The document is a comprehensive mould design guide authored by Peter Jones and published by Smithers Rapra Technology Limited in 2008. It covers various aspects of injection moulding, including machine design, materials, good design practices, ejection systems, and temperature control. The guide serves as an essential resource for those involved in mould design and manufacturing processes.























































![Plastics Materials
43
Table 3.5 Table of melt temperatures
Material Melt temperature range (qC)
ABS 190–290
Acetal 180–220
Acrylic 200–250
HDPE 210–270
HIPS 180–280
LDPE 180–240
PA6 230–290
PA66 270–300
PA11 220–250
PBTP 240–275
PC 280–320
PP 200–280
PS 170–280
PVC (Flexible) 170–190
PVC (Rigid) 160–210
SAN 200–260
3.17.7 Measurement of Melt Temperature
In order to measure the actual melt temperatures, about 150 cm3 melt is purged out of the
cylinder into a suitable container and measured with a pyrometer. [Note: This is a
potentially dangerous operation, and must be carried out with extreme care.] A needle, or
melt probe attached to a suitable pyrometer is then plunged into the melt and slowly
moved around to search out the hottest spot. The maximum temperature indicated is
taken to be the melt temperature.
3.17.8 Degradation of Materials During Plasticising
With any material it is inadvisable to exceed the maximum melt temperature as specified
by the material manufacturer. If this happens the polymer may undergo degradation,
leading to changes in flow characteristics, reduction in mechanical strength, and
discoloration. Overheating of heat-sensitive materials such as PVC or the acetals can lead
to very rapid degradation and the liberation of substantial quantities of noxious fumes.](https://image.slidesharecdn.com/themoulddesignguide1-231026171557-b7d13273/75/The-Mould-Design-Guide-pdf-70-2048.jpg)













































![Mouldmaking
97
In order to accommodate unexpected shrinkage, resulting in out-of-tolerance mouldings,
the designer should make sure the tool is adjustable on critical sizes. This is discussed in
the next section.
8.5 Maximum Metal Conditions
It is good engineering practice to make sure that mould tool cavities can be adjusted if
necessary after the first sampling trials. Critical snap-fit features or features that have to
mate with other parts are examples of where such adjustment may be necessary. Failure
to ensure this can result in very expensive changes or replacements in the tool.
It makes sense to dimension the tool cavities and cores so that small amounts can be
machined away from them if the moulding dimensions are incorrect. In fact, it is better to
systematically make sure that critical sizes are slightly out of tolerance from the start, so
that they be can adjusted after moulding trials, thus eliminating the possibility of re-
makes being necessary. This method is called using maximum metal conditions (MMC).
It consists of making all female cavity sizes too small and all male core sizes too large. If
the drawing size is A and the shrinkage factor is B%, this can be achieved by applying the
following method:
Female forms:
A u {1 + [(B/100) u 0.95]}
Male forms:
A u {1 + [(B/100) u 1.05]}
In words, this means for female forms apply 95% of the shrinkage and for male forms
apply 105% of the shrinkage.
