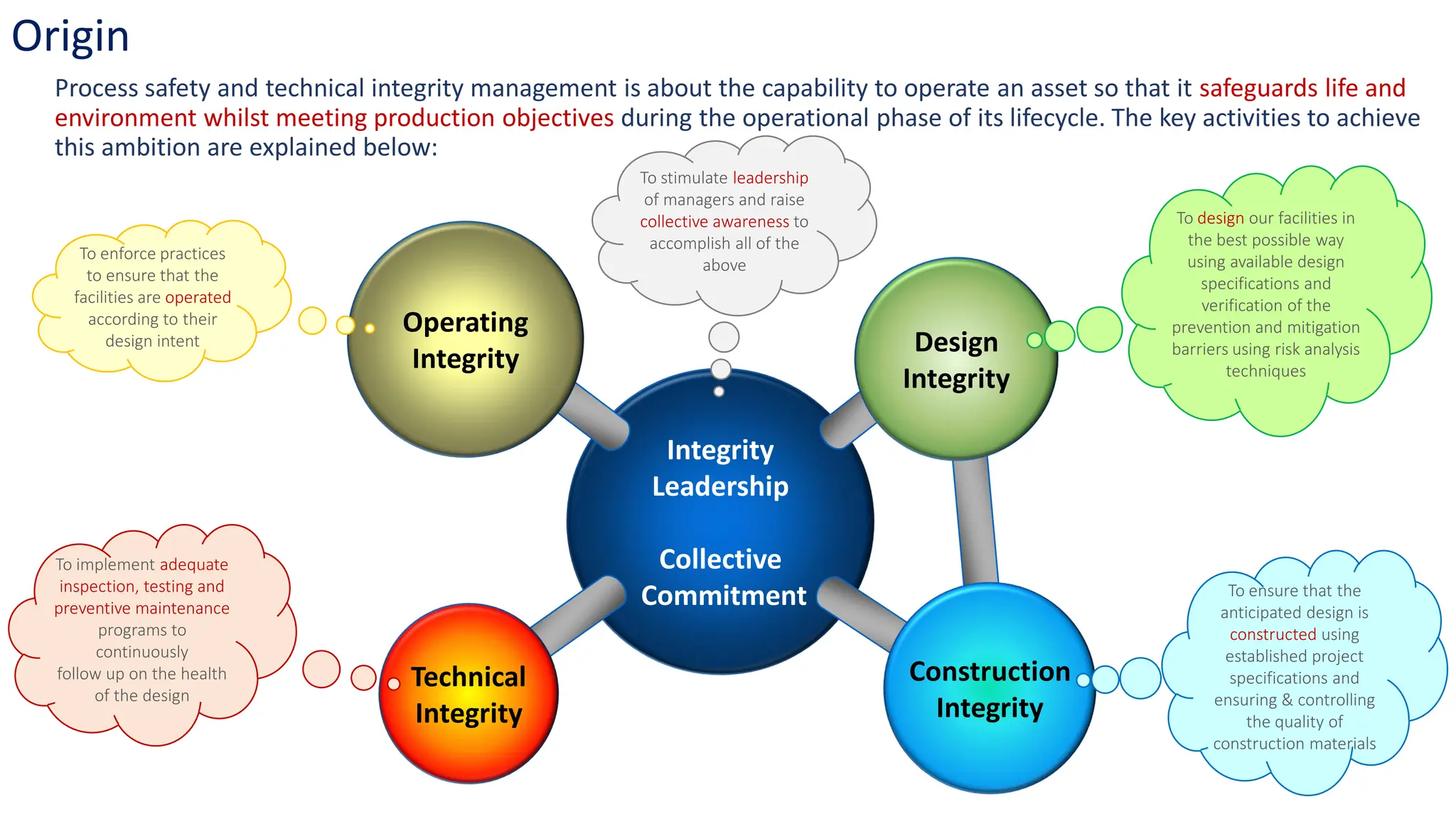
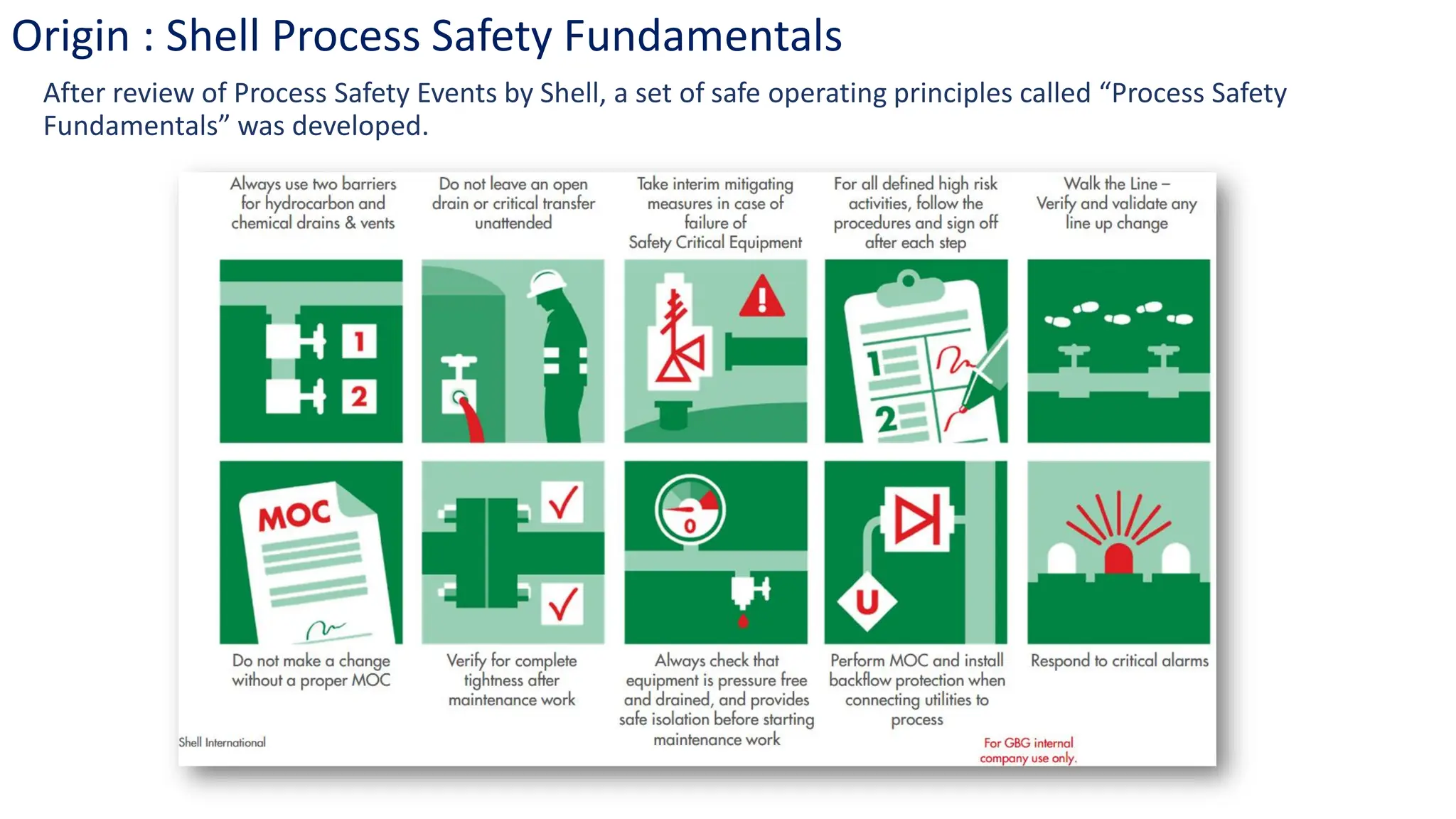
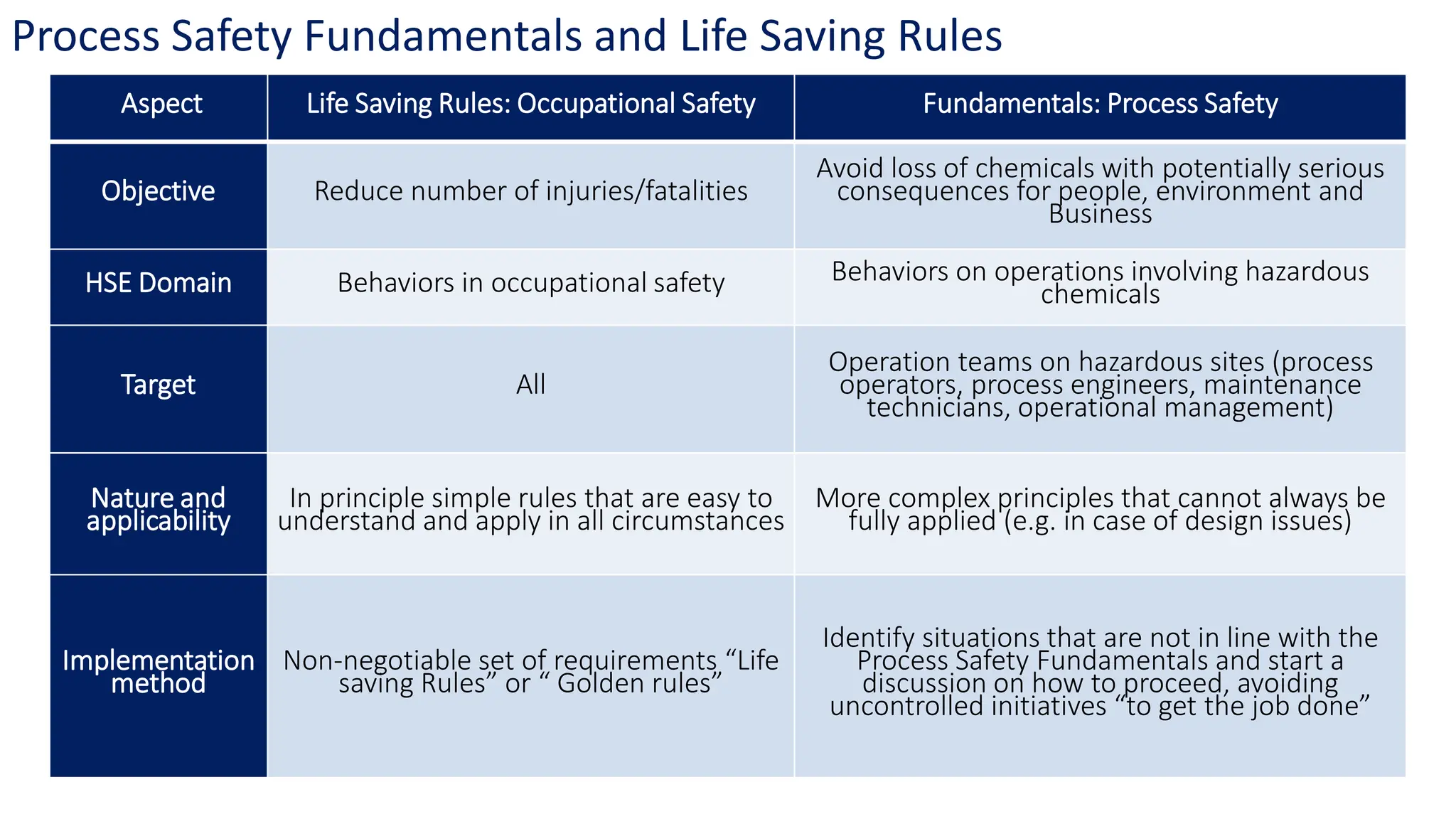
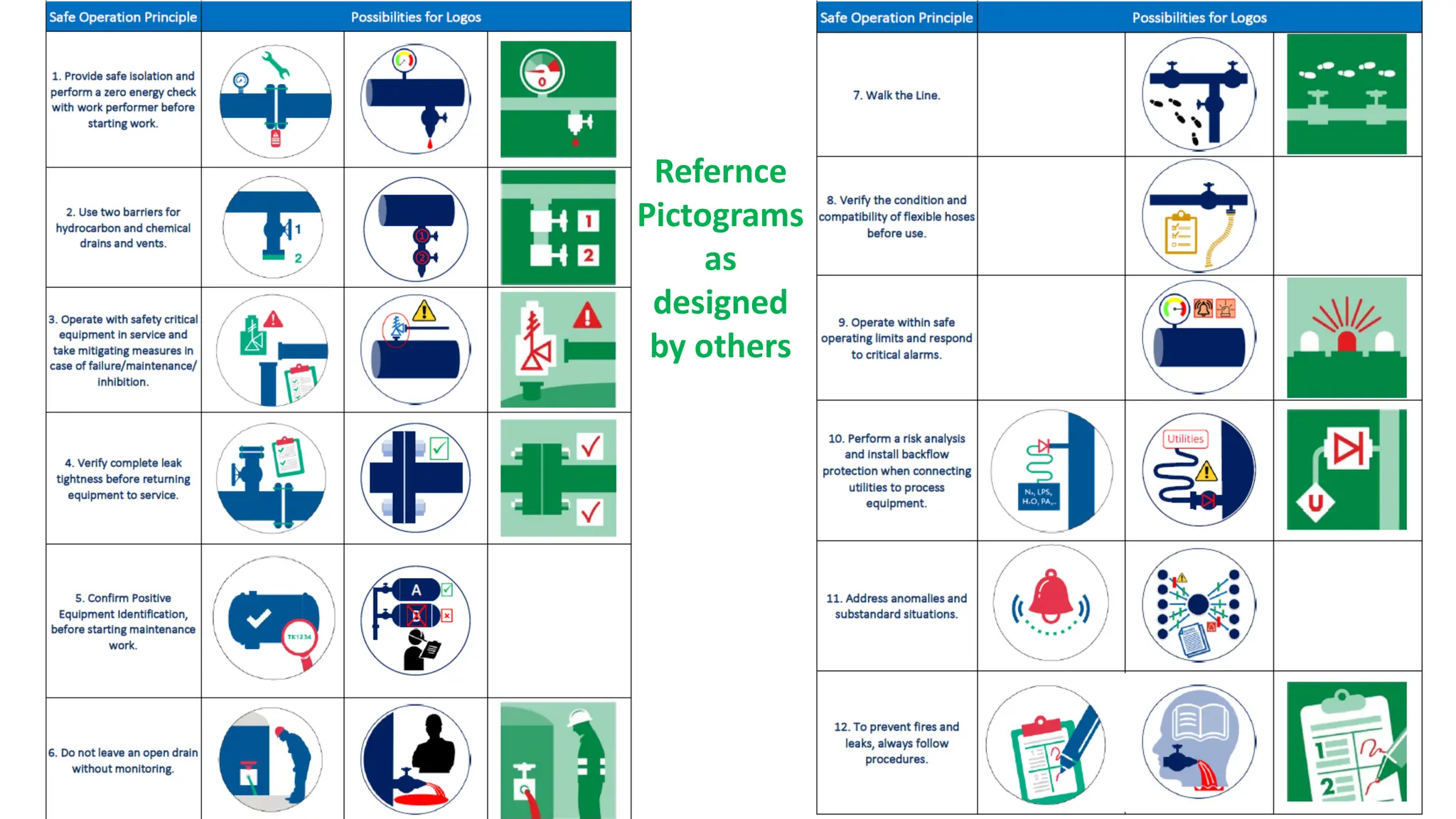
The document outlines the Shell Process Safety Fundamentals, emphasizing safe operational principles to prevent incidents with hazardous chemicals while meeting production objectives. It details key activities for ensuring design integrity, safe construction, and effective leadership in promoting a culture of safety, focusing on the importance of operational excellence, risk management, and adherence to 'life-saving rules'. Additional guidelines for practical application in managing process safety emphasize the significance of communication, training, and routine monitoring to mitigate risks in operational environments.