1. PAK ARAB REFINERY LTD Department: Process
Visbreaking& Gas ConcentrationUnit Area: 200 (U – 130 & 411)
Significance of Debutanizer Reflux Ratio
1. INTRODUCTION
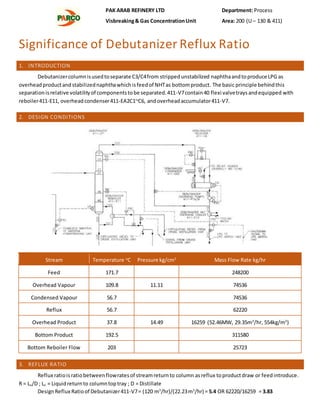
Debutanizercolumnisusedtoseparate C3/C4from strippedunstabilized naphthaandtoproduce LPG as
overheadproductandstabilizednaphthawhichisfeedof NHTas bottomproduct. The basic principle behindthis
separationisrelative volatilityof componentstobe separated.411-V7contain40 flexi valvetraysandequipped with
reboiler411-E11, overheadcondenser411-EA2C1~C6, andoverheadaccumulator411-V7.
2. DESIGN CONDITIONS
Stream Temperature o
C Pressure kg/cm2
Mass Flow Rate kg/hr
Feed 171.7 248200
Overhead Vapour 109.8 11.11 74536
Condensed Vapour 56.7 74536
Reflux 56.7 62220
Overhead Product 37.8 14.49 16259 (52.46MW, 29.35m3
/hr, 554kg/m3
)
Bottom Product 192.5 311580
Bottom Reboiler Flow 203 25723
3. REFLUX RATIO
Reflux ratioisratiobetweenflowratesof streamreturnto column asreflux toproductdraw or feedintroduce.
R = Ln/D ; Ln = Liquidreturnto columntoptray ; D = Distillate
DesignReflux Ratioof Debutanizer411-V7= (120 m3
/hr)/(22.23m3
/hr) = 5.4 OR 62220/16259 = 3.83
2. PAK ARAB REFINERY LTD Department: Process
Visbreaking& Gas ConcentrationUnit Area: 200 (U – 130 & 411)
Basedon Feedof Debutanizer=62220/248200 = 0.251
The most critical reflux streamisthe topreflux.The amountof thisreflux will determine how goodthe
fractionationwill be betweentwocompoundsortwofractions.If there istoomuch topreflux,there will be toomuch
internal reflux.Eachtray will have agreaterflow of liquidacrossitand the turbulence of the liquidonthe tray will
increase.Thiswill resultingreaterandgreaterliquidentrainmentinthe vaporas itpassedfromone tray to the next.
The liquidcompositiononeachtray will change because of thisentrainmentandthe fractionationwillnolongerbe as
precise.Thisphenomenaissometimesreferredtoasflooding.Floodingcanbe restrictedtoonlyone sectionof the
columnor the whole column.
On the otherhand,too lowa reflux rate will resultintoolittle internalreflux resultinginaverylowflowof liquid
across eachtray. The contact betweenthe risingvaporsandthe liquidoneachtray will notbe as good.The vaporsmay
not evenhave time enoughtoestablishanequilibriumwiththe liquidandlessvaporswill condense.The liquid
compositiononeachtray will change andagainthe fractionationwill be asloppyone.Thisphenomenaissometimes
referredtoas dryingupa tray or sectionof the column.
4. EFFECT OF REFLUX RATIO ON DEBUTANIZER PERFORMANCE (OVERHEAD PRESSURE REMAIN SAME)
1. OVERHEAD PRODUCT LPG SPECIFICATIONS
A. C3/C4 Ratio: As reflux ratioincrease,heaviercontentsof overheadvapourdecrease becausetheystartstocondense
givinglatentheatandC3/C4 ratio increase andvice versa. DesignC3= 33.33mole% : iC4
B. WeatheringTemperature:Asreflux rationincrease tray10th
temperature startto decrease andC4 contentsinLPG
start to decrease andvice versa.DesignLPGweatheringtemperature is+4.4o
C.
C. RSH & H2S: Reflux ratiohasveryminimumeffectonRSH& H2S of LPG product.
D. Vapour Pressure:Vapourpressure of LPG is indicatorof C3/C4+ ratio, higherVapourpressure higherwillbe C3/C4
ratio.As reflux ratioincrease C3/C4ratioincrease andhence vapourpressure also increase andvice versa.
2. BOTTOM PRODUCT STABALIZED NAPHTHA SPECIFICATIONS
Bottomproduct Stabilizednaphthaproductionisnormallycontrolledthroughcirculatingdiesel flowthrough
reboiler411-E11.
A. SpecificGravity:SG isbaseduponconcentrationof lightcomponentshigherlightcomponentslesserwill be SG.As
reflux ratioincrease lightendsstarttocondense andbegintoaccumulate inbottomproduct. (Design: 0.707)
B. ASTM D-86 Distillation:IBPis an indicatorof lightestcomponentboilingpointandFBPisheaviestcomponent.As
reflux ratioincrease C4starts to condense andstartloweringIBPof naphthaif heatingremainsame.
C. Saybolt Color Test: an empirical definitionof the colorof a clearpetroleumliquidbasedona scale of − 16 (darkest)
to + 30 (lightest). Refluxratioincrease meansincrease incolorof naphtha.(Design:+30)
D. C4 Contents:C4 contentshas similareffectasabove mentioned.