8.6 Example
The drawing diameter of a disc is 100 mm and the shrinkage is 2%. This would be a
female feature in the tool. Here A = 100 and B = 2. Hence the cavity size is:
100 u {1 +[(2/100) u 0.95]} = 100 u {1 + [0.02 u 0.95]} = 101.90 mm
Alternatively: shrinkage is 2%, therefore use 2% u 95% = 1.9%. Hence the shrinkage
size is:
100 + 100 u 0.019 = 100 + 1.9 = 101.90 mm
instead of 102 mm. This ensures that the cavity will be slightly undersized and can be
accurately adjusted after moulding trials to the correct size.](https://image.slidesharecdn.com/themoulddesignguide1-231026171557-b7d13273/75/The-Mould-Design-Guide-pdf-116-2048.jpg)
















































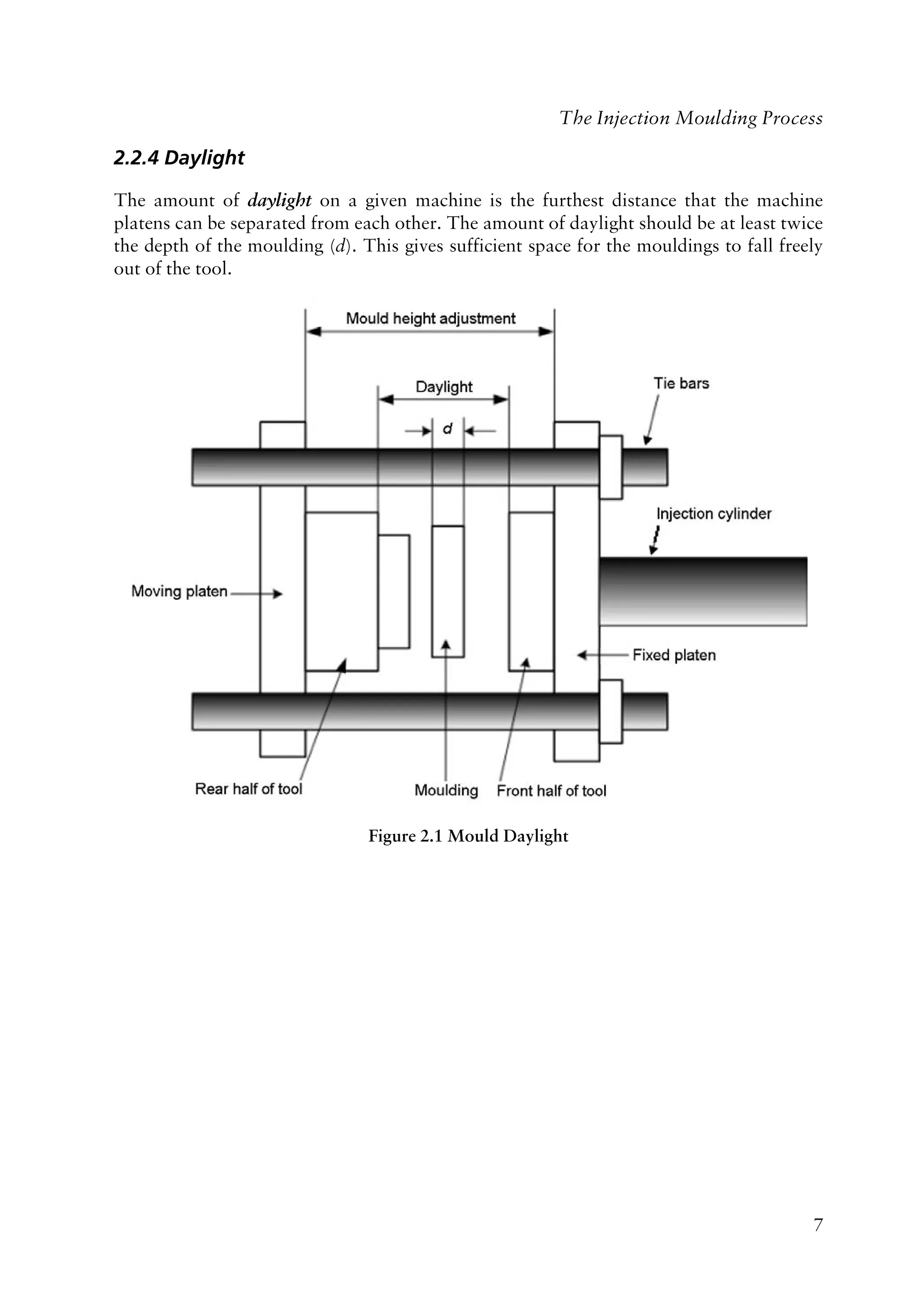
![Mould Design Guide
158
To use these curves, first locate the material curve and then locate the required
temperature on the horizontal axis. Project a vertical line up from this point to intersect
the curve. From this point of intersection, project a line to intersect the vertical axis to
read off the enthalpy.
