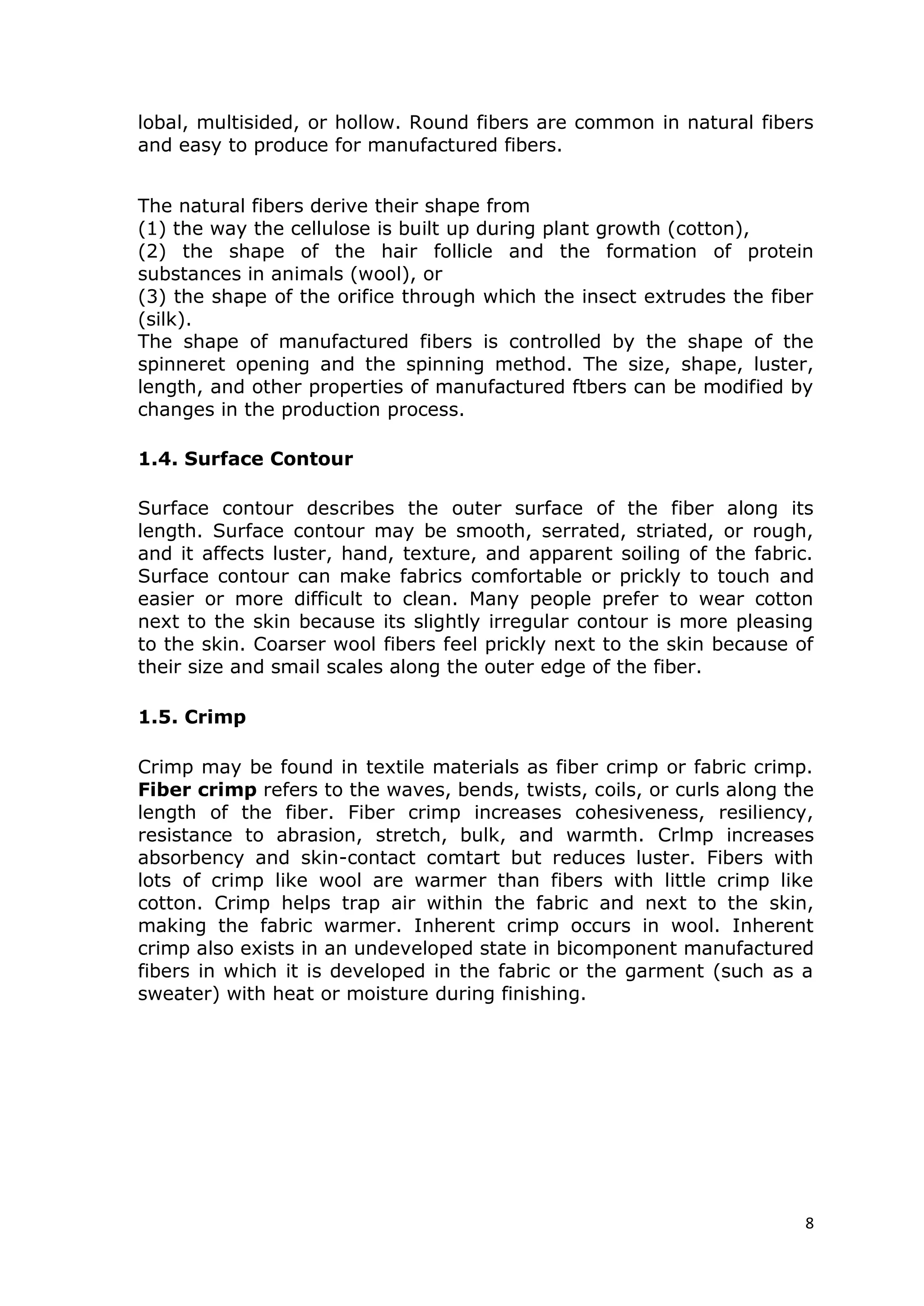
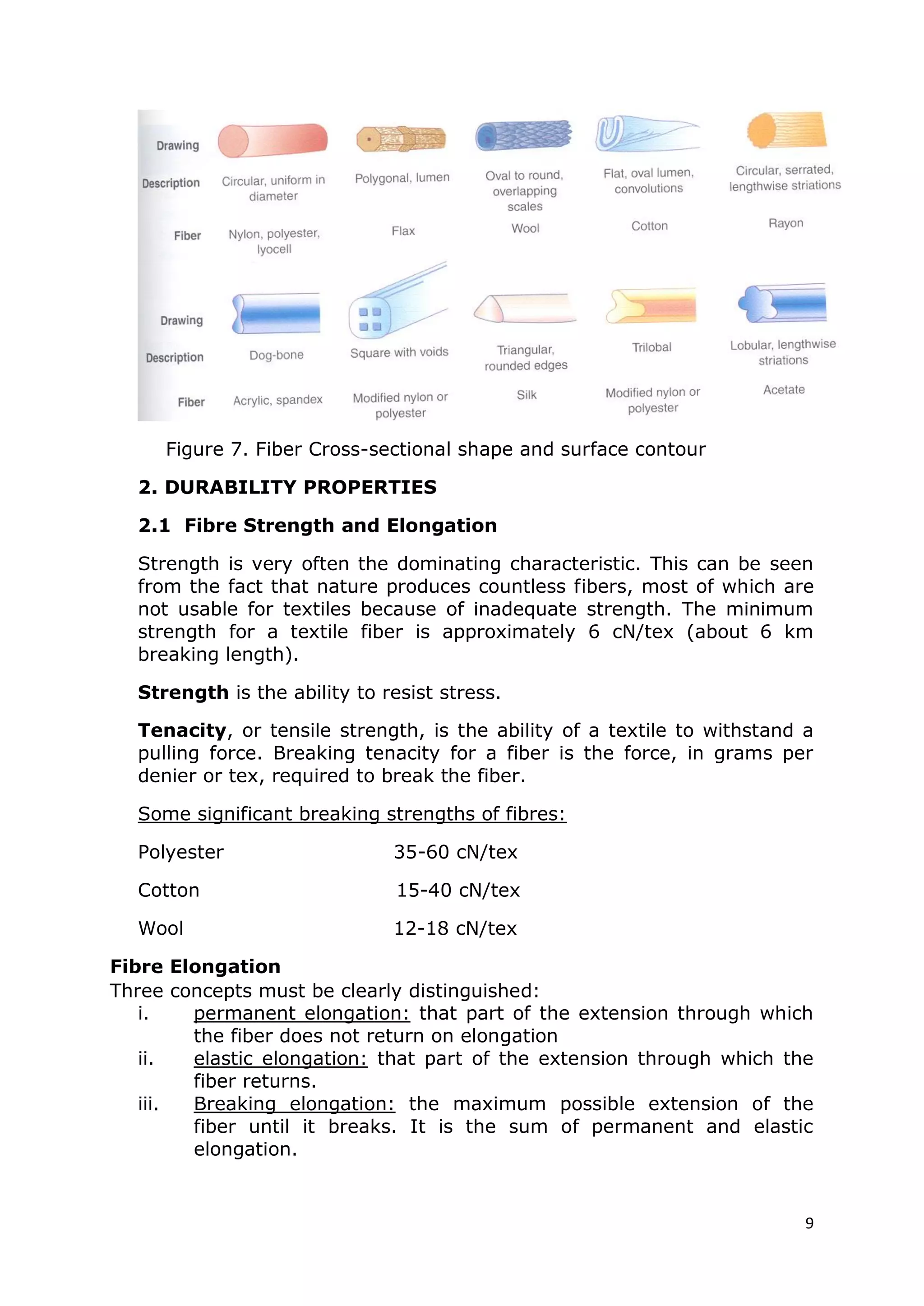
- Key fiber properties including fineness, length, cross-sectional shape, surface contour, and crimp. These properties influence yarn characteristics like strength, evenness and handle.
- Fiber strength and elongation, which are important durability properties. Strength is the ability to resist stress while elongation measures a fiber's ability to stretch.
- Other durability properties discussed are abrasion resistance, flexibility, pilling resistance, and cohesiveness. These properties influence a fiber's durability during use and processing.