The object here is to determine the amount of heat Q that we need to extract per cycle.
Bearing in mind our earlier comments, this quantity is the difference in enthalpy between
the melt and ejection temperatures. This is written as:
Q = Mass u (Enthalpy at melt temperature Enthalpy at ejection temperature)
or
Q = M u [Enthalpy(Tm) Enthalpy(Te)] = M u (Hm He)
where:
M = the shot mass in kg
Tm = material melt temperature in qC
Te = moulding ejection temperature in qC
Hm = enthalpy at the material melt temperature in kJ/kg
He = enthalpy at the moulding ejection temperature in kJ/kg
The cooling capacity Qc required is then this value divided by the moulding cycle C (in
seconds), i.e.,
C
H
H
M
Q
)
(
capacity
Cooling e
m
u
c
For maximum cooling efficiency there should be a difference of 5 qC between the cooling
inlet and outlet temperatures. This is a result that has been established by research
experiments.
The specific heat of water is 4.19. Therefore, it takes 4.19 kJ of energy to increase the
temperature of 1 kg of water by 1 qC. Hence to raise it by 5 qC we would need 5 u 4.19 =
20.95 kJ.
The volumetric flow of water required to remove the heat in the mould is given by:
95
.
20
Q
Vf kg/s
95
.
20
Q
litres/s (since 1 litre of water weighs 1 kg)](https://image.slidesharecdn.com/themoulddesignguide1-231026171557-b7d13273/75/The-Mould-Design-Guide-pdf-165-2048.jpg)

















































































![Automatic Unscrewing Mould Tool Design
251
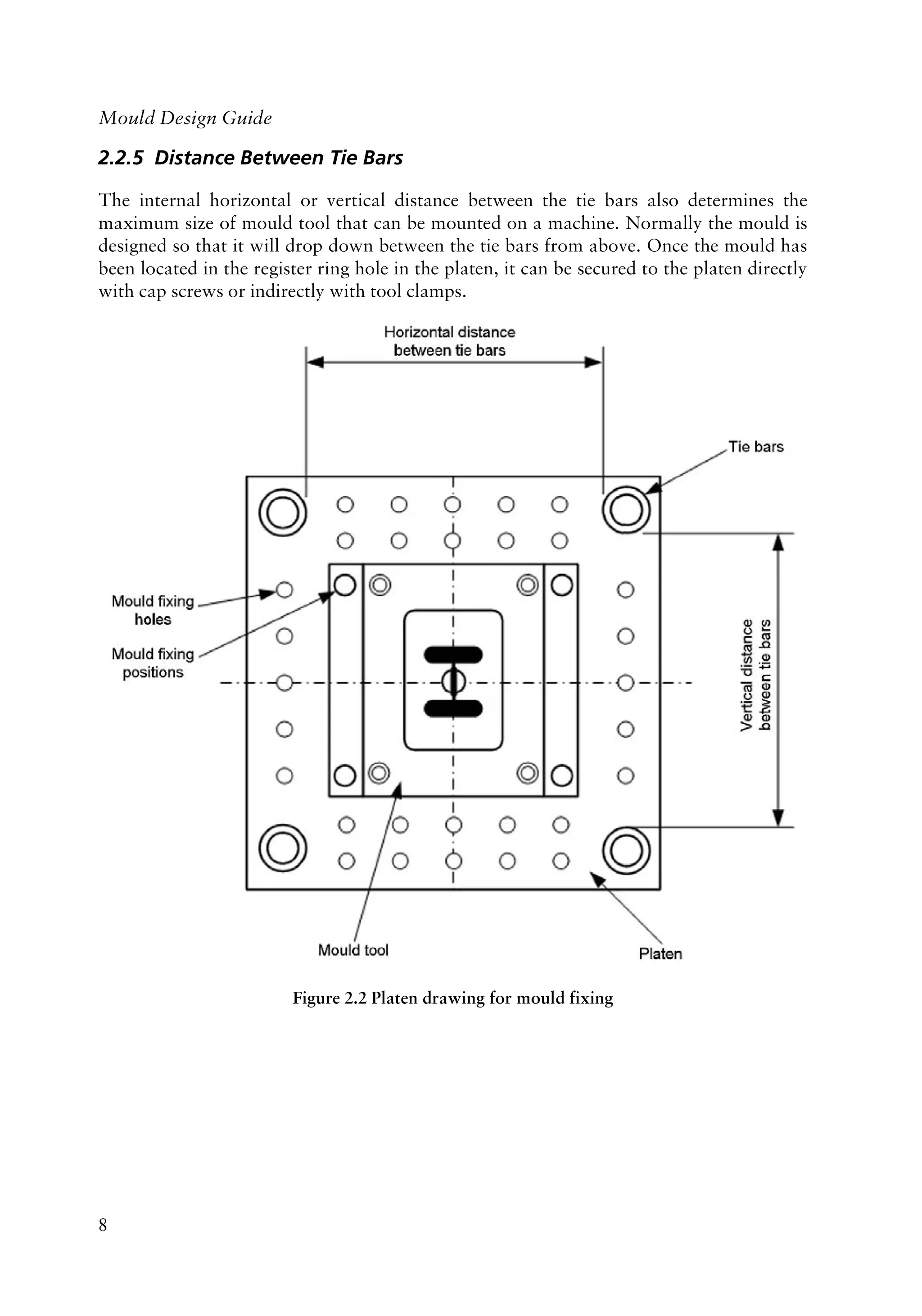
Figure 13.26 Generation of involute gear tooth form
Involute gearing is used for relatively smooth transmission of power and motion and is
used for a very wide range of straightforward and precision applications. The basic
geometry is shown in Figure 13.27.
Figure 13.27 Geometry of the involute form
Key to Figure 13.27
ha = height of addendum
r = radius of pitch circle or reference circle
rb = radius of base circle
D = pressure angle at reference circle
] = total curvature of involute from base circle to tip
Da = pressure angle at the tip
PO = r sin D
rb = r cos D](https://image.slidesharecdn.com/themoulddesignguide1-231026171557-b7d13273/75/The-Mould-Design-Guide-pdf-247-2048.jpg)
![Mould Design Guide
252
D
tan
b
r
PO
a
b
a
h
r
r
a
cos
b
b
a
r
r
h
r 2
2
–
tan
D
]
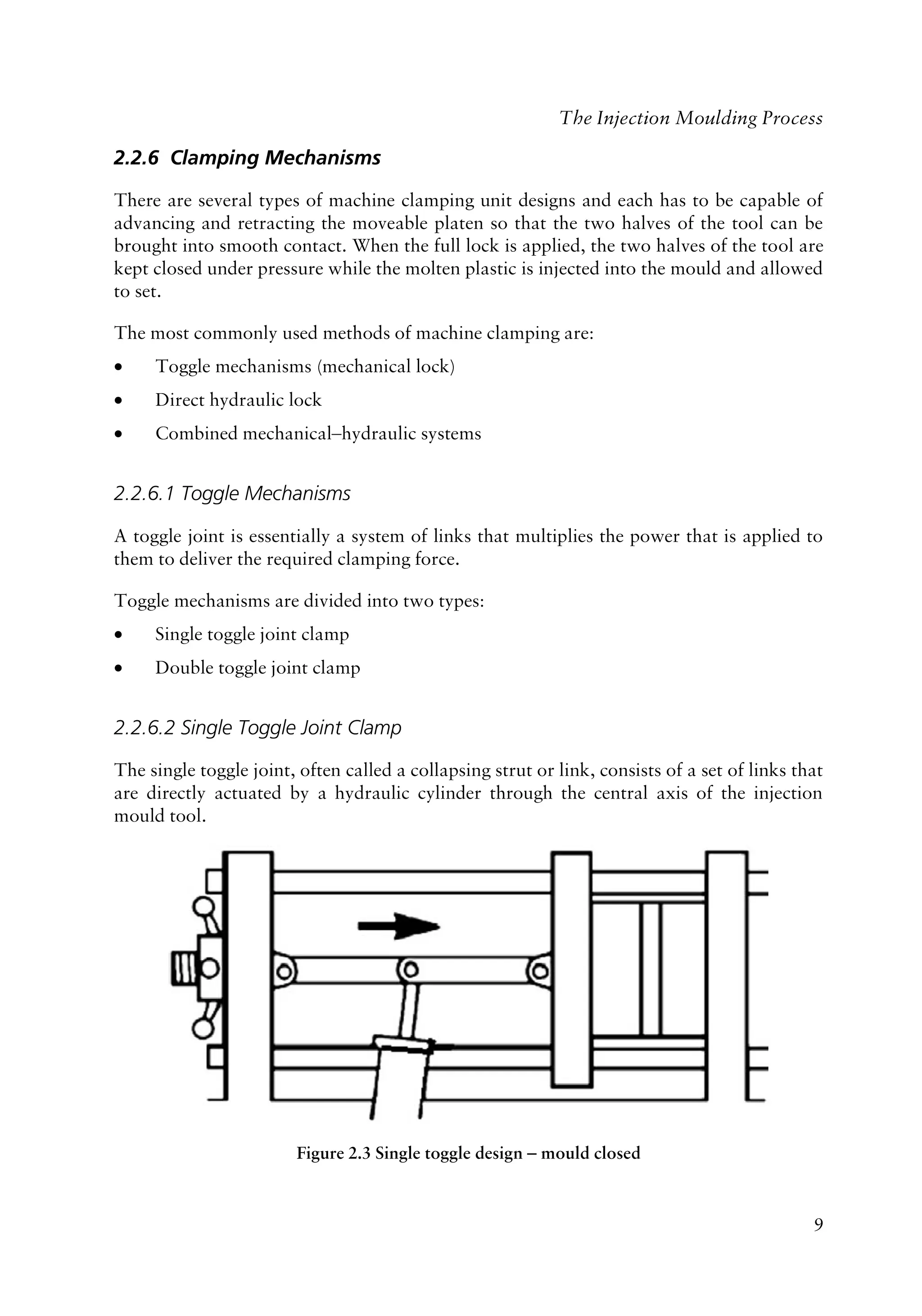
The angle subtended between the start of the involute and point P on the reference circle
is the involute function of the angle D and is expressed as inv D, where:
inv D = (tan D – D
Similarly, the angle subtended between the start of the involute and its outer extremity is
the involute function of the angle Da and is given by:
inv Da = tan Da Da
where angles D and Da are expressed in radians.
There are two types of involute gearing that are used for the transmission of power and
motion:
x Spur gears: These are gears in which the teeth are parallel with the axis of the gear.
This type of gear is suitable for a very wide range of applications and used for nearly
all unscrewing designs.
x Helical gears: These are gears in which the teeth are set at an angle to the axis of the
gear and follow the form of a helix. They provide better continuous tooth-to-tooth
contact and are used for more precise and heavier load bearing applications.
As the vast majority of geared unscrewing systems use spurs gearing we will restrict our
analysis to these.
13.16.2 Basic Spur Gear Definitions
Number of teeth The total number of teeth the gear has
Pitch circle diameter (PCD) The pitch circle is the effective (imaginary) working
circle of a gear which would be obtained if a pair of
gears were replaced with disks that transmitted the
same motion through contact friction
Diametral pitch (DP) The number of teeth per inch of the PCD (Imperial)
Module The number of mm of PCD per tooth
Addendum The height of the tooth above the PCD](https://image.slidesharecdn.com/themoulddesignguide1-231026171557-b7d13273/75/The-Mould-Design-Guide-pdf-248-2048.jpg)







































































![Mould Materials
331
Table 16.6 Properties of aluminium alloy for moulds
AA No. 7075-T6 7029-T6
Composition Al, Zn, Mg, Cu, Cr Al, Zn, Mg, Cu
Treatment Solution treated,
artificially aged
Solution treated,
artificially aged
Density (kg/dm3) 2.80 2.74
Coefficient of thermal expansion 23.3 u 106 24.7 u 106
Thermal conductivity (W/(kg-m)) 140 126
Ultimate tensile strength (Mpa) 572 537
Yield strength (Mpa) 503 469
Brinell hardness (BHN) 150 125
Table 16.7 Comparison of aluminium with other mould materials
Mould
material
Additional
description
Coefficient
of
expansion1
Thermal
conductivity2
Density
(lb/in3
)
Hardness3
Yield
strength
(KSI)
Weldability4
QC-7 Aluminium Alcoa 12.8 91 0.102 167 HB 74–79 A
7075-T651 Aluminium 13.1 75 0.101 150 HB 48.73 A
6061-T651 Aluminium 13.1 96 0.098 95 HB 40–42 B
P20 Mould steel 7.1 20 0.284 28–37 Rc 130–135
S7 Alloy tool steel 6.99 21 0.283 59–61 Rc 210 C
H13 Hotwork die steel 6.1 14.4 0.28 52–54 Rc 228 C
420 Stainless steel 5.7 20 0.28 52 Rc 215 C
MOLDMA
X
Beryllium–copper
brush Wellman
9.7 60.75 0.302 30–40 Rc 140–155 C
AMPCO Copper Ampco metal 9.7 125 0.315 210 HB 75 D
1 Values are in in/in qF: a higher number indicates increased expansion.
2 Values are in btu/[(ft2-h-ºF)/ft] at 68qF: higher numbers indicate greater thermal
conductivity.
3 HB = Brinell hardness; Rc = Rockwell hardness. Higher numbers indicate increased
hardness levels.
4 Weldability: A: Moderately weldable, large repairs shoul be avoided.
B: Readily weldable.
C: Moderately weldable, preheat and postweld heat treatment required.
D: Weldable with proper technology.](https://image.slidesharecdn.com/themoulddesignguide1-231026171557-b7d13273/75/The-Mould-Design-Guide-pdf-320-2048.jpg)
































![Runner and Gate Design
369
difficult to find the maximum shear rate; because degrading is also affected by the length
of time the material is subjected to that shear rate.
17.3.9.2 Effect of Time on Shear and Viscosity
In general, it is the length of time of exposure to shear that has the most effect on the
material. This must be carefully considered.
For example, a remote disturbance (restriction), upstream of the flow will be remembered
by the material, even though the resin has subsequently passed through a viscous flow
length. Additionally, the short time the plastic has been sheared at an extremely high rate
at the gate is not as significant as the long duration for which the resin is exposed to shear
in the manifold or in the nozzle tip. It is more difficult to overshear a resin in the gate if it
is subjected to the high shear stress for a short time only.
Large variations in viscosity can also lead to moulding difficulties (e.g., surface
imperfections, uneven fill, high stress, warp, differences in shrinkage). In general, it is
suggested that it is best to mould in the region where changes in shear rate do not
significantly affect the viscosity (i.e., shear rates in the range of 1000–2500 s1).
17.4 Establishing the Correct Gate Size
There are five methods available to us for estimating gate size:
1. Using past experience from earlier designs.
2. Consulting the material manufacturer for their recommendations.
3. Using hot runner systems supplied by a specialist manufacturer.
4. Using a sophisticated computer analysis, as described below.
5. An empirical approximation, as described below, is based on experimental evidence
as described by R.G.W. Pye [1]. This method yields a close enough gate size and is
frequently used.](https://image.slidesharecdn.com/themoulddesignguide1-231026171557-b7d13273/75/The-Mould-Design-Guide-pdf-353-2048.jpg)


































































































































































